一種高效低能耗廢水預處理工藝的開發應用
2021-11-02 02:19:42呂國華
化工時刊 2021年4期
呂國華 劉 鵬 郭 佳
(1. 河北中化鑫寶化工科技有限公司,河北 邯鄲 056500;2. 河北中化滏恒股份有限公司,河北 邯鄲 056500)
隨著我國石油煉化和煤焦油加工的快速發展,在創造巨大經濟效益的同時,工業廢水對水體、土壤和環境構成極大的威脅,近年來隨著國家和地方環保要求的不斷提高,廢水處理已經成為一個重要課題[1-3]。對于我國煤焦油下游行業——洗油深加工企業,在從洗油中提取有價值的產品過程中,會產生高濃度有機廢水,這部分廢水中含有的有機物包含酚類、喹啉類、甲基萘等[4-7]。國家環保部門對于洗油深加工企業的廢水排放要求是必須經過生化處理且達到《污水綜合排放標準》(GB 8978—1996)規定的一級排放標準。由于廢水中含有酚類和喹啉類等具有殺菌效果的物質,在廢水進行生化處理時,若沒有把其中的殺菌物質提前去除,則會導致污水生化處理系統的整體失活,從而失去污水生化處理能力,最終導致企業因污水無法處理而影響正常生產甚至停產[8-9]。因此,探索一條高效低消耗的污水預處理工藝,使廢水在進入生化系統前先除去其中具有殺菌效果的物質,對于企業正常生產具有十分重要的意義。
現階段洗油行業已經實現工業化的污水預處理工藝有微電解工藝、絮凝氣浮工藝、水解酸化工藝。微電解工藝能夠使洗油深加工廢水中的COD去除率達到70%,可生化性提高約48%[10-11];水解酸化工藝將廢水經過6 h水解—酸化和12 h好氧處理后,COD去除率比單純生化法提高了約40%[12-13];但是這兩種工藝均存在能耗高、處理效率低的問題,導致廢水處理的成本較高。以絮凝氣浮法為預處理的工藝,采取組合絮凝劑PAC+PAM,在氣浮分離下,能夠除去大部分難降解的有機物和油,廢水中COD去除率達到56%,為下一步生化處理創造了較好條件;但是該工藝對于廢水水質的穩定性和操作的平穩性要求非常高,當廢水的水質發生波動時,由于絮凝劑添加量的變化不易把握,在實際運行中經常會發生因絮凝劑的添加量不合適而導致的預處理效果不明顯,從而影響下一步生化處理的效果[14-15]。
因此,探索出一條應用能力強、成本低、處理效率高的廢水預處理工藝,對于企業的正常生產運行和提升經濟效益將產生極大的促進作用。本文以作者所在公司廢水為處理對象,探索了一條以二甲苯為萃取劑,以高效萃取分離方法為處理手段的廢水預處理工藝——高效萃取分離工藝。該工藝的實施,可以高效、低成本、簡潔地實現廢水的預處理和良好的生化處理,從而保證了企業的污水處理達標和正常生產運行。本文研究探索的工藝不僅適用與作者所在公司的廢水預處理,對其他類似企業和化工企業的高含油廢水的處理,也提供了一條高效經濟的工藝路線。
1 實驗材料和方法
1.1 材料
工業甲苯(純度99%)、工業乙苯(純度99%)、二氯化碳(國藥)、工業二甲苯(純度99%)、實驗用廢水(河北中化鑫寶科技有限公司廢水) 。
1.2 高效離心萃取裝置
高效離心萃取機如圖1所示,是一種新型、快速、高效的液液萃取分離設備,它與傳統的萃取設備如混合澄清槽、萃取分離塔等在工作原理上有本質的區別。高效離心萃取機是利用電機帶動轉鼓高速轉動,密度不同且互不混溶的兩種液體在轉鼓或槳葉旋轉產生剪切力的作用下完成混合傳質,又在轉鼓高速旋轉產生的離心力作用下迅速分離。
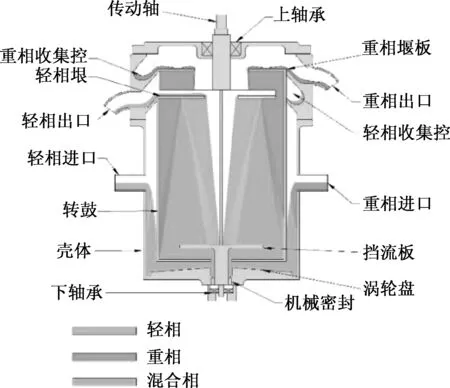
圖1 高效離心萃取機示意圖
1.3 分析測試儀器
紅外分光光度計——廢水的石油類含量檢測由波數分別為2 930 cm-1(CH2基團中C-H鍵的伸縮振動)、2 960 cm-1(CH3基團中C-H鍵的伸縮振動)和3 030 cm-1(芳香環中C-H鍵的伸縮振動)譜帶處的吸光度A2930、A2960、A3030進行計算;化學需氧量(COD)快速測定儀;高效氣相色譜儀(型號:島津 GC Smart);電子天平(梅特勒-托利多儀器,型號:ME204E/02)。
1.4 廢水離心萃取實驗
1.4.1 萃取劑的選擇實驗
選擇與廢水不相互溶解且密度與廢水(比重≈1)相差較大的溶劑為萃取劑,按照一定的比例,在室溫下對廢水進行離心萃取,并對萃取前后的有機相和水相進行水質分析,從而確定最佳的萃取劑。考慮到工業化的安全要求、經濟性以及原料的易采購性,實驗對工業甲苯、工業乙苯、二氯化碳、工業二甲苯進行了對比篩選實驗。
1.4.2 萃取劑與廢水比例選擇實驗
將確定的最佳萃取劑與廢水在室溫下按照不同的混合比例進行離心萃取實驗,通過對萃取后的廢水中COD和石油類(喹啉類、甲基萘類、酚類)的含量檢測,確定萃取劑與廢水的最佳配料比例。
1.4.3 萃取劑循環套用實驗
為了降低萃取劑的成本,需要提高萃取劑的使用率。將確定的最佳萃取劑和廢水在確定的最佳比例下,用萃取劑循環對廢水進行高效離心萃取,通過對萃取劑的純度檢測以及萃取后的廢水中COD和石油類(喹啉類、甲基萘類、酚類)的含量檢測,確定萃取劑的循環套用次數。
2 實驗結果與討論
2.1 廢水的高效離心萃取小試
2.1.1 萃取劑的萃取效果
以工業甲苯、工業乙苯、二氯化碳、工業二甲苯四種溶劑的開展實驗,通過對廢水的關鍵指標COD和石油類(喹啉類、甲基萘類、酚類)去除率進行對比,結果如圖2所示。
由圖2可見,二甲苯的COD去除率達到78.52%、石油類去除率達到83.29%,萃取效果最好。
2.1.2 二甲苯和廢水的萃取投料比例
以萃取效果最好的二甲苯為萃取劑,按不同的體積比(廢水:萃取劑)進行高效離心萃取實驗,并對萃取后的廢水中關鍵指標COD和石油類(喹啉類、甲基萘類、酚類)含量進行分析,結果如圖3所示。
從圖3可見,當V水∶V溶劑>6時,萃取后的廢水中COD和石油類含量明顯升高,溶劑的萃取效果明顯降低。同時考慮到溶劑使用的經濟性原則,最佳的體積比V水∶V溶劑=6。
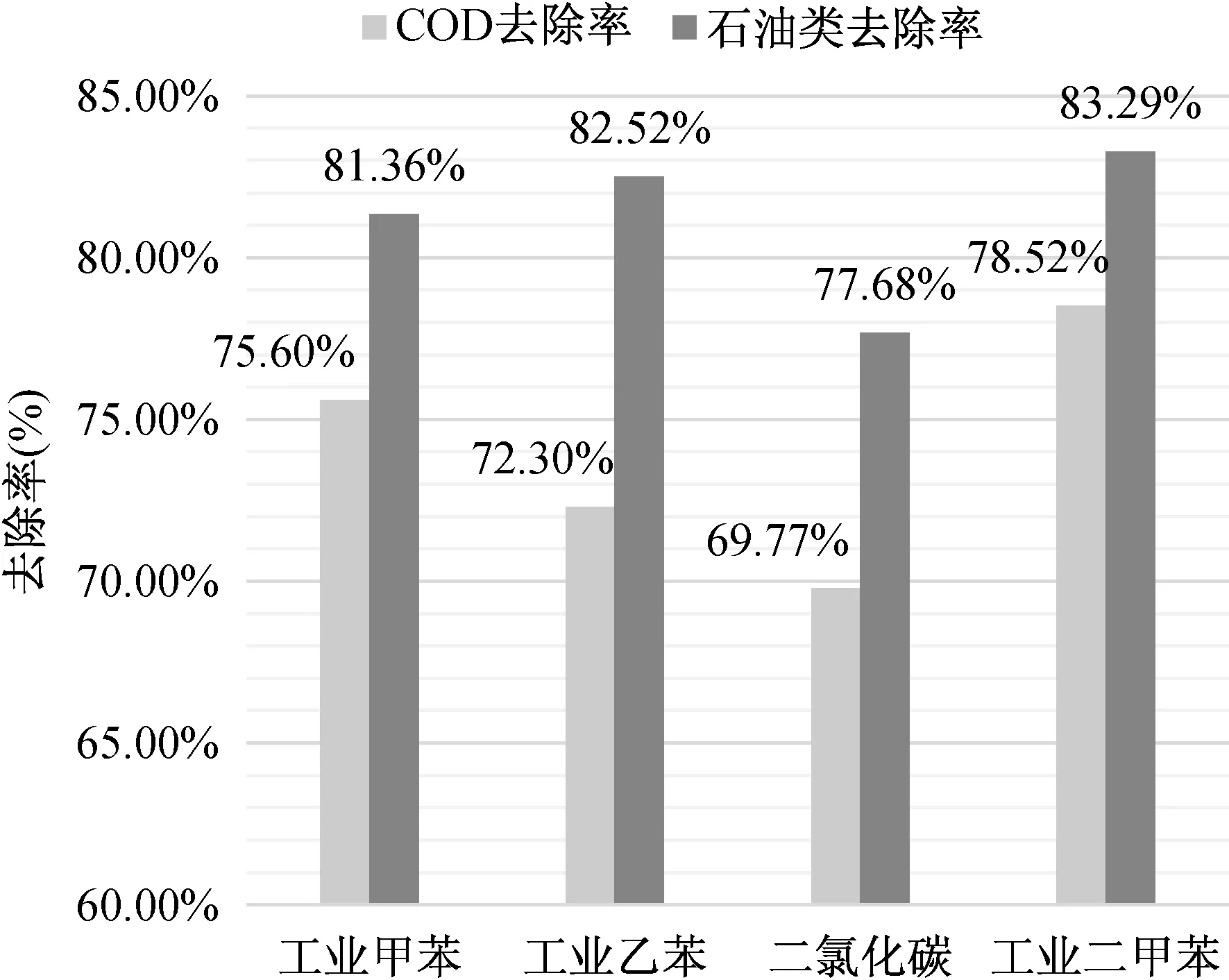
圖2 不同溶劑的萃取效果對比圖
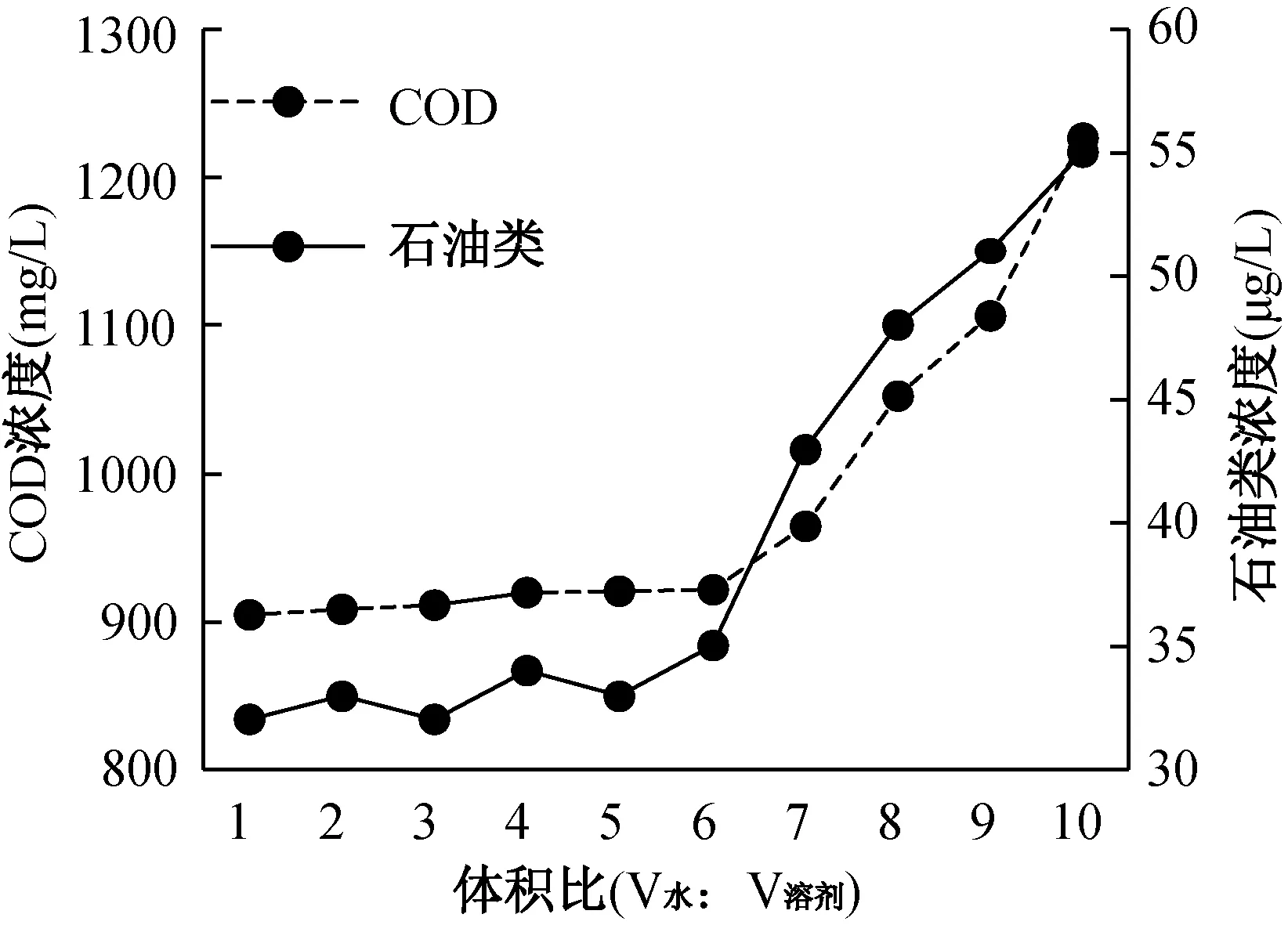
圖3 不同體積比下萃取數據對比曲線
2.1.3 二甲苯循環套用次數
為了減少二甲苯的使用數量,提升運行的經濟性,對二甲苯循環萃取效果進行了實驗,通過對二甲苯層進行高效氣相色譜分析,其循環次數與含量如下圖4、圖5所示。
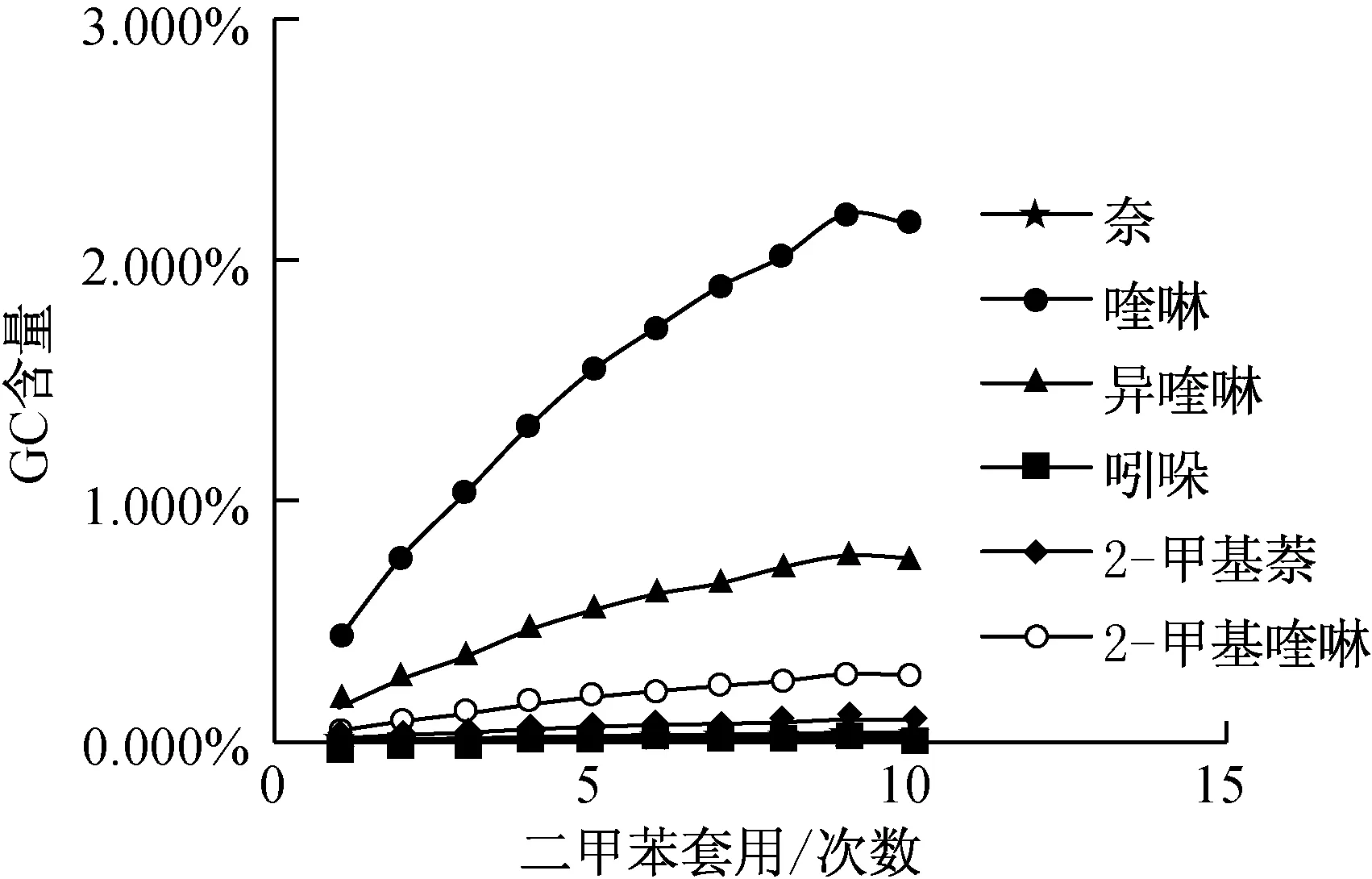
圖4 二甲苯套用次數與其中雜質(洗油中的成分)含量變化圖
通過圖4和圖5可見,當二甲苯的循環套用次數達到9次時再繼續套用,二甲苯的含量降低到最低,此時其中含有的雜質量達到最高,因此二甲苯的最佳套用次數為9次。
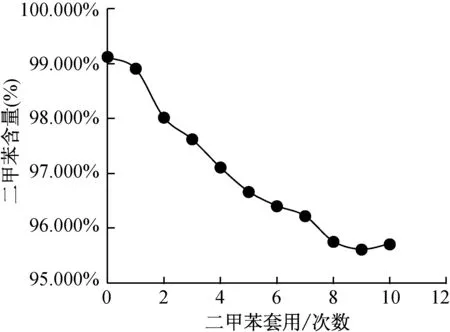
圖5 二甲苯套次數與二甲苯含量變化圖
3 結論
(1) 采用二甲苯為萃取劑,采用高效離心萃取的方式,可實現洗油行業含油廢水的較好預處理。
(2) 當V水∶V二甲苯=6時,二甲苯的萃取效果最佳,且能夠實現連續運行。
(3) 通過二甲苯的循環使用,可有效降低運行成本。二甲苯的最大循環次數為9次,當二甲苯的純度在96.5%以上時,萃取效果非常好。
(4) 本工藝研發和應用成功,為其他行業和企業的含油廢水高效低能耗處理提供了良好實踐。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中老年保健(2021年12期)2021-11-30 02:58:01
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
世界農藥(2019年2期)2019-07-13 05:55:12
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
中華詩詞(2018年11期)2018-03-26 06:41:34
Coco薇(2016年8期)2016-10-09 02:11:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
