基于激光為基準的數控車床對刀裝置實驗研究
2021-11-22 09:42:46丘志敏黃遠林
韶關學院學報 2021年9期
丘志敏,霍 英,黃遠林
(1.韶關學院 智能工程學院;2.韶關學院 信息工程學院,廣東 韶關 512005)
對刀是數控機床加工必不可少的一個步驟,對刀時間過長,會影響數控機床的生產效率.對刀本質在于,一是建立基準刀在數控機床中的位置坐標,保證基準刀在數控車床中的坐標零點與編程零點重合;二是通過數控系統(tǒng)規(guī)定流程,采用一定的方法找出其他非基準刀刀尖與基準刀刀尖之間的距離偏差,即刀補,記錄到系統(tǒng),并在數控系統(tǒng)換刀的同時執(zhí)行刀補,以自動補償換刀后刀偏距離,保證換刀后刀尖位置不變,從而保證加工工件的尺寸精度[1-2].根據刀補確定方法的不同,常見的數控系統(tǒng)對刀方法主要有試切法對刀、專用對刀儀對刀、基于數控機床檢測系統(tǒng)的自動對刀[3-4].其中后兩種對刀成本較高,一般用于較高檔次的數控車床或加工中心.
試切法對刀是目前經濟型數控車床最常使用、最經濟的對刀方式,不需額外的特殊對刀設備,通過切削工件并按數控系統(tǒng)相應規(guī)程即可找出刀補,完成對刀.不同的數控系統(tǒng)對刀原理及步驟大同小異,對操作者有較高的技術要求.由于試切法對刀過程中每把刀刀補的確定,均需要對工件在X 軸、Z 軸方向進行試切、停車、測量錄入等步驟,導致試切法對刀存在操作繁瑣、效率偏低的缺點.而且由于需要多次對工件進行切削,對刀過程容易出現(xiàn)撞刀事故,造成一定程度的經濟損失.新手操作者在對刀時,不僅效率更加低下,而且也更加容易發(fā)生撞刀事故.
針對試切法對刀存在問題,力求在較低的制作成本下,提出并制作了一種基于激光為基準的定點法對刀裝置,并進行相關的實驗測定,研究該裝置的對刀效率及其對刀精度.
1 基于激光為基準的定點法對刀實驗裝置及對刀原理分析
基于激光為基準的定點法對刀原理,首先是建立基準刀在數控系統(tǒng)中的坐標,再通過激光、基準刀與投影板構造一個對刀的基準點.后面的非基準刀具要進行對刀時,以非基準刀刀尖對準該基準點,即完成非基準刀刀尖相對基準刀刀尖的偏置值大小的確定,將該偏置值錄入數控系統(tǒng)中,即可完成刀補的設定[5].該對刀方法相對試切法對刀,省去了繁瑣的試切,可以提高對刀的效率,減少撞刀事故.下面結合實驗裝置對實驗原理進一步闡述.
實驗裝置如圖1 所示,主要包括:激光發(fā)射裝置9、粗調裝置8、十字絲桿微調裝置7、投影板11.十字絲桿微調裝置7 利用連接板2 固定在數控車床機體上,粗調裝置通過支撐體6 固結于十字絲桿微調裝置上,激光裝置固結在萬向軸粗調裝置上.

圖1 實驗裝置簡圖
對刀原理分析.圖2 為圖1 中工件及車刀的俯視平面圖.首先采用1#基準刀試切工件確定坐標原點,并使坐標原點與編程原點重合,如圖2 所示,設定的坐標原點為工件端面中心.然后將基準刀移動到一個確定的絕對坐標位置,并在此處進行換刀,圖2 中設定換刀點坐標為(X200,Z100).通過圖1 所示粗調裝置調節(jié)激光裝置位置,使激光發(fā)射裝置大體處于刀尖上方,激光裝置發(fā)出激光將基準刀的刀尖部分投影在投影板中,通過十字絲桿微調裝置調節(jié)激光裝置移位,使刀尖投影與基準直角坐標系2 的X 軸、Z 軸切合,形成如圖2 局部放大圖所示光斑,基準點坐標系可以由十字激光直接投影得出.此時基準點確定,激光裝置及其所形成的投影板上的基準點不再移動.切換2#刀,數控車床面板設定此刻刀尖相對坐標位置為(U0、W0),通過數控車床手動方式調節(jié)2#刀具的位置,使其刀尖分別與基準點的X 軸、Z 軸切合,此時2#刀在X 軸、Z 軸移動的相對位移即為2#刀與基準刀之間的刀具偏移量,即2#刀在X 軸、Z 軸上的刀補值,該偏移量在數控系統(tǒng)相對坐標系可自動顯示,將該刀補值錄入系統(tǒng)即可完成對刀.
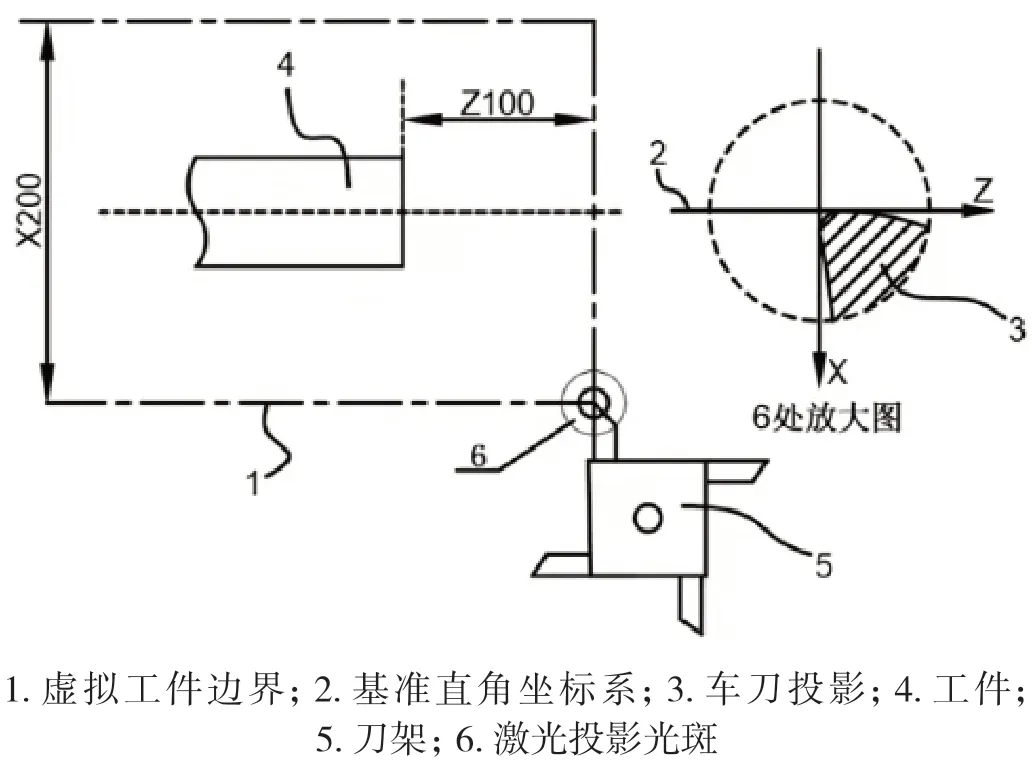
圖2 實驗原理簡圖—激光確定的基準點
其他刀具對刀重復上述2#對刀步驟.
2 實驗
2.1 基于激光為基準的數控車床對刀實驗步驟
按照原理要求把實驗裝置制作并在數控車床安裝好后,整理實驗基本步驟如下:
(1)建立基準刀在數控系統(tǒng)中對應坐標原點.這是確定數控系統(tǒng)與刀具相對位置一個基本步驟,無論是那種對刀方式,都屬于必不可少的先行環(huán)節(jié).常用方式是試切工件后利用G50 指令進行設置,在這里不進行贅述.
(2)用G00 指令將基準刀移動到設定的換刀點,換刀點可根據實際情況自行確定,以換刀不干涉工件為準.
(3)調整投影板位置,并通過粗調與十字絲桿微調裝置在水平面上的移位,使刀尖投影與直角坐標系X 軸、Z 軸切合,確定基準點及其直角坐標系.后續(xù)對刀過程應該注意確保激光裝置固定不動,即基準點不動,直至對刀完成;
(4)執(zhí)行2#刀換刀指令(如T0200),設定相對坐標位置為(U0、W0).
(5)利用數控車床手動方式將換刀后刀尖對準前面確定的基準點直角坐標系.
(6)切換到刀補錄入系統(tǒng),系統(tǒng)面板將顯示X 軸、Z 軸相對位移量U值、W值,此即為2#刀在X 軸、Z軸相對基準刀的刀偏量,切換到刀補值錄入面板將其錄入到系統(tǒng),即完成2#刀對刀.
(7)重復第(4)、(5)、(6)步驟,可以完成其余刀具的對刀.
2.2 兩種不同激光光源實驗方案
本次實驗中使用3 把刀具分別為:1#精車刀(基準刀);2#螺紋刀;3#粗車刀.為了減少某一次測量的偶然誤差,對一次安裝后的1#、2#、3#刀具均進行了3 次對刀實驗.
考慮實驗的全面性,實驗過程中又分為兩種光源方案進行.方案一使用的激光裝置為綠色十字坐標軸激光,基準點即為由激光裝置發(fā)出的十字坐標軸直接確定.實驗中為了觀察測量的方便,提升對比度,在刀具移動對準基準點過程中仍轉入投影板.方案二使用的激光光源采用單點紅激光光斑,并在刀架下方設置畫有十字坐標軸的投影板.理論上要求投影板在整個對刀過程保持位置不動,但實際操作中由于投影板離刀架位置較近,在換刀過程中會碰撞投影板,導致基準點移位.為了避免刀架與投影板干涉,把投影板安裝于一可轉動構件上,當換刀時需手動轉開投影板,而對刀時把投影板轉回,投影板轉回后精度由定位塊保證.
實驗過程中,為提升對刀精度,采用了放大鏡進行輔助觀測.
3 實驗結果及分析
采用兩種光源方式完成基于激光為基準的定點法對刀裝置對刀后,利用2#刀,3#刀分別切削工件,比較實際測量工件尺寸與對應數控系統(tǒng)顯示的坐標尺寸(絕對值),即為刀具對刀后的刀補誤差.其中工件徑向尺寸x采用千分尺測量,軸向長尺寸度z采用游標卡尺測量,完成實驗后采集測試數據如表1 所示.
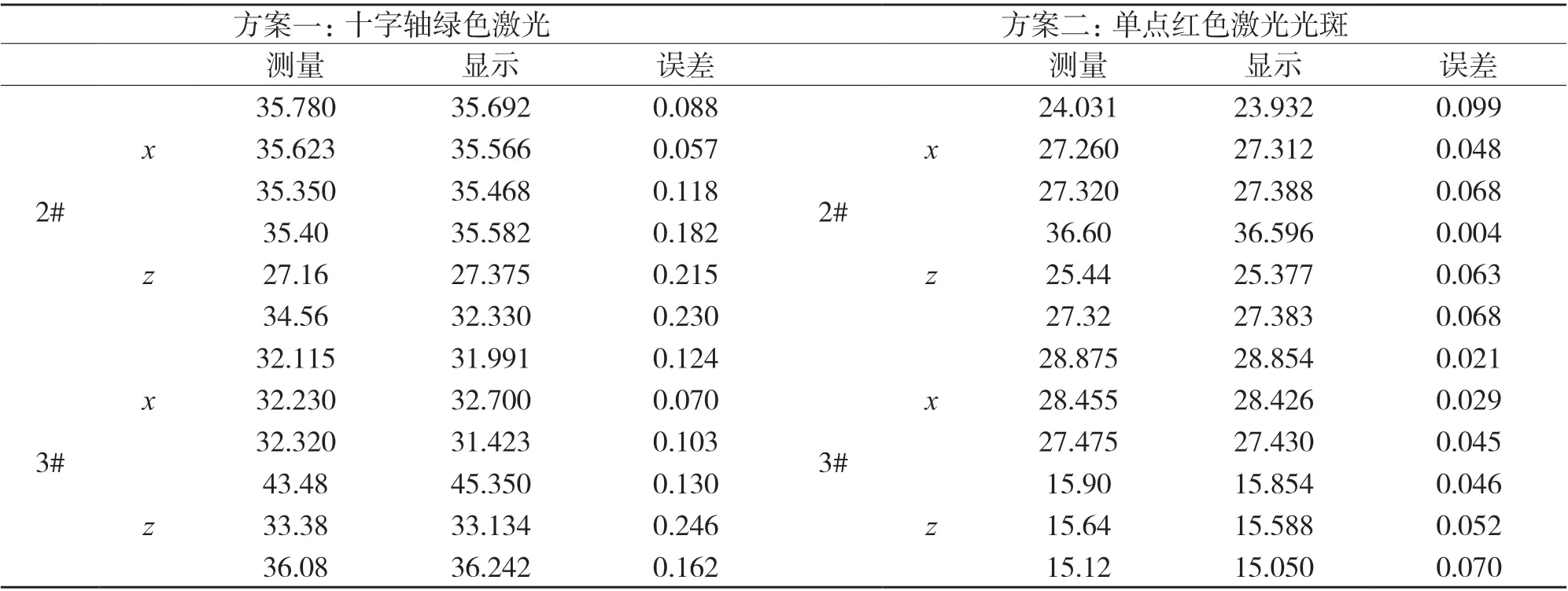
表1 激光為基準定點法對刀刀補誤差實驗數據 /mm
3.1 數據統(tǒng)計及對刀精度分析
(1)綠色十字軸激光光源方案:2#:x—=0.087;z—=0.209; 3#:x—=0.099;z—=0.179;該方案X 方向的誤差平均值為0.093,Z 方向誤差平均值為0.194.
(2)紅色單點激光光源方案:2#:x—=0.072;z—=0.045;3#:x—=0.032;z—=0.056;該方案X 方向的誤差平均值為0.052,Z 方向誤差平均值為0.051.
(3)考慮兩種光源方案的綜合,X 方向的誤差平均值為0.072 5,Z 軸方向的平均誤差為0.122.
(4)試切法誤差.同一實驗人員采用試切法對刀所得的X 方向的誤差平均值為0.018,Z 軸方向的平均誤差為0.038.
(5)誤差分析.從考慮兩種光源方案綜合實驗數據來看,對尺寸精度要求較高的X 軸方向尺寸最大誤差為0.124,平均誤差為0.072 5.這與試切法對刀后X 軸方向刀補誤差0.018 相比,誤差值較大. Z 軸方向,激光為基準定點法對刀后刀補平均誤差為0.122,也遠低于試切法的平均誤差0.038.總的來說,激光為基準定點法對刀精度偏低,但對于一些加工精度的要求不高的場合,如粗加工的場合,或者是數控技術人員的培訓過程等,仍具有一定的實際應用意義.實際生產中,由于對刀誤差或刀具磨損導致工件出現(xiàn)誤差超標情況,操作技術人員可以根據實際加工的誤差在數控系統(tǒng)中對刀補進行修改,以保證后續(xù)的加工精度.
3.2 誤差因素分析
首先是對刀裝置原理上,由于考慮經濟性,缺少高倍數放大裝置決定了該方案會存在較大的對刀誤差.二是人為觀察因素也在實驗中占有重要地位,在確定基準點與刀尖點重合度時,不同人觀測所得的重合情況不一致.三是測量誤差也對對刀精度有一定的影響.在實際生產中,隨著對刀經驗的增加,改善觀測條件,如增加放大鏡倍數、改善光源質量等,操作者能更快、更精準的確定刀尖點的位置,提升對刀精度.
3.3 對刀效率分析
對刀所需時間與操作者對系統(tǒng)的熟練程度有很大的關聯(lián).從本實驗實際操作過程來看,同一操作者利用激光為基準的定點法完成對刀(1#、2#、3#)平均僅約5 分鐘,而采用試切法對刀,用時約為9 分鐘.說明激光為基準的定點法對刀非常有利于提高對刀的效率.因此,在對工件加工精度要求不高的情況下,如在粗加工中,采用激光為基準的定點法對刀可以保證加工精度要求并能有效提高對刀效率.
4 結論
通過制作基于激光為基準的定點法對刀實驗裝置,測得基于激光為基準的定點法對刀精度及對刀效率.該裝置結構相對簡單,成本較為低廉,易于安裝和拆卸.實驗表明,采用激光為基準的定點法對刀,相對試切法對刀來說其對刀精度偏低,但提升對刀效率明顯,可以有效減少對刀過程中撞刀事故產生,對于一些加工精度的要求不高的場合,仍具有較好的實際應用意義及推廣價值.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
制造技術與機床(2019年12期)2020-01-06 03:17:48
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
制造技術與機床(2017年4期)2017-06-22 11:18:05
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
機械職業(yè)教育(2014年9期)2014-02-28 02:09:18
