直接繞絲篩管加工技術研究
2021-11-08 03:10:58高福萬楊賀來
機械制造 2021年10期
□ 陳 靜 □ 高福萬 □ 楊賀來
天津中杰科技發展有限公司 天津 300011
1 研究背景
對于疏松砂巖油藏的開采,防止油井出砂是重要任務。油井防砂主要采用機械防砂方法。機械防砂方法對地層適應能力強,成功率高,相對成本低,因此應用十分廣泛。
繞絲篩管以不銹鋼絲為原料,形成一種連續縫隙,流通能力強,液體流過繞絲篩管時幾乎沒有壓降。繞絲篩管的筋條和繞絲由一定尺寸的三角形或其它形狀截面軋制而成,可以形成外縫窄、內縫寬的梯形篩縫,具有一定的縫隙自潔功能。繞絲后形成的縫隙很窄,能滿足粉細砂層的濾油需求。用1Cr18Ni9Ti等不銹鋼材料制成的繞絲篩管,耐腐蝕性強,使用壽命長,綜合經濟效益好。對于海上油氣田而言,希望作業成功率高、生產周期長,所以優先選用繞絲篩管。
傳統繞絲篩管常見的結構形式有四種。第一,將金屬絲纏繞在基管上。第二,將金屬絲壓入帶溝槽的基管上。第三,將金屬絲壓入帶縱筋的基管上,筋條預先焊接在基管上。第四,全焊式繞絲篩管。
金屬絲纏繞在基管上,液體流通能力最弱。基管管體加工出溝槽,會降低管體強度。縱筋焊接在基管上,焊點容易開焊,晶粒間腐蝕位置可能沿焊點位置擴展。
采用全焊式繞絲篩管,篩套套裝在鉆孔基管上,篩套與鉆孔基管之間留有3 mm左右的間隙。當篩管受到外力擠壓、碰撞、剮蹭時,整體容易產生變形,繞絲容易出現破損,失去濾砂性能,全焊式繞絲篩管使用壽命縮短。另一方面,鉆孔基管的圓度和圓柱度不達標會造成裝配工藝性差,基管容易剮蹭碰傷篩套,使篩套失去濾砂功能。
筆者對全焊式繞絲篩管的結構和加工工藝進行改進,采用直接繞絲篩管加工技術,降低成本,以適應不同地層防砂的需要。
2 直接繞絲篩管技術指標
直接繞絲篩管的縱向筋條、橫向繞絲與鉆孔基管緊密貼合,不存在間隙,整體強度高。
直接繞絲篩管技術指標見表1。
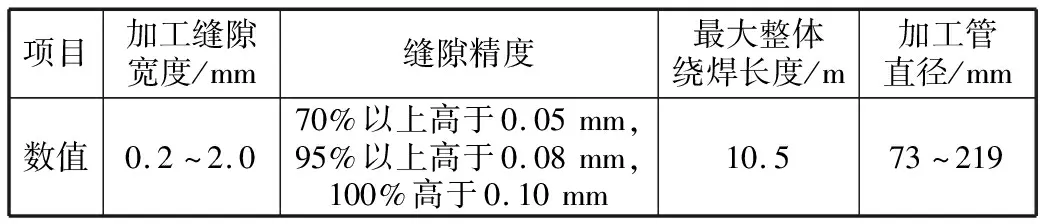
表1 直接繞絲篩管技術指標
3 加工機床
直接繞絲篩管加工機床如圖1所示,結構如圖2所示。這一設備獲得國家發明專利授權。

▲圖1 直接繞絲篩管加工機床照片

▲圖2 直接繞絲篩管加工機床結構
直接繞絲篩管加工機床由底座、床身、托管裝置、隨動分度孔盤、主軸箱、后大齒圈、后分度孔盤、銅電極滾輪、前分度孔盤、連接桿、前大齒圈、支撐架、前小齒輪、移動工作臺、前伺服電機、移動伺服電機、滾珠絲杠、后伺服電機、后小齒輪、螺母等組成。底座為支撐件,床身安裝在底座上,主軸箱固接在床身后部,移動工作臺安裝在床身前部,托管裝置安裝在床身尾端。
隨動分度孔盤和后分度孔盤安裝在主軸箱兩側,固定在主軸箱上的后伺服電機通過后小齒輪與后大齒圈組成齒輪傳動。后大齒圈與隨動分度孔盤、后分度孔盤同軸相連。裝在主軸箱上的銅電極滾輪壓在鉆孔基管及橫向繞絲上。
移動工作臺通過固定在底座的移動伺服電機驅動同軸相連的滾珠絲杠及固定在床身上的螺母,組成螺旋傳動。支撐架和前伺服電機固定在移動工作臺上。前伺服電機通過前小齒輪與前大齒圈組成齒輪傳動。前大齒圈與連接桿、前分度孔盤同軸相連。托管裝置安裝在床身尾端,支撐鉆孔基管及縱向筋條。
直接繞絲篩管加工機床長23 000 mm,寬1 600 mm,高2 350 mm。采用2 000 A直流焊機,實時顯示焊接電流參數、工藝參數。焊接壓力氣動控制,可以實時反饋和調節,實現壓力平衡,適應各種材質和絲徑焊接。滾珠絲杠的精度為P5級,長度為11.5 m。伺服驅動電機功率為5 kW或10 kW。主軸最高轉速為60 r/min。中空三爪卡盤夾持管直徑為73~219 mm。采用可編程序控制器+觸摸屏控制系統。冷卻系統水箱尺寸為1.8 m×0.76 m×0.28 m,水泵揚程為4 m,排水量為2.7 m3/h。采用24 V、36 W發光二極管燈。視覺檢測精度為0.01 mm。
4 加工方法
將鉆孔基管安裝在主軸箱和移動工作臺的三個分度孔盤上,將隨動分度孔盤、前分度孔盤、后分度孔盤套在鉆孔基管上。沿圓周分布在鉆孔基管管體上的所有縱向筋條被依次穿入三個分度孔盤,固定于前分度孔盤上。
前伺服電機和后伺服電機同步啟動,帶動鉆孔基管、三個分度孔盤、縱向筋條定軸轉動,橫向繞絲被送至銅電極滾輪與縱向筋條之間加壓電焊。前分度孔盤驅動鉆孔基管、縱向筋條由移動工作臺帶動向遠離主軸箱的方向移動,工作臺移動速度與鉆孔基管轉動速度成正比。橫向繞絲與縱向筋條成螺旋分布,螺距為篩縫的間隙。整個鉆孔基管直接繞絲、電焊后,兩端斷絲,封焊固定端環和移動端環。移動端環留位移間隙,移動端環的外環面一側與鉆孔基管焊接牢固,內部加工與縱向筋條數量對應的孔槽。縱向筋條及橫向繞絲穿入內環面一側的孔槽中,當外部工作環境溫度發生變化,橫向繞絲材質與鉆孔基管熱膨脹系數不同時,縱向筋條及橫向繞絲可以產生彈性位移,伸長或縮短。
與傳統繞絲方法相比,直接繞絲篩管加工方法有如下優點:縱向筋條緊貼在鉆孔基管表面,橫向繞絲直接在縱向筋條表面繞絲,消除縱向筋條、橫向繞絲與鉆孔基管的間隙,與鉆孔基管形成一個整體,改變傳統先制造篩套再安裝鉆孔基管的工藝,提高繞絲篩管的強度和抗擊外力剮蹭、碰撞等破壞的能力,延長繞絲篩管的使用壽命,降低制造成本,避免制造過程中的損傷。移動端環留位移間隙,當外部工作環境溫度發生變化,繞絲材質與鉆孔基管熱膨脹系數不同時,縱向筋條、橫向繞絲可以產生彈性位移,伸長或縮短,保證繞絲篩管的正常使用。
直接繞絲篩管加工方法已經獲得國家發明專利授權。
5 技術特點
直接繞絲篩管加工機床和加工方法已分別獲得國家發明專利授權。
使用中頻交流電阻焊機,焊接電流穩定,焊接強度可靠,焊接效率高,主軸轉速最高可達60 r/min。可以實時顯示焊接電流參數、工藝參數。焊接壓力采用氣動控制,能夠實時反饋和調節,實現壓力平衡,適應各種材質和絲徑焊接。采用高慣量雙伺服驅動電機,準確實現同步旋轉和停止。
最大整體繞焊長度達到10.5 m,可以實現一次性繞成。
繞絲縫隙實時檢測、記錄,縫隙值實時反饋至可編程序控制器,由程序實時修正伺服電機動作,實現高精度縫隙控制。
6 焊接強度試驗
遼河油田鉆采院中心試驗所對直接繞絲篩管進行縱向筋條和橫向繞絲焊接強度試驗。按照標準SY/T 5182—2008《繞焊不銹鋼篩管》中單焊點拉斷法測定要求,在同一根篩管上選取七個試樣,進行直接繞絲篩管縱向筋條和橫向繞絲焊接強度試驗。
試驗設備為拉力試驗機,試驗環境溫度為25 ℃,環境相對濕度為49%。
試驗結果見表2,拉伸強度均大于1 kN,試驗結果合格。
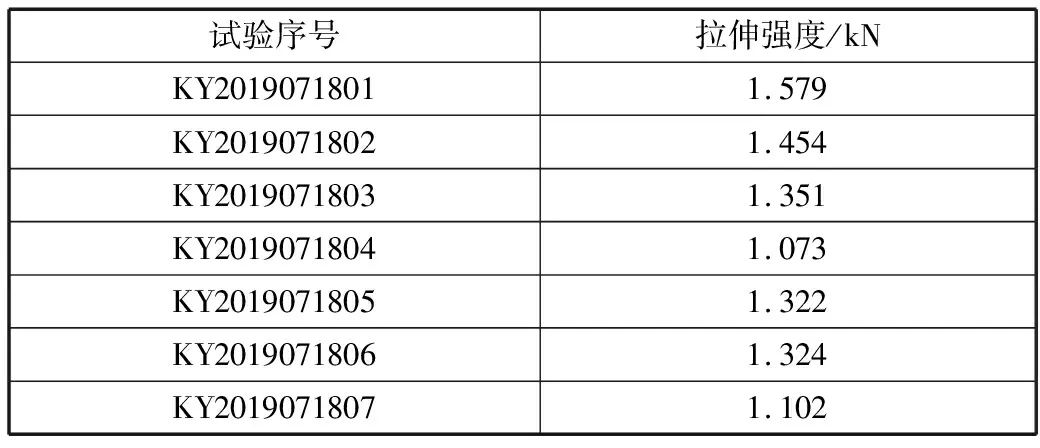
表2 縱向筋條和橫向繞絲焊接強度試驗結果
7 結束語
直接繞絲篩管加工方法將縱向筋條緊貼在鉆孔基管表面,橫向繞絲直接在縱向筋條表面進行,消除縱向筋條、橫向繞絲與鉆孔基管的間隙,縱向筋條、橫向繞絲與鉆孔基管形成一個整體,強度高。
直接繞絲篩管加工機床由底座、床身、托管裝置、隨動分度孔盤、主軸箱、后大齒圈、后分度孔盤、銅電極滾輪、前分度孔盤、連接桿、前大齒圈、支撐架、前小齒輪、移動工作臺、前伺服電機、移動伺服電機、滾珠絲杠、后伺服電機、后小齒輪、螺母等組成,最大整體繞焊長度為10.5 m,可以一次繞成。
按照標準SY/T 5182—2008進行直接繞絲篩管縱向筋條和橫向繞絲焊接強度試驗,試驗結果拉伸強度均大于1 kN,符合標準要求。
