襯衫袖頭口袋打版的標準化研究
2021-11-11 06:05:24杜立新宋海燕李鳳霞楊曉飛魏崇鎮
紡織器材 2021年5期
杜立新,宋海燕,李鳳霞,楊曉飛,解 升,魏崇鎮
(魯泰紡織股份有限公司,山東 淄博 255100)
0 引言
服裝工藝模板是一種用于服裝加工的專業工藝模具,主要用于服裝縫制、熨燙、定位等工序[1]。據2019年底統計,筆者公司襯衫打版系統共有口袋11 500個,袖頭15 788套,口袋、袖頭基礎版型較多,且各客戶有許多形狀、弧度、尺寸接近或相同的口袋樣板,形狀弧度不統一,造成縫制工廠口袋定型模具多,成本增加,給模具的定制、存儲、使用、查找帶來很多不便。因此,2020年初筆者公司設專人對口袋、袖頭形狀進行分類研究,相近弧度進行整合、歸類,統一標準,便于樣板打制;避免了袖頭樣板、沖襯模具、定型模具的重復定制,提前為車間配備統一的模具樣板,減少成本,提高工作效率。
1 口袋樣板資料庫整理
服裝模板生產可以確保服裝規格的一致性,提高服裝品質,彌補因加工人員不熟練、工作疲勞等原因引起的誤差,減少對高昂專業設備的依賴,從而提高服裝加工企業的工作效率和產品質量,是目前服裝新型生產模式之一[2]。
1.1 口袋樣板編號的標準化
1.1.1口袋樣板主要分為圓弧、六角、五角、直角和特殊5類。
1.1.2口袋樣板編號的命名:模具編號+客戶編碼+自定內容。示例如下:① Y15-356-1,表示圓弧半徑為15 mm的歐洲客戶356口袋樣板;② L20-15-356-1,表示六角樣板,即水平去角20 mm,同時垂直去角15 mm的歐洲客戶356口袋樣板。
1.2 口袋樣板資料整理及初步合并
從歐美、日韓、國內各選取2~3個主要客戶對口袋樣板按口袋形狀進行統計、歸類、整理,相同形狀、相同弧度的口袋進行初步合并,形成口袋資料庫,見表1。
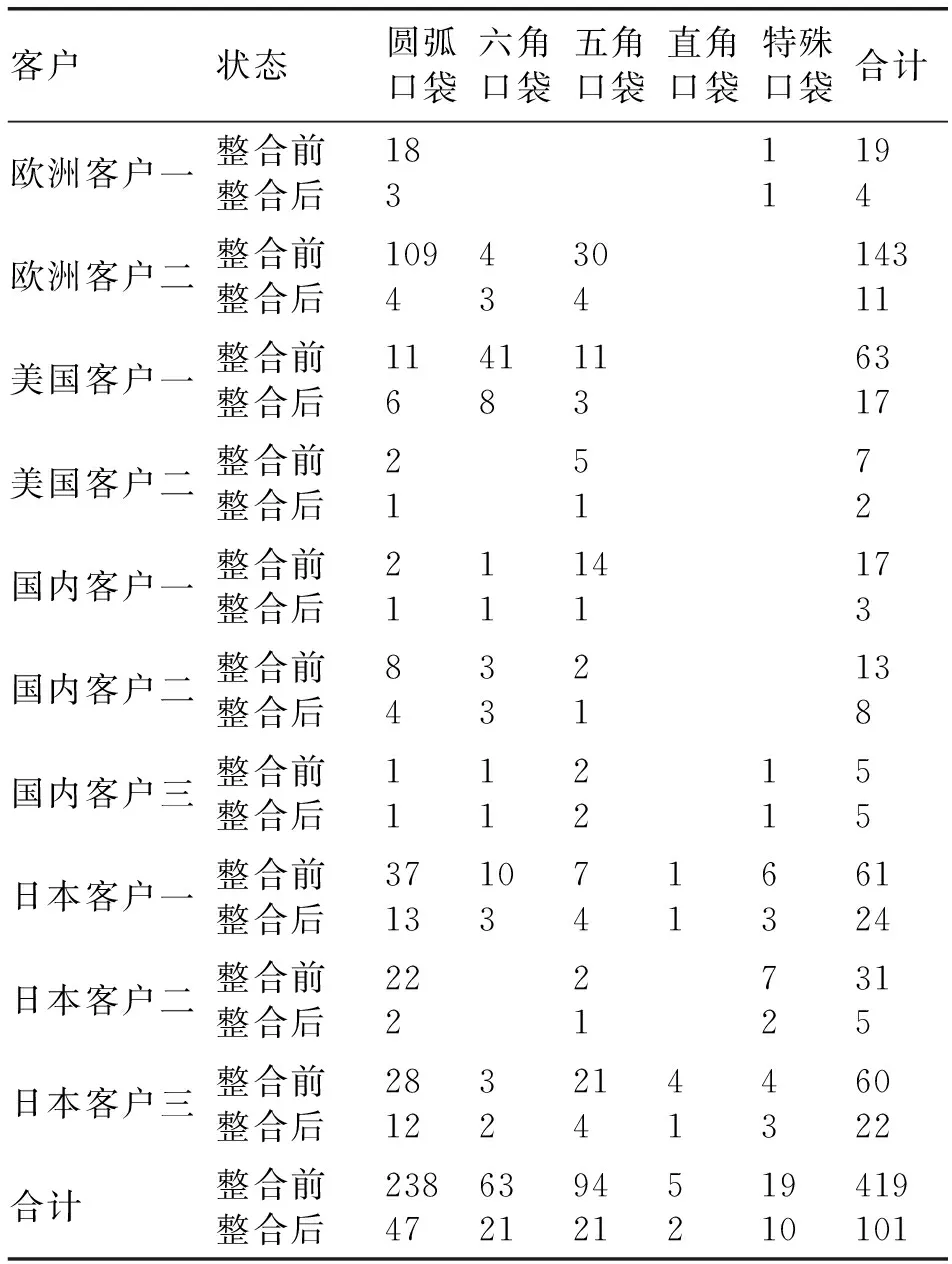
表1 口袋資料庫 單位:個
1.3 口袋樣板弧度合并
經統計,整合前圓弧口袋、六角口袋、五角口袋、直角口袋、特殊口袋樣板分別占口袋樣板總數的56.80%,15.04%,22.43%,1.19%,4.54%,其中圓弧、六角、五角口袋占比較大,所以確定對圓弧、六角、五角口袋樣板展開重點研究。
1.3.1 圓弧口袋弧度合并
口袋圓弧半徑基本在1 mm~38 mm,且60%圓弧為正圓的1/4大小(見圖1),40%圓弧為非正圓,所以確定以正圓弧作為基礎樣板,非正圓弧往正圓弧度上靠攏。口袋圓弧半徑相差數值與弧度相差數值并非是同一數值,如口袋半徑相差2 mm,對齊1/2口袋的兩側直角邊,此時兩圓弧圓心不在同一點上,兩口袋弧度僅相差1 mm(見圖2)。
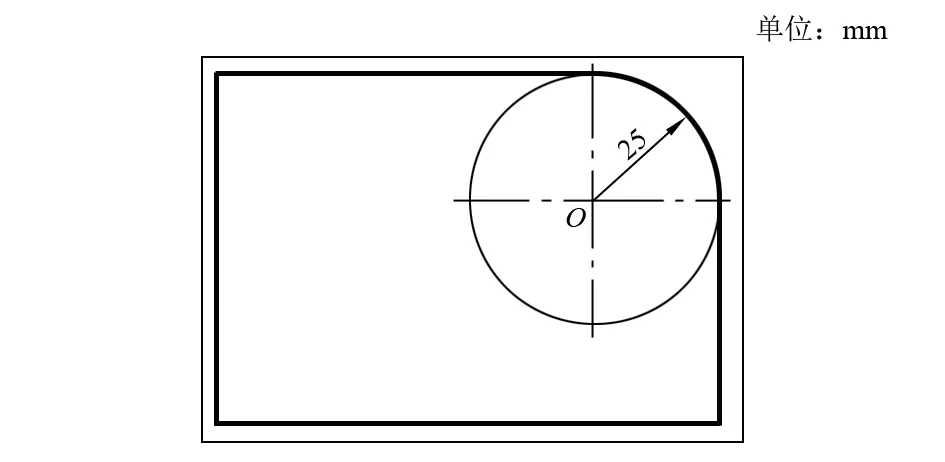
圖1 口袋圓弧處為正圓的1/4
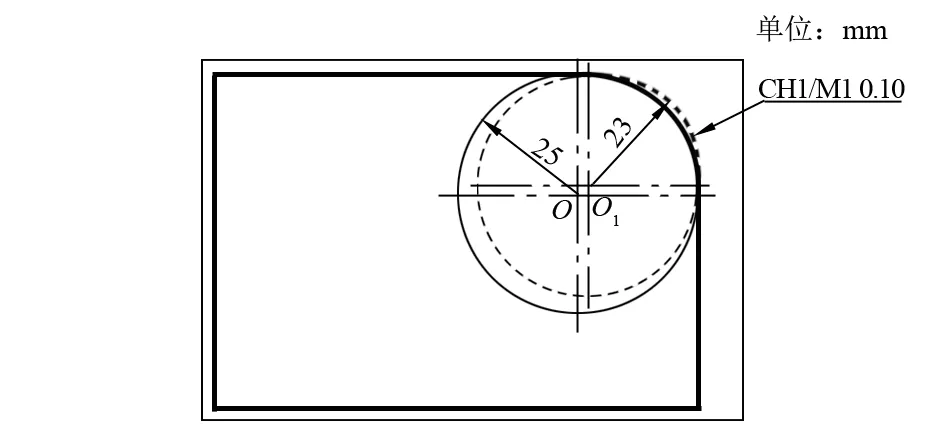
圖2 口袋半徑相差2 mm,弧度相差1 mm
口袋圓弧半徑相差3 mm以內,兩口袋圓弧處相差2 mm以內,視覺上基本看不出差別。
最終確定合并方法:將口袋圓弧半徑檔差為5 mm,即圓弧半徑每相差5 mm、距離相差3 mm以內的圓弧樣板合并為同一形狀,取其中間弧度作為基礎樣板(見圖3)。

圖3 口袋半徑相差5 mm,圓弧處相差5 mm
1.3.2 六角口袋合并
統計發現,六角口袋去角尺寸相差3 mm以內的樣板視覺上基本看不出差別,去角尺寸相差大于3 mm時視覺上輕微看出口袋相差。
最終合并方法:將口袋去角檔差為5 mm,上下偏差2 mm以內的六角口袋合并為同一形狀(見圖4)。
圖4 六角口袋去角尺寸檔差5 mm
1.3.3 五角口袋合并
五角口袋合并方法與六角口袋合并方法相類似,最終確定三角高檔差為5 mm,上下偏差不大于3 mm的合并為同一形狀(見圖5)。
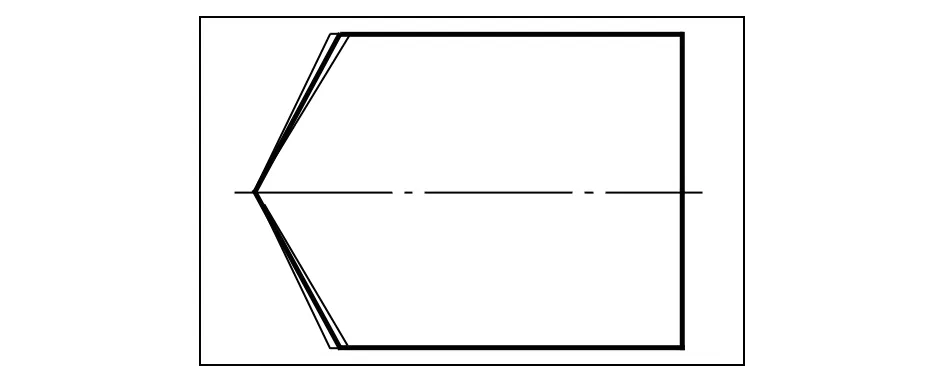
圖5 五角口袋去角尺寸檔差5 mm
1.4 口袋寬尺寸的合并
對整合后的口袋寬尺寸進行統計,發現口袋寬尺寸檔差多為3 mm或5 mm,如口袋寬檔差為5 mm時,口袋寬尺寸偏差(理論偏差)為±2 mm,實際成品口袋偏差需進一步實驗驗證。現暫定口袋檔差為5 mm,上下偏差2 mm的合并為一個尺寸。另經統計發現口袋尺寸95%以上在85 mm~140 mm,故暫時確定口袋尺寸為85 mm~140 mm,中間檔差為5 mm。口袋尺寸合并后的規格為80 mm,85 mm,90 mm,95 mm,100 mm,105 mm,110 mm,115 mm,120 mm,125 mm,130 mm,135 mm,140 mm。
1.5 口袋弧度合并
經過優化合并,最終確定29個口袋弧度樣板,其中圓弧口袋7個,六角口袋8個,五角口袋4個,直角口袋1個,特殊口袋9個,并進行命名,如表2所示。

表2 口袋弧度樣板分類及命名
2 袖頭樣板資料庫整理
2.1 袖頭樣板編號方法
2.1.1袖頭樣板主要分為圓弧袖頭、六角袖頭、大袖頭和特殊袖頭4大類。
2.1.2樣板編號規定:袖頭寬+模具編號+客戶編碼+自定內容。示例如下:① 65Y15-356-1(表示65 mm寬,圓弧半徑為15 mm的TMW袖頭樣板);② 65L2015-356-1(表示65 mm寬,水平去角20 mm,垂直去角15 mm的TMW袖頭樣板)。
2.2 袖頭樣板基礎資料整理及初步合并
從歐美、日韓、國內各選取3個主要客戶按袖頭形狀對袖頭樣板進行統計、歸類、整理,相同形狀、相同弧度的袖頭進行合并,見表3。
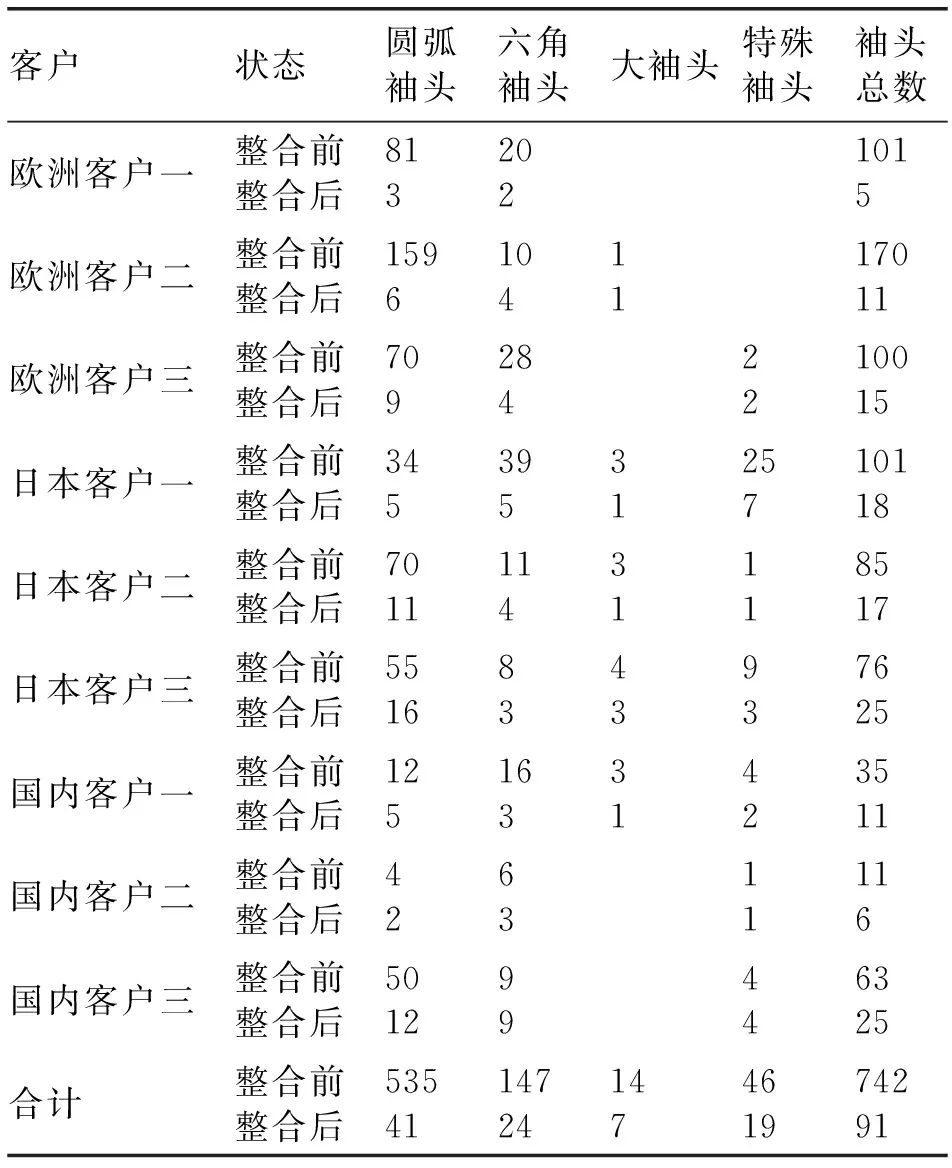
表3 袖頭資料庫整理
2.3 袖頭樣板合并
經統計,發現圓弧袖頭和六角袖頭各占袖頭總數的72%和20%,所以圓弧袖頭和六角袖頭為研究重點。
2.3.1 圓弧袖頭合并
袖頭半徑基本為5 mm~45 mm,且60%圓弧為正圓的1/4,40%圓弧為非正圓,所以將正圓弧作為基礎參考樣板,非正圓弧往正圓弧靠攏,最終確定半徑相差不大于5 mm的圓弧,距角相差3 mm以內的圓弧樣板合并為同一形狀,取其中間弧度作為基礎樣板,見圖6。
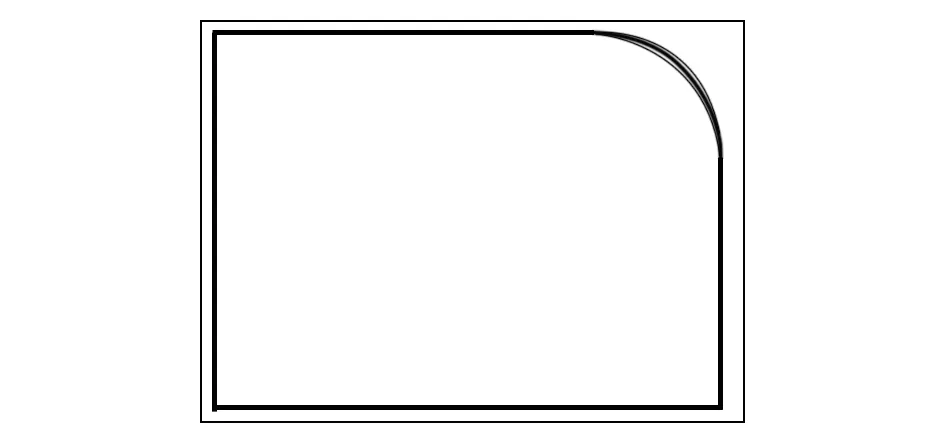
圖6 圓弧袖頭半徑相差5 mm,距角相差3 mm
2.3.2 六角袖頭合并
據統計,六角袖頭去角尺寸相差2 mm以內的樣板視覺上基本看不出差別,去角尺寸相差3 mm時視覺上輕微看出袖頭相差(見圖7)。于是將去角尺寸相差不大于3 mm的六角袖頭合并為同一形狀,取其中間尺寸作為基礎樣板。
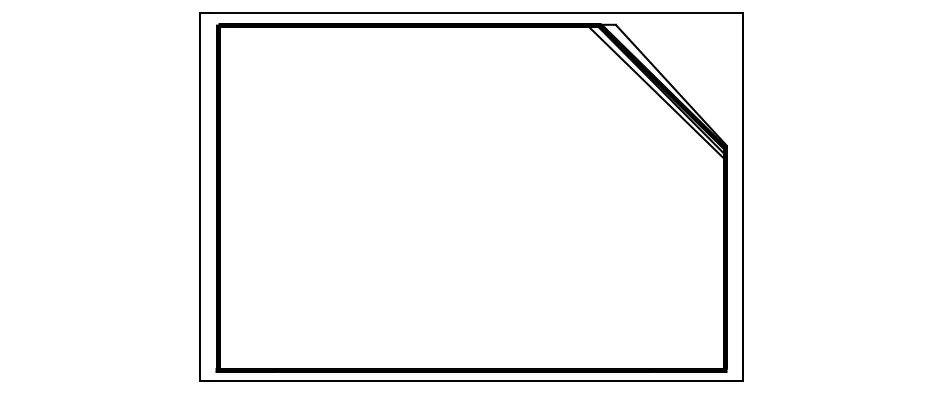
圖7 六角袖頭去角尺寸相差3 mm
2.4 袖頭樣板標準弧度的確定
2.4.1 確定袖頭基礎樣板
先對相同形狀、相同弧度的袖頭進行合并,再經過優化合并,最終確定:圓袖頭基礎樣板9個,六角袖頭基礎樣板10個,大袖頭基礎樣板7個,特殊袖頭基礎樣板19個(大袖頭和特殊袖頭形狀特殊已無法再整合)。
通過對比驗證,這45個基礎袖頭已包含所有客戶的袖頭形狀,最終確定了45個基礎袖頭樣板,從而提高樣板打制效率,同時減少模具的重復打制,降低生產成本。
2.4.2 建立標準的袖頭模板資料庫
服裝工藝模板技術是服裝加工業的高效生產技術,也是未來服裝行業發展的方向,運用模板技術解決瓶頸工序的難點,能最大限度發揮服裝工業模板的技術優勢,降低服裝企業成本,提高企業利潤[3]。
根據最后優化合并的45個袖頭樣板,建立詳細的袖頭模板資料庫,合理正確地選擇性導入[4],完善縫制工廠傳承技術資料。
3 結語
3.1通過分析整理,最終確定口袋常用弧度5個(其中:圓弧3個,五角1個,六角1個);袖頭常用弧度9個(其中:圓弧6個,六角2個,扇形1個)。口袋和袖頭樣板的最終優化數據統計,不僅方便了車間員工的查詢工作,而且避免了樣板的重復打制,節約了生產成本,提高了生產效率。
3.2襯衫縫制工廠現有的481套袖頭定型和412套口袋定型模具,整合后有30套袖頭模具,20套口袋模具(不含特殊形狀模具),整合后模具數量是之前工廠模具數量的1/10。2019年共節約口袋模具182套,袖頭模具201套,確保了各工廠模具打制及時化、標準化、信息化和系統化。
3.3服裝模板技術在服裝產品加工行業具有積極重要的作用,但是由于技術本身還存在一定的局限性,并不能完全取代傳統工藝和專用機械設備,只有和實際生產相結合,合理正確選擇性導入,才能充分發揮服裝模板的優勢,達到優化生產的目的。
