1Cr11Ni23Ti3MoB不銹鋼切削加工性能試驗分析*
2021-11-08 03:11:00王景坡劉世華陳云鵬
機械制造 2021年10期
關鍵詞:不銹鋼
□ 王景坡 □ 楊 東,2 □ 劉世華 □ 陳云鵬
1.國營蕪湖機械廠航空設備測控與逆向工程安徽省重點實驗室 安徽蕪湖 241007 2.安徽大學 機械工程系 合肥 230601
1 試驗背景
1Cr11Ni23Ti3MoB不銹鋼具有強度高、剛性好、耐腐蝕、耐磨等優點,被廣泛應用于航空、航天、國防工業等領域。然而,優越的力學性能和機械性能給這一不銹鋼的切削加工帶來諸多難題,如在加工過程中容易出現切削力大、切削溫度高、刀具磨損嚴重、加工表面質量差等問題[1-4]。
開展1Cr11Ni23Ti3MoB奧氏體熱強不銹鋼切削加工研究,探明切削工藝參數對刀具磨損、加工表面粗糙度等的影響規律,對實現材料的高效、高質量切削具有重要理論和實踐意義。
筆者對1Cr11Ni23Ti3MoB不銹鋼進行車削試驗分析,基于二次正交旋轉組合設計試驗數據,構建刀具磨損和加工表面粗糙度回歸模型,分析切削速度、進給量、切削深度等工藝參數對刀具磨損和加工表面粗糙度的影響規律,為1Cr11Ni23Ti3MoB不銹鋼切削工藝參數優選和生產過程控制提供技術支持。
2 材料
1Cr11Ni23Ti3MoB不銹鋼屬于以金屬間化合物為主要強化相的奧氏體熱強不銹鋼,碳含量低,熱強性能主要通過形成金屬間相化合物Ni3(AlTi)而獲得[5]。1Cr11Ni23Ti3MoB不銹鋼主要化學成分見表1。

表1 1Cr11Ni23Ti3MoB不銹鋼主要化學成分
3 車削刀具
用于不銹鋼材料切削的刀具主要有硬質合金刀具、陶瓷刀具、涂層刀具等[6-8]。已有研究表明,涂層刀具耐用度較未涂層刀具提高2~10倍,刀具使用壽命延長2~3倍,加工效率可以顯著提高[9]。隨著切削時間的增加,涂層刀具也不可避免地會發生各種形式的磨損,從而導致刀具切削功能失效。涂層刀具切削1Cr11Ni23Ti3MoB不銹鋼時,磨損機理及規律尚不明確,對此,車削試驗選用刀具為DNMG150608涂層刀具,如圖1所示。DNMG150608涂層刀具主要參數見表2,涂層為化學氣相沉積TiCN+Al2O3+TiN。
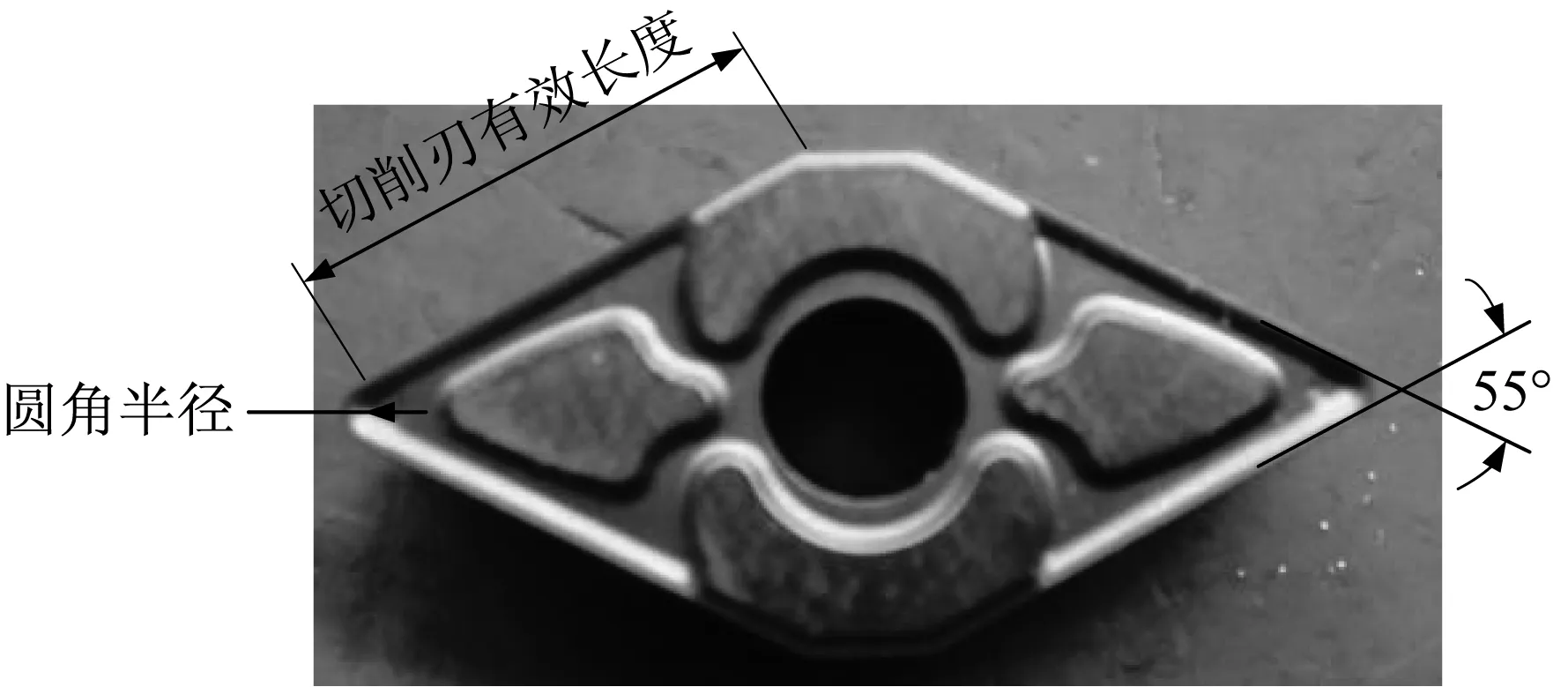
▲圖1 DNMG150608涂層刀具

表2 DNMG150608涂層刀具參數
4 試驗規劃
在臥式數控車削中心上進行外圓車削試驗,如圖2所示。外圓車削試驗時,采用二次回歸均勻精度旋轉中心組合進行設計。二次正交旋轉組合設計具有試驗次數少、計算方便、回歸因數間無相關性的優點,旋轉性可以克服預測值方差對試驗點在因子空間位置的依賴性[10]。
試驗分為涂層刀具磨損試驗和加工表面粗糙度試驗,試驗規劃分別見表3、表4。
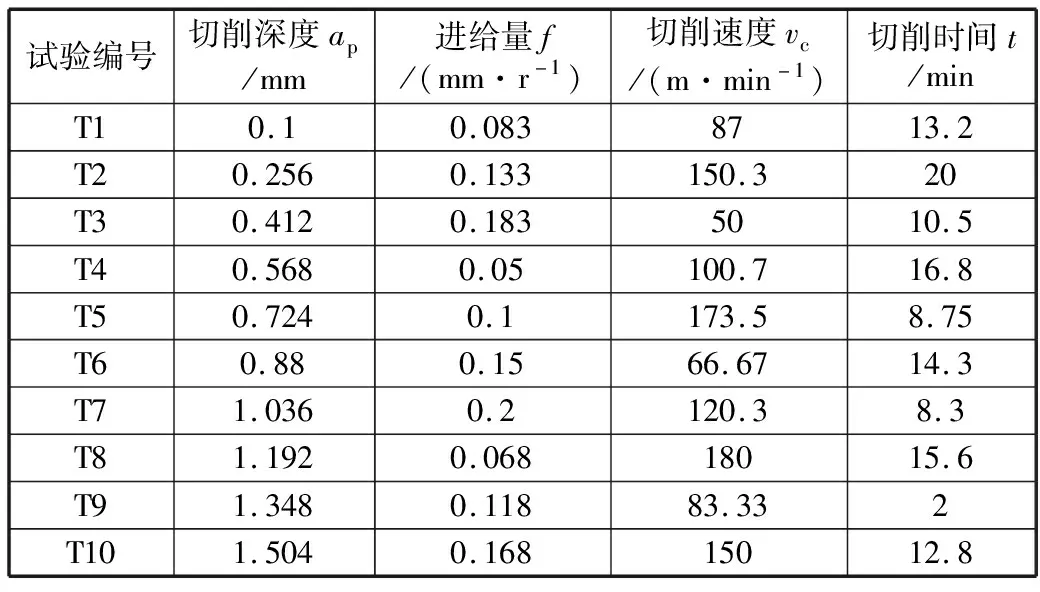
表3 涂層刀具磨損試驗規劃
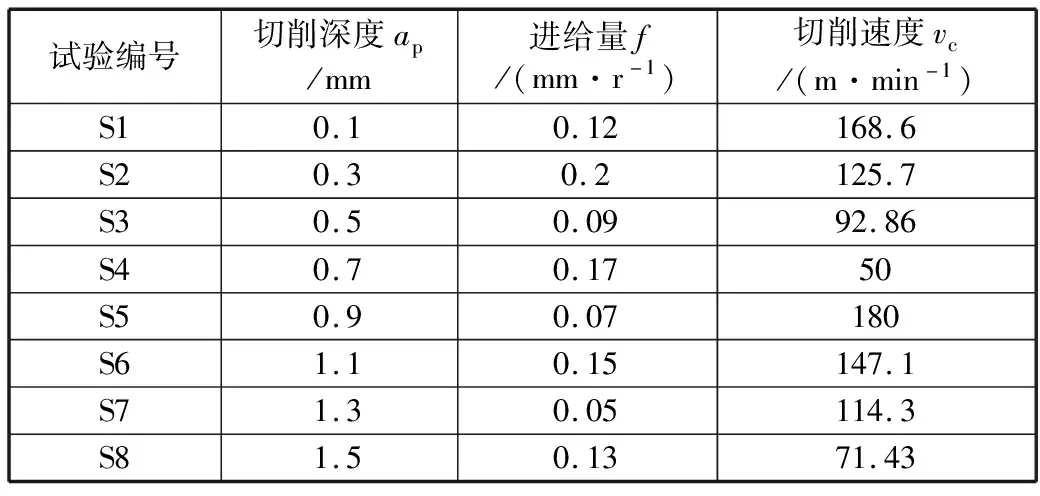
表4 表面粗糙度試驗規劃
5 評價標準
外圓車削試驗完成后,采用掃描電子顯微鏡和能譜分析儀對磨損刀片進行表面微區磨損形貌觀察與組成成分分析,采用表面粗糙度儀檢測加工表面粗糙度,通過分析涂層刀具磨損機理及加工表面質量來評價涂層刀具加工不銹鋼時的切削性能。
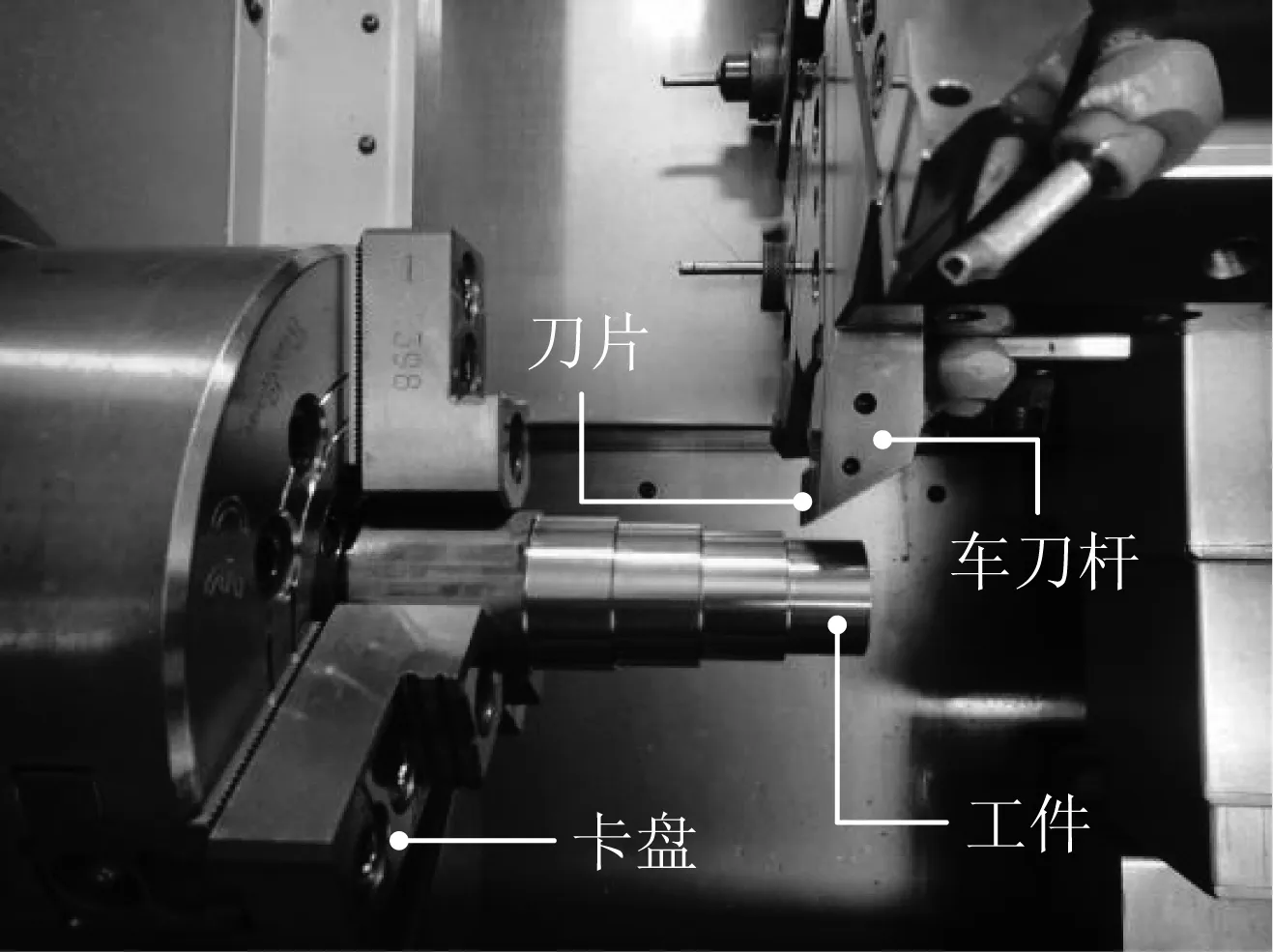
▲圖2 外圓車削試驗
6 試驗結果
6.1 涂層刀具磨損
在切削加工過程中,涂層刀具的前刀面、后刀面不斷與切屑、工件接觸,在接觸區內發生強烈摩擦,同時溫度和壓力也較高,因此涂層刀具的前刀面和后刀面隨著切削的進行都會逐漸產生磨損。刀具切削初期磨損掃描電子顯微鏡形貌如圖3所示。涂層刀具磨損在切削初期主要以前刀面的月牙洼磨損及后刀面的均勻磨損為主。隨著切削的進行,前、后刀面磨損加劇,主要表現為前刀面處的月牙洼深度加大,后刀面均勻磨損的寬度增大。刀具切削后期磨損掃描電子顯微鏡形貌如圖4所示。最后磨損區的前刀面和后刀面相連,形成新的不規則切削刃,切屑的形態隨之發生變化,表面粗糙度值增大,涂層刀具進入劇烈磨損期,涂層刀具的前、后刀面發生涂層剝落現象。
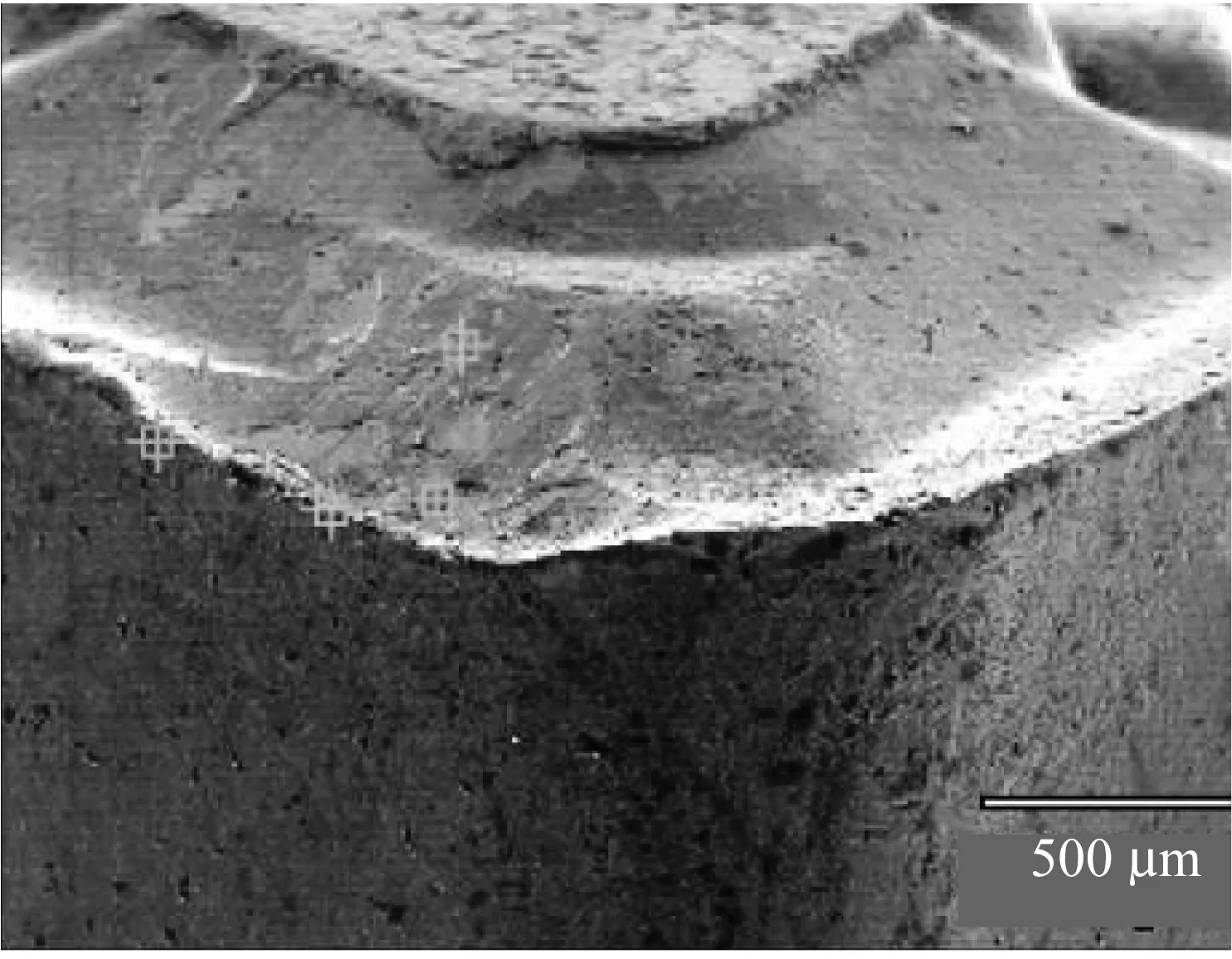
▲圖3 刀具切削初期磨損形貌
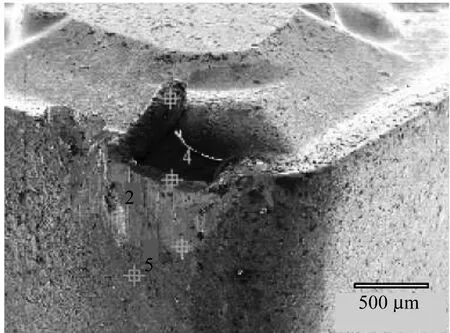
▲圖4 刀具切削后期磨損形貌
刀具切削初期磨損X射線能譜分析如圖5所示,刀具切削后期磨損X射線能譜分析如圖6所示。
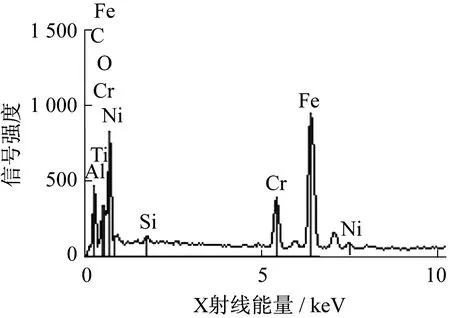
▲圖5 刀具切削初期磨損X射線能譜分析
涂層刀具的最外層為TiN和TiCN,之后為Al2O3,鍍層是TiCN。圖5、圖6中含有碳、氧元素,說明刀具涂層有氧化現象;含有鋁元素,說明對應處為涂層剝落后裸露的陶瓷涂層;含有鈦元素,說明最底層的鍍層材料也已經裸露在外;此外還含有鐵元素,為擴散或粘結的耐熱鋼材料。由以上分析可見,涂層刀具切削1Cr11Ni23Ti3MoB不銹鋼時的磨損機制主要包括機械磨損、粘結磨損、氧化磨損、擴散磨損、涂層剝落等。試驗參數范圍內測得的涂層刀具磨損量VB見表5。
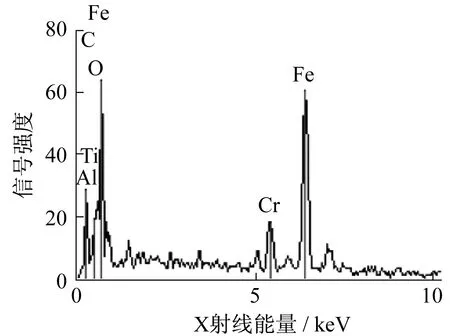
▲圖6 刀具切削后期磨損X射線能譜分析

表5 涂層刀具磨損量
基于涂層刀具磨損量數據,采用線性回歸分析方法,構建涂層刀具磨損量回歸數學模型,為:
(1)
由式(1)可以看出,車削1Cr11Ni23Ti3MoB不銹鋼時,涂層刀具磨損量與切削深度和切削時間為正相關,與進給量和切削速度為負相關。對涂層刀具磨損量影響最大的工藝參數是切削深度,然后依次為進給量、切削時間、切削速度。
6.2 加工表面粗糙度
進行外圓車削試驗,試驗參數范圍內測得的加工表面粗糙度Ra見表6。

表6 加工表面粗糙度
基于二次回歸均勻精度旋轉中心組合試驗結果,繪制加工表面粗糙度與切削深度、進給量、切削速度之間的效應曲線,如圖7~圖9所示。
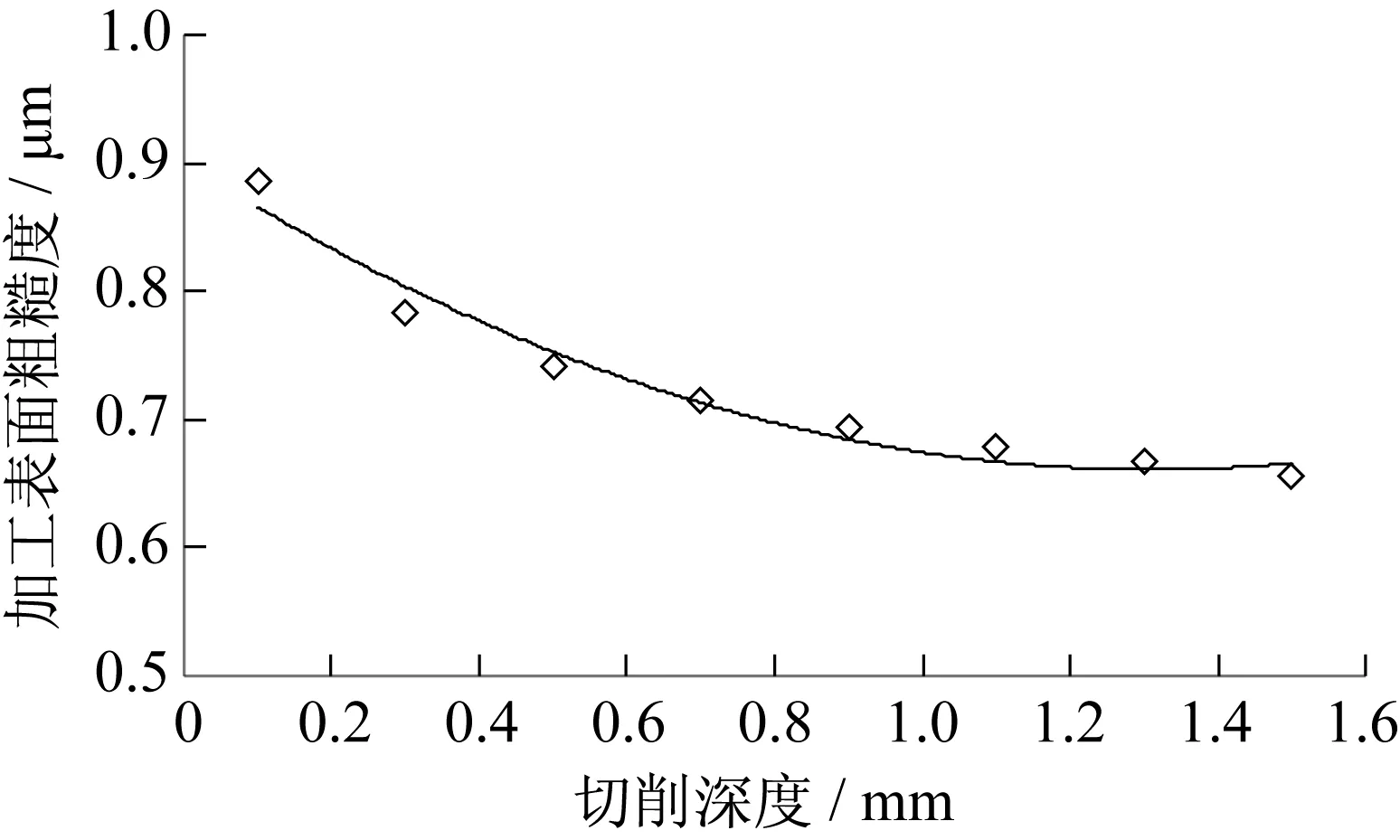
▲圖7 表面粗糙度與切削深度效應曲線
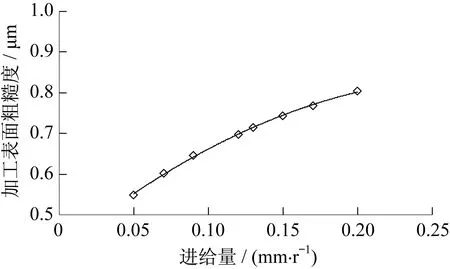
▲圖8 表面粗糙度與進給量效應曲線
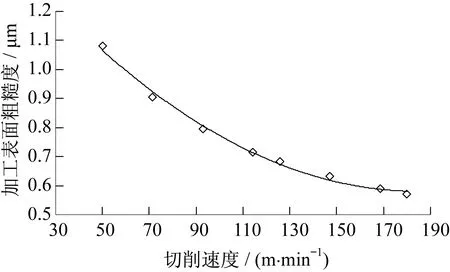
▲圖9 表面粗糙度與切削速度效應曲線
由加工表面粗糙度與切削深度、進給量、切削速度之間的效應曲線可以看出,車削1Cr11Ni23Ti3MoB不銹鋼時,加工表面粗糙度與切削工藝參數之間呈單調關系,表面粗糙度值隨切削速度的提高、切削深度的增大而減小,隨進給量的增大而增大。因此,在試驗參數范圍內,車削1Cr11Ni23Ti3MoB不銹鋼時,優選較高的切削速度、較大的切削深度,以及較小的進給量。
基于加工表面粗糙度檢測數據,采用線性回歸分析方法,構建加工表面粗糙度回歸數學模型,為:
(2)
由式(2)可知,對加工表面粗糙度影響最大的工藝參數是切削速度,然后為進給量、切削深度。
7 結束語
筆者開展1Cr11Ni23Ti3MoB不銹鋼車削試驗,分析切削速度、進給量、切深深度等工藝參數對涂層刀具磨損和加工表面粗糙度的影響規律。
涂層刀具切削1Cr11Ni23Ti3MoB不銹鋼時的磨損機制主要包括磨損初期的前刀面月牙洼磨損和劇烈磨損階段的涂層剝落。
車削1Cr11Ni23Ti3MoB不銹鋼時,涂層刀具磨損量與切削深度、切削時間為正相關,與進給量、切削速度為負相關。對刀具磨損量影響最大的工藝參數是切削深度,然后依次為進給量、切削時間、切削速度。
車削1Cr11Ni23Ti3MoB不銹鋼時,加工表面粗糙度與工藝參數之間呈單調關系,表面粗糙度值隨切削速度的提高、切削深度的增大而減小,隨進給量的增大而增大。對加工表面粗糙度影響最大的工藝參數是切削速度,然后為進給量、切削深度。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
