條并卷聯合機故障分析及排除方法
2021-11-11 06:05:18張慶軍吳月榮陳改玲楊效青程桂芳
紡織器材 2021年5期
張慶軍,吳月榮,陳改玲,楊效青,程桂芳
(東營市宏遠紡織有限公司,山東 東營 257500)
0 引言
國產條并卷聯合機可實現自動化運行,具有故障診斷和自動報警等功能,觸摸屏式人機界面操控過程簡單、可視和智能,可顯示當前工作狀態并進行產量統計,在線數據調節可實現速度、工藝參數在線設定,方便維修與操作。條并卷聯合機以可編程控制器(PLC)作為控制中心,以變頻電機作為驅動,以傳感器、動作開關作為狀態檢測裝置,通過人機界面調節各種工藝參數的輸入信號至可編程控制器,由可編程控制器對輸入信號進行智能判斷,輸出動作指令有序控制并規范電磁閥、氣控閥、氣缸等控制執行部件。由于這些控制部件多且雜,機械、電氣、氣控元件動作結合點多且密切關聯,稍有不良就會引發各種故障,且維修時故障原因很難判斷[1];因此,維護人員要全面掌握條并卷聯合機構造原理,熟知機械、電氣、氣控元件故障成因,才能根據不同故障類型采取快速維修方法,減少故障維修時間,保證設備完好運轉。
條并卷聯合機故障一般分為電氣故障、氣動部件故障和機械故障3種。
1 電氣故障及檢修點
1.1 顯示屏故障
經常性黑屏故障。檢修點:牽伸保護接點絕緣套破裂短路,檢查各線路接點更換破損絕緣套;接線盒上插頭或插座引腳短路,逐個插拔插頭排查,檢查引腳接線。
1.2 變頻器故障
變頻器是由IC、電阻、電容、晶體管等電子元件及冷卻風扇、繼電器等眾多零件組成。這些零件即使在正常環境中運行,若超過使用年限也易發生故障。如變頻器的工作溫度為-10 ℃~+50 ℃,相對濕度小于90%,而棉紡車間溫度高、濕度大、短絨塵屑多,所以飛入變頻器的短絨、塵屑需要定期清理、保持干凈,否則會影響變頻器散熱,造成其發熱損壞。
檢修點:檢查變頻器鍵盤面板顯示是否正常;檢查變頻器是否有異常噪聲、振動和異臭;檢查變頻器風扇是否正常以及有無積花;需打開外蓋檢查時,必須先切斷電源,但濾波電容器上仍有充電電壓,需先放電一段時間、等充電指示燈熄滅后方可去掉外蓋檢修。
1.3 電磁閥故障
國產FA系列條并卷設備中配有多種電磁閥。作為動作執行部件,受控于PLC的動作指令,電磁閥工作時一般處于打開或關閉狀態;氣動電磁閥的閥芯位置是由線圈通電后產生磁力控制閥芯規范工作,在不同工作狀態中,通過電磁閥控制各氣動部件,利用電磁閥在打開時持續給氣,使各氣動執行件內部產生壓力,受壓氣缸活塞推動活塞桿做往復運動,準確完成機械要求的各項規范動作指令。電磁閥故障點一般有:線路、線圈受熱燒損,閥體氣路堵塞,電磁閥及相關元件漏氣,等。
檢修點:檢查電磁閥通電后的工作狀態、信號輸出、信號輸入是否正常;主氣路供給管道中含有雜質、壓縮空氣含水分過多,會造成電磁閥體內孔堵塞或密封環腐蝕老化;固定螺絲松動;時刻保持氣泵房內壓縮空氣干燥潔凈、壓力穩定,各氣路管道盡可能選擇優質且不易生銹管材,以免產生雜質造成電磁閥或氣動閥堵塞。
1.4 傳感器故障
1.4.1光電傳感器是利用光的各種性質,檢測有無受控元件及其表面狀態變化,主要分為反射式和對射式。
反射式光電傳感器是由發光的投光部與接受光線的受光部構成,如果投射光線因監測物體不同而被遮掩或出現反射,到達受光部的距離因異物影響發生變化就會被傳感器檢測出,傳感器將檢測出的實物變化及時轉換成電氣信號后,快速傳遞給工控系統[2]。
檢修點:反復調整光電傳感器安裝位置,確保棉條從檢測區內順利通過,傳感器檢測面應經常用軟織物進行清潔,防止飛花和灰塵污染。
1.4.2動態光電傳感器可檢測物體在運動中的工作形態,此裝置在條并卷聯合機的喂入棉條檢測中被廣泛采用。FA368型條并卷聯合機采用GD-5822B型光電檢測器,該傳感器具有輸出短路保護和喂入棉條動態、靜態的自動監測功能,檢測距離為8 mm,當喂入棉條斷條或斷條后棉條在光電監測中靜止不動時會報警停車,確保喂入棉條根數正確。
檢修點:反復調整動態傳感器安裝位置,確保喂入棉條能從檢測區內順利通過,應經常檢查傳感器安裝位置有無偏離、松動、歪斜,是否有飛花、塵屑等雜物粘附、積聚,用軟織物進行清潔,避免造成傳感器監測點損傷而影響檢測靈敏度。
1.4.3磁感應傳感器主要檢測磁性介質,一般用于檢測氣缸運行位置,使用時應使其接觸面緊貼氣缸壁,保證檢測效果可靠。
檢修點:應經常檢查磁感應傳感器磁力檢測點位置正確,保證傳感器無積花、塵屑。
1.4.4壓力傳感器以膜片裝置為媒介,用感應元件對氣體和液體壓力進行測量,并轉換成電氣信號進行輸出。
檢修點:壓力值按技術要求設定,不可過大,以免損壞壓力傳感器,按時清潔、保持無塵屑積花。
以陜西恒鑫精密紡織機械有限公司(中國)HXFA368型條并卷聯合機為例:全機采用28套光電傳感器、22套不同種類的接近開關和磁感應傳感器做為信號檢測點,控制18個執行氣缸進行工作;采用可編程控制器(PLC)作為控制中心,控制全機各種復雜程序及各部件動作的正確指令,并把傳感器在線監測的結果快速轉換為輸入信號及時上傳至編程控制器,編程控制器對輸入信號做出智能判斷,下達輸出動作指令控制氣動執行元件做規范化動作。如出現異常及設備動作故障,會在人機界面顯示屏中顯示,方便維修人員快速處理。
2 氣動部件故障及檢查點
2.1 氣缸故障
氣缸是條并卷聯合機氣動控制中的執行部件,其作用是把壓縮空氣的壓力能轉化為機械動能,通過氣缸活塞運動來驅動機械作直線往復運動、擺動或旋轉運動;條并卷聯合機中多采用雙作用單活塞桿氣缸,其原理均是利用壓縮空氣使活塞做往復運動。工作氣缸的主要故障點為密封圈磨損或者損壞,使機械自動控制失效。密封圈多用在缸蓋、氣缸兩端、活塞與活塞桿處,由于活塞桿在缸體內壁做頻繁的往復動作,使密封圈因長期摩擦而損壞,造成氣缸泄漏,影響氣缸規范動作的精準度,嚴重時甚至無法正常完成氣缸規定動作。處理故障時,需要對故障氣缸進行快速判斷、拆裝維修,清除缸體內雜質,按規格更換密封圈(環),安裝時缸筒內要加適量氣缸油脂,盡量減少內摩擦;上機安裝前要進行通氣試驗,檢查整修后的氣缸是否存在內漏和外漏問題。
檢修點:檢查各氣缸工作狀態、缸體有無漏氣、氣缸接頭與氣路管密封狀況、氣缸檢測信號位置是否正確等;定期清理氣缸表面及活塞桿處積花、塵雜。
2.2 氣控閥故障
氣動控制元件通過改變壓縮空氣的流向、壓力和流量實現執行機構的規定運動,如條并卷聯合機氣動控制裝置中的減壓閥、安全閥和氣控閥等。減壓閥也稱調壓閥,是減壓和穩壓的控制元件,加裝水分過濾裝置后通常被稱為復合式減壓閥。安全閥也稱溢流閥,是防止氣動裝置和氣壓超過設定值而起保護作用的壓力控制閥。氣控閥種類很多,按壓差控制可分二位三通閥、二位五通閥等,按動作可分為電控閥、手控閥、機控閥,而電控閥又分為常通式和常閉式2種。執行元件(氣缸)通常只有通過氣控閥才能進行工作。氣控閥分類及動作狀態見表1。
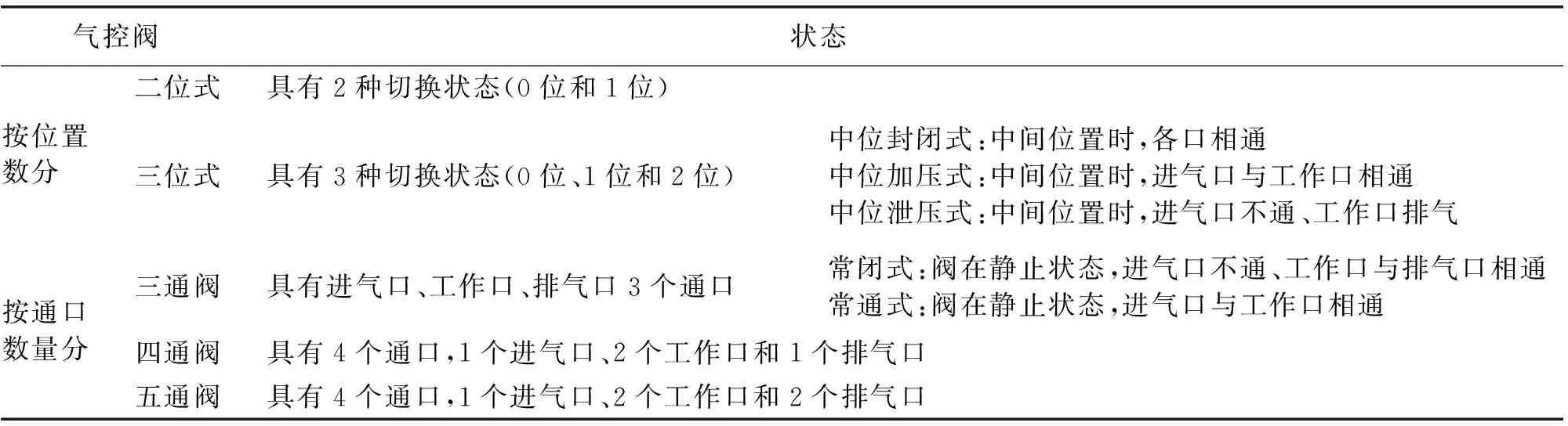
表1 氣控閥分類及動作狀態
檢修點:檢查各種氣控閥的動作狀態、閥體密封有無內泄或外漏,定期清潔各控制閥,掌握各氣控閥的功能原理、動作技術要求以及氣控裝置的故障原因,及時排除故障隱患,保證設備正常運轉。
3 機械故障及平時檢修點
3.1 夾盤上升1 mm故障
3.1.1故障表現:送完空管后,夾盤上升1 mm動作未實現,導致自動動作停止。
3.1.2檢修點:反壓太大,適當調小反壓數據;比例閥氣缸上的白色滑套磨損嚴重,更換滑套;F4電磁閥損壞,更換并檢查與其相連的氣管是否漏氣,如有漏氣則更換氣管;調節送空管氣缸上的節流閥或增大送空管超時設定時間,將送空管時間延長3 s~5 s。
3.2 經常性無故障停車
3.2.1故障表現:經常性無故障停車。
3.2.2檢修點:牽伸壓輥位置檢測調節不合適,瞬間棉網過厚或過薄導致停車,調整傳感器感應距離,使其距感應片1 mm,且感應面積約為傳感器端面面積的1/3;安全門行程開關調節不合適,設備運行中偶爾振動會導致行程開關瞬間斷開使設備停止運行,當調整設備停止后,行程開關又瞬間閉合使觸摸屏無法顯示故障,應檢修、調整行程開關安裝位置,確保不松動、感應信號靈敏。
3.3 棉卷夾盤夾空管故障
3.3.1故障表現:在自動落卷過程中,夾盤未能在規定的時間內打開或關閉,造成自動動作停止。
3.3.2檢修點:檢查左右夾盤輸出、輸入氣管是否破損;檢查氣路縮頸頭聯接處有無松動;檢查電磁閥是否損壞,導致氣控閥換位不準確;檢查氣缸活塞桿動作是否受阻;檢查夾盤、夾管位置是否不正或筒管變形;檢查夾盤氣缸內的密封圈(環)是否老化破損、氣管是否破裂漏氣(夾盤氣缸有漏氣聲或當夾盤打開或關閉時,該氣缸及氣管處排氣量劇增)。
維修夾盤氣缸時,必須嚴格按照本工序安全操作要求進行,同時注意拆裝順序:將夾盤上升到高位并固定后,用專用工具拆卸夾盤,然后松開氣缸固定螺栓,將氣缸整體拆下,在缸體和缸蓋上做好標記,然后按順序依次分解;該氣缸密封圈為硬質有機材料,較難套于活塞桿上,可先用潤滑油脂或肥皂水潤滑氣缸和密封圈,以免更換操作不當易造成密封圈(環)表面劃傷或新件損壞;單向密封圈安裝,要注意裝配方向正確,最好在拆卸時做好標記以免裝反;氣缸按順序裝校完成并聯接氣管后,將夾盤氣缸放于水中,手動測試氣缸打開、閉合動作以檢查新裝氣缸有無漏氣問題,確定缸體動作完好后,將氣缸上車固定到規定位置,重新調整夾盤高低位置,確保夾盤在打開、閉合時筒管無夾偏問題。
3.4 夾盤上升到高位時動作停止故障
3.4.1故障表現:達到滿卷定長時,夾盤上升到最高點、動作停止,設備無法進入下一程序。
3.4.2檢修點:棉卷夾盤上升超時時間一般設定為3 s~10 s,超時會報警停車,檢查上升氣路是否漏氣;適當延長夾盤上升超時時間,檢查總氣路壓力是否滿足開車要求;夾盤上升限位傳感器位置過高或傳感器有異物遮擋,夾盤升到高位后傳感器感應不到,適當降低上升限位傳感器的感應位置,定期清潔傳感器;夾盤下降控制電磁閥損壞,在上升到高位時,電磁閥轉換失效,檢查電磁閥是否完好,閥體內有無異物造成氣孔堵塞,定期檢查電磁閥及氣控部件工作狀態,保證供氣氣源潔凈。
3.5 夾盤開閉動作不一致
3.5.1故障表現:在自動運轉時,1個或2個夾盤未能在規定時間內打開或一邊快、一邊慢。
3.5.2檢修點:檢查總氣路壓力不小于0.6 MPa;逐項排除夾盤氣缸密封圈損壞、氣管架破裂出現泄漏、氣管有異物堵塞、氣缸電磁閥動作受阻或電磁閥線圈損壞、節流閥氣壓調節不當、左右氣缸內有污物導致活塞桿動作受阻等情況;及時更換問題氣缸密封件、氣動元件、氣管,確保電磁閥動作良好,調整節流閥氣壓,按順序拆卸氣缸并清理氣缸內雜物。
3.6 送空管上升故障
3.6.1故障表現:空管上升未達到設定位置,有時上升后偏斜,夾盤閉合時將空管夾偏,造成自動功能失靈。
3.6.2檢修點:送空管上升位置不正確,空管上升支架位置過高或過低;左右夾盤位置不同軸;送空管氣缸及電磁閥控制不良,送空管架變形開焊、送空管架左右高低不一致;送管速度過快或過慢,導致筒管未達到預定位置。調節空管夾持位置,保證空管與棉卷羅拉間隙為1 mm,整修變形上空管架或更換新件,調節氣缸節流閥的氣壓大小,確保送管架上升、下降動作輕柔,避免因動作過大而導致送管架變形開焊。
3.7 機后棉條斷條或涌條故障
3.7.1故障表現:機后牽伸與臺面壓輥出現牽伸不良,呈波浪式運轉。
3.7.2檢修點:定期檢查傳動帶松緊,不當時應及時調節;保持傳動帶及傳動輪上無油污及棉蠟,避免沾污打滑;杜絕牽伸齒輪箱軸承損壞而造成的箱體密封圈變形、損壞,否則會出現漏油;定期檢查傳動帶運行狀態,對齒輪箱結合揩車檢修時定期清潔棉蠟;杜絕各傳動機件運轉不良、羅拉膠輥速度不同步、有斷棉網問題[3];檢查各傳動軸、輪、軸承、萬向軸節是否正常,如有異常立即更換;檢查羅拉膠輥隔距是否走動,如有用隔距塊重新校正;檢查氣動加壓部件是否正常,加壓氣囊是否漏氣,如有異常更換新件。
3.8 滿卷時機后斷條或涌條故障
3.8.1故障表現:在自動換卷時,機后出現斷條、涌條問題,重新接頭后又在下次動作時重復出現此故障。一般原因是由于條并卷傳動系統中的 2個電磁離合器出現故障,在受電狀態下吸合不緊密、斷電脫開時有粘連。
3.8.2檢修點如下所述。
a) 一般維修方法:清洗電磁離合器,檢查電磁線圈是否燒損、軸承是否缺油損壞、吸合面是否不良,如有異常則進行部分維修或更換新電磁離合器。
b) 替換改造維修方法:由于這2種離合器使用壽命短、故障率高,間隙調節費時費力,故對其進行替換改造,將原機的摩擦片式和齒輪式電磁離合器均改為干式單片電磁離合器。干式單片電磁離合器的特點如下:① 扭力傳遞快、動作響應速度高;② 散熱性好,高頻率、高能量工況下使用耐久性強;③ 屬于滾柱軸承內藏的磁場線圈靜止形,組裝維護時無需將中蕊裝置取出也不必利用碳刷,使用維修簡單;④ 動作確實,使用板狀彈片,雖有強烈振動亦不會產生松動,耐久性佳。改造單片吸合式電磁離合器后故障明顯減少,更換維修方便,效果良好。
4 結語
國產系列條并卷聯合機自動化、一體化水平高,自動監控能力強,利用傳感器準確監測、控制各氣控元件準確動作,所以正確信號的輸出、輸入是設備有效控制自動動作完成的關鍵;若某動作傳感器位置不正確、電磁閥動作不到位、氣動元件動作異常,均會導致自動動作在某個動作位失靈而使自動程序無法進行。日常維護要從設備的基礎管理做起,將周期維護與狀態維護相結合,認真檢修、細心保養,盡量減少保養漏點。同時,加強崗位技能培訓,讓員工熟練掌握機械、電氣及氣動元件構造原理,全面了解各種故障成因,準確快速找到故障原因,并根據維修技術要求,熟練排除各種隱性故障,不斷創新改造,確保設備高效完好運轉,以滿足高速高效生產需求。
猜你喜歡
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
汽車維修與保養(2019年7期)2020-01-06 03:30:42
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
汽車維護與修理(2016年10期)2016-07-10 08:17:41
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
