汽車前后保險杠裝飾條成型分析
2021-11-02 03:32:40王永慶黃忠國朱幫權
模具制造 2021年9期
王永慶,幸 東,黃忠國,朱幫權,陳 志
(三威實業(珠海)有限公司,廣東珠海 519000)
1 引言
MoldFlow應用越來越廣泛,尤其是兩款塑件差異較大的情況下,顯得尤為重要,兩款塑件不平衡,影響注射成型,所以通過模流分析進行模擬,找到兩款塑件平衡點。由于人們對品質要求越來越高,為了達到塑件的設計要求,需要不斷地創新和研發,并提高注射成型技術,通過模流分析軟件,提前預判塑件缺陷,減少修模的成本費用。
2 汽車前后保險杠裝飾條分析
按常規設計汽車前后保險杠裝飾條,如圖1 所示。塑件A 尺寸1,386×174×68mm,塑件壁厚為3mm且凈重約315g;塑件B 尺寸1,029×46×62mm,塑件壁厚為3mm且凈重約199g。由于A、B兩款塑件差異較大,通常會拆為2 副模具獨立生產,這樣生產便于控制塑件合格率,以往這類塑件是分開注射成型。但是客戶為了節省成本又要更好的塑件外觀質量,且需把A、B兩款塑件放在一副模具里注射成型,這對塑件注射平衡提出了更高要求,后續會因為A、B兩款塑件注射不平衡,直接影響塑件電鍍,電鍍對塑件填充平衡及壓力分布及為重要。A、B 兩款塑件重量和尺寸差異較大,調節平衡存在一定的困難。
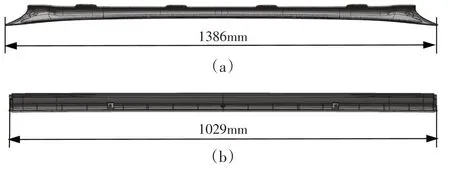
圖1 塑件分布及尺寸
2.1 建模
通過UG軟件把A、B兩款塑件文件添加在一個文件里,轉換成XT格式,通過CAD DOCTOR前處理,然后畫網格把自由邊和重疊邊修為0,網格匹配率要求達到85%以上。如圖2所示,注射成型后需要電鍍,表面外觀面不能有熔接痕產生,所以采用針閥熱流道控制熔接痕,一個熱咀分兩點斜方進膠,由于A、B 兩款塑件尺寸不一樣,從而導致A、B兩款塑件進膠出現先后次序。為了讓A、B兩款塑件流速盡量保持一致,通過控制B塑件進膠和流道尺寸。
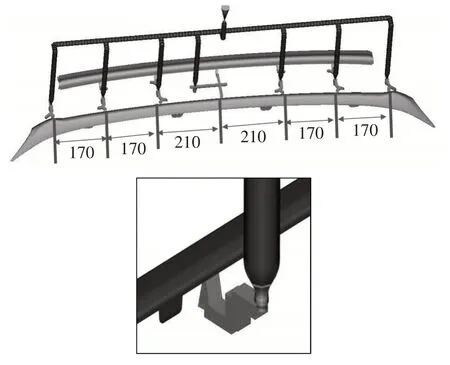
圖2 模型及澆注系統
2.2 工藝參數
塑料材料為ABS,牌號PA-757,XY方向縮水率為2.5/1000,Z方向縮水率為4/1000。模具溫度45℃,熔體溫度210℃,頂出溫度84℃,塑件設置注射時間為3.5s,注塑機最大注塑壓力為140MPa,材料最大剪切應力為0.3MPa,最大剪切速率為50,000/s,初次分析保壓時間為10s。
ABS 塑料具有高剛性、高光澤及中等耐沖擊性,且具有較高的吸濕性,需要干燥條件為80℃~90℃下最少干燥2h。
2.3 分析結果
如圖3 所示,模流分析結果有:填充時間、V/P 轉換時壓力分布圖、壓力注射位置時曲線圖、熔接痕圖、翹曲變形等模擬結果圖,從而幫助試模人員找到塑件缺陷產生的原因。
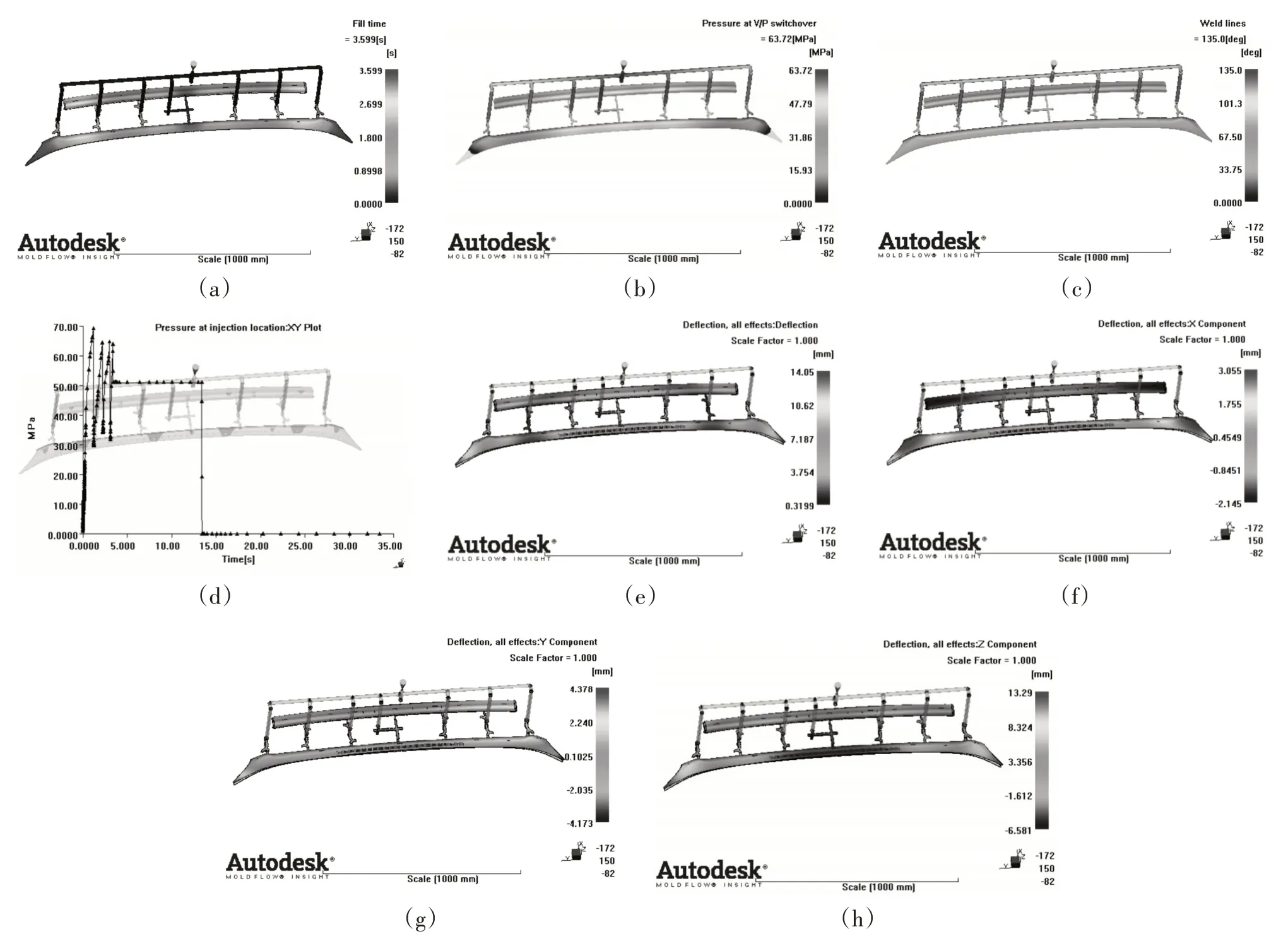
圖3 模擬結果
(1)填充時間結果:由于兩款塑件差異較大,導致填充過程中出現不平衡現象,通過采用針閥熱流道進膠,A、B兩款塑件末端位置還是無法同時到達。
(2)注射壓力分布結果:注射壓力為69.MPa,壓力分布不均勻,B 塑件率先填充完成,導致A、B 兩款塑件壓力出現壓力差,電鍍后B 塑件過保壓毛刺風險較高。
(3)注射壓力位置曲線圖:從壓力位置曲線看,塑件壓力基本在注塑壓力允許范圍內,一般電鍍塑件壓力盡量控制在70MPA 上下,塑件不容易產生流痕和毛邊等缺陷。
(4)熔接痕分析圖:由于采用針閥熱流道進膠,外觀面沒有熔接痕。
(5)總體方向翹曲變形分析圖:總體方向變形是14.05mm。
(6)XYZ3個方向翹曲變形分析圖:X方向變形是3.055mm;Y方向變形是4.378mm;Z方向變形是13.29mm。
3 優化塑件平衡
通過MoldFlow分析,A、B兩款塑件無法同時到達各個填充末端位置,其中B 塑件尺寸小,塑件在注塑過程中出現過保壓現象,導致B 塑件重量增加、飛邊及A塑件縮水的風險。為了滿足生產要求,需改善不平衡方案。為改善此不平衡問題,通過試多種方案,最終在B塑件末端位置增加一塊溢料餅,把這個溢料餅當成塑件一部分,就解決A、B兩款填充平衡問題,B塑件多余膠料全部填充在溢料餅里,只要控制溢料餅大小,壓力就可以完全釋放在溢料餅,后續在二次去除,如圖4 所示。通過增加溢料餅,保證A、B 塑件填充平衡問題,以此保證合格率,實現規模化生產。
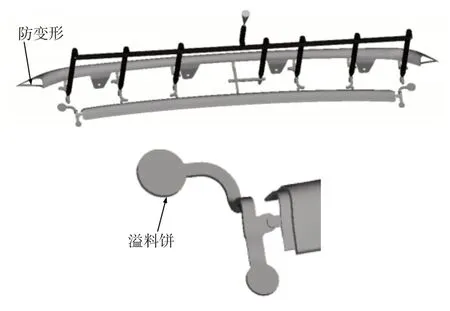
圖4 溢料餅流道
經過在B 塑件末端增加溢料餅后再次模擬MoldFlow 分析,來驗證塑件平衡效果、壓力分布情況及熔接痕,如圖5所示。
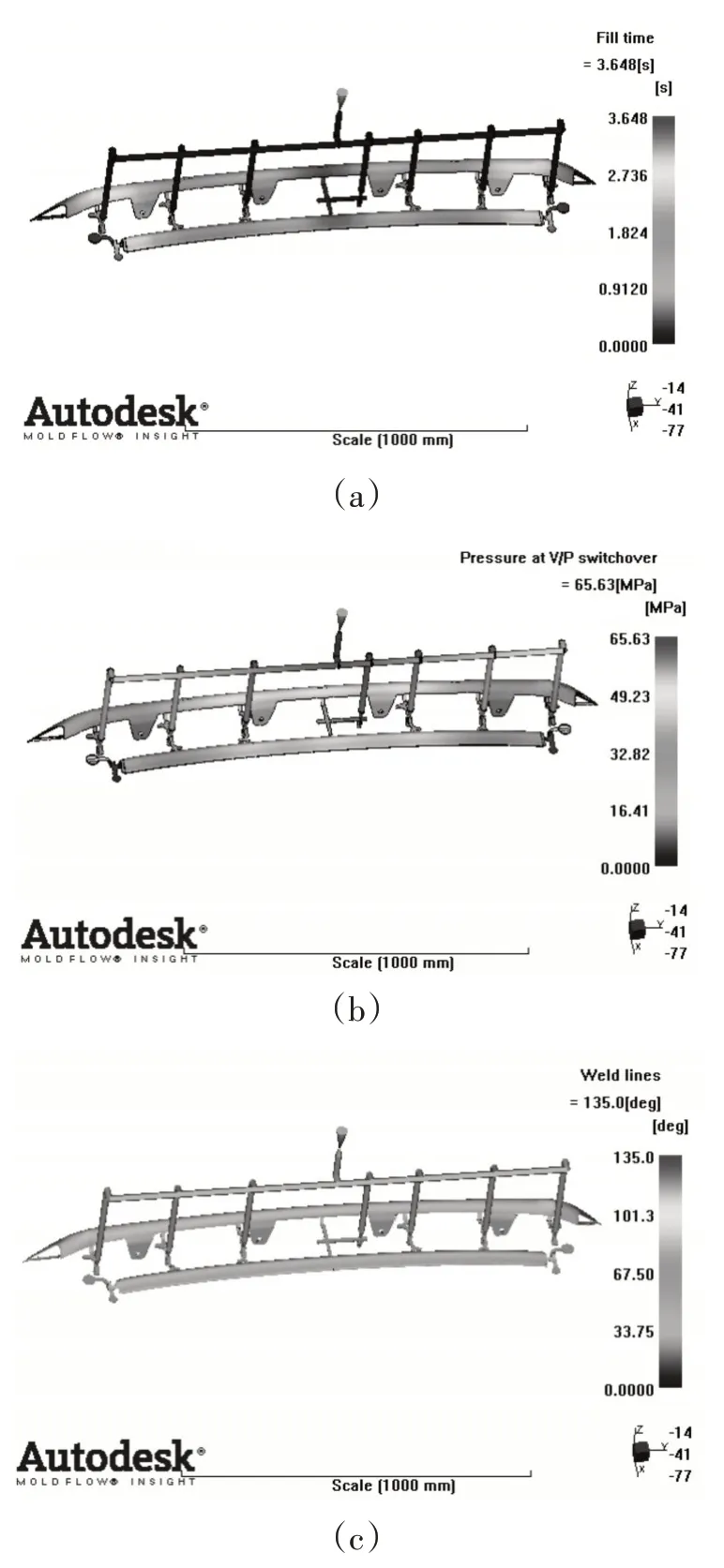
圖5 優化后的模擬結果
(1)填充效果:通過在B塑件末端增加溢料餅后,填充同時到達,說明填充效果達到95%以上,符合注射平衡原理。
(2)壓力分布:注射壓力為65.63MPa,塑件注射壓力分布均勻,在電鍍控制范圍內(50~70MPa),塑件電鍍后毛刺風險小。
(3)熔接痕分布:采用順序閥熱流道進料,表面沒有熔接痕。
4 最終模具結構設計
通過軟件優化溢料餅大小,找到A、B兩款塑件的平衡點,最終溢料餅尺寸如圖所示,直接加在B 塑件末端位置。通過增加溢料餅,可以減少試模次數,最終生產合格塑件,如圖6所示。
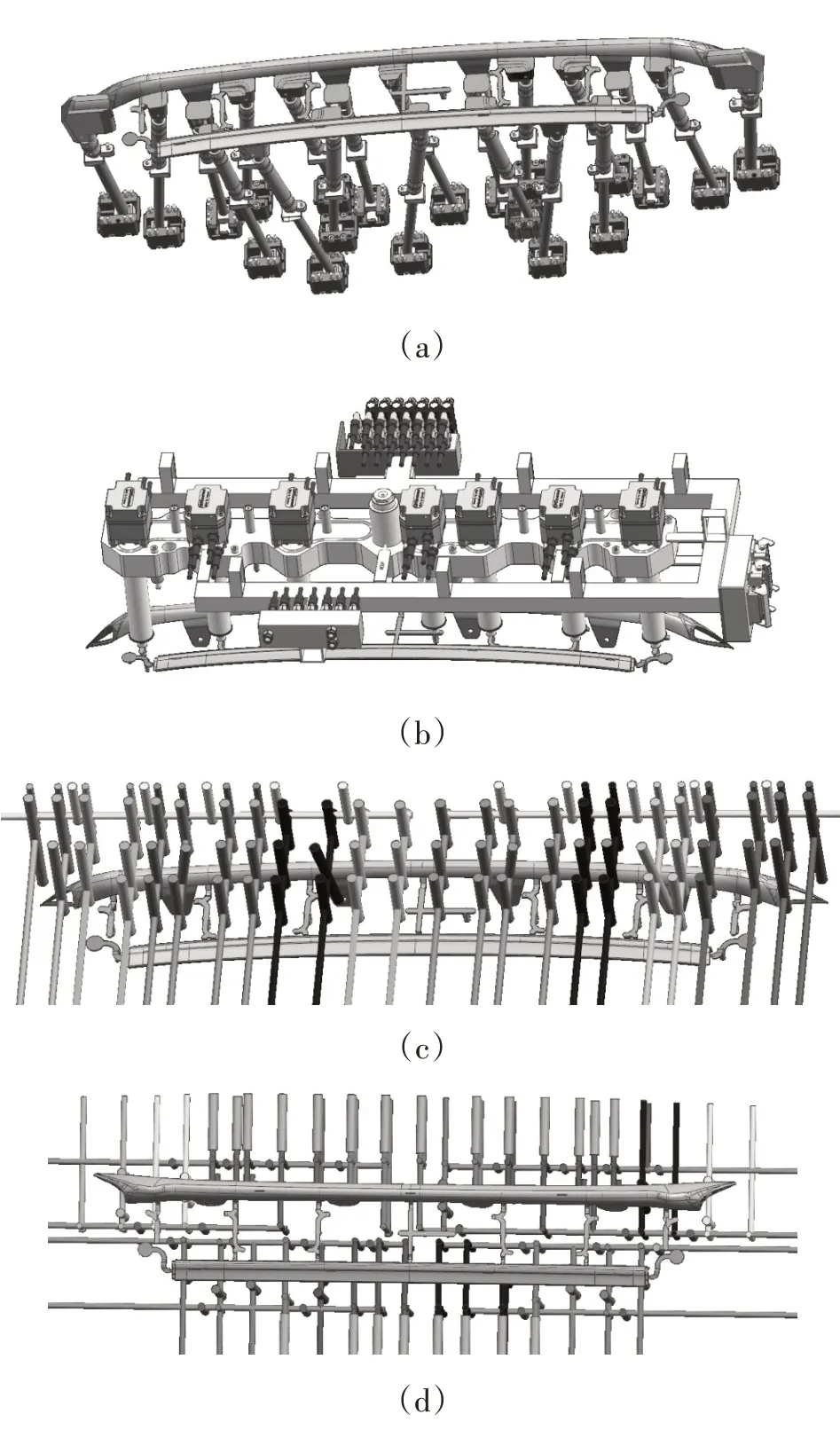
圖6 模具結構和輔助流道圖
5 模具結構及其工作過程
模具結構特點:在B塑件末端位置增加一塊溢料餅,解決了A、B 兩款塑件平衡問題,解決了兩款塑件存在差異的問題,注射成型分析和實際塑件的流動基本吻合,填充基本同時到達,減少試模次數和修模費用等。模具在成型時采7點順序針閥控制塑件熔接線位置,在B塑件末端位置增加一塊溢料餅,從而改善A、B塑件的平衡。
6 結束語
如果兩個塑件差異較大時,其中塑件小的位置增加一塊溢料餅,至于溢料餅大小可以通過模流分析來確認。實踐證明,通過MoldFlow 對成型塑件的平衡起到很大作用,從而縮短新產品開發周期,減少修模費用,提高生產效率和質量,確保生產優質的塑料制品。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
