具有反拉伸特征的W型制件沖壓成形工藝方案
2021-11-02 03:32:36王雙柱
模具制造 2021年9期
王雙柱
(一汽模具制造有限公司,吉林長春 130000)
1 引言
轎車主要是由車身件外覆蓋件、車身結(jié)構(gòu)件、底盤件、動力總成件等組成的,車身結(jié)構(gòu)件相當于動物的骨骼,支撐著整個車身,所以又叫骨架件,在骨架件結(jié)構(gòu)中,有一類特殊的W 型制件,如轎車后懸掛固定座,如圖1所示。從制件名稱上不難理解這個制件的重要性,它起到了后懸掛和車身連接的紐帶作用,起重要的承載作用,對汽車安全性方面非常重要,各種轎車車型該位置的制件形式非常類似,都具有W型的特征。
2 后懸掛固定座結(jié)構(gòu)特點
后懸掛固定座安裝在底盤部位,材料一般為中等強度鋼板,本案例所用的材料為:FC250/450DPD+Z-60/60,材料厚度為2mm,而且左、右件一般是成對出現(xiàn)(對稱件),由于其結(jié)構(gòu)形狀復雜,材料流動性差,開裂和起皺風險并存,尤其中間部位非常難于成形,是該制件的工藝難點所在,正常一次拉伸是無法實現(xiàn)的。
3 后懸掛固定座結(jié)構(gòu)工藝分析
該制件總的工藝思路是現(xiàn)將中間部位成形到位,然后將兩側(cè)通過成形工藝來解決的。該制件可以用級進模具加工,也可以用多工位模具加工,加工形式的不同,工藝方案也是不盡相同的,下面介紹兩種中間部位的成形工藝方案。
3.1 一次拉伸多次成形的工藝方法
(1)沖壓方向。將中間部位向上消除負角如圖2所示作為拉伸沖壓方向。
(2)第一次拉伸工藝造型。
由于該制件的造型復雜,無法通過拉伸系數(shù)的計算來判定中間部位的成形次數(shù),只能按照體積不變的原則經(jīng)過不斷的實驗來確定成形次數(shù)。
如圖3 所示,以底面A、底面B 作為壓料面、頂面控制拉伸高度,將側(cè)面A 偏距50mm,側(cè)面B 偏距35mm,凹模圓角半徑為R35mm,得到第一次拉伸造型如圖4所示,毛坯為370×300mm的方料。成形結(jié)果如圖5所示,拉伸沒有問題。
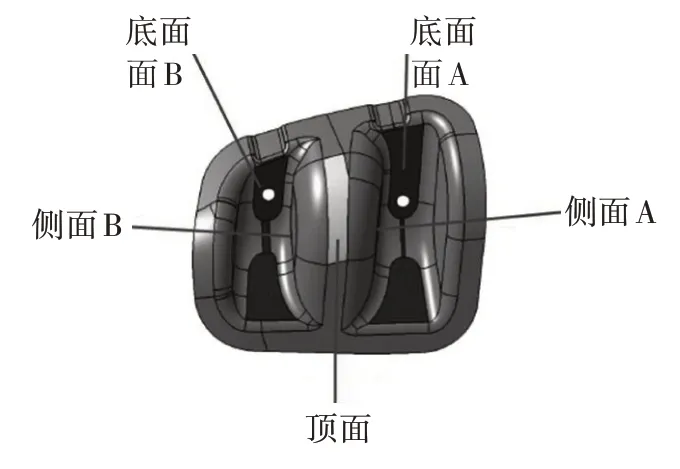
圖3 參考面簡圖
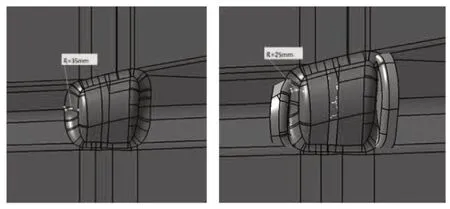
圖4 第一次拉伸造型
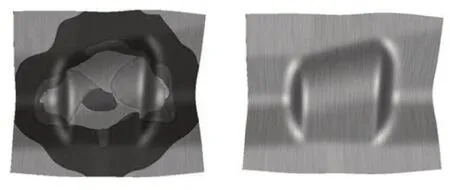
圖5 第一次拉伸結(jié)果
(3)第二次成形工藝造型。將側(cè)面A偏距33mm,側(cè)面B偏距25mm,凹模圓角半徑為R25mm,得到第二次成形造型如圖6 所示,模擬分析工具體設置如圖7所示,分析結(jié)果如圖8所示。
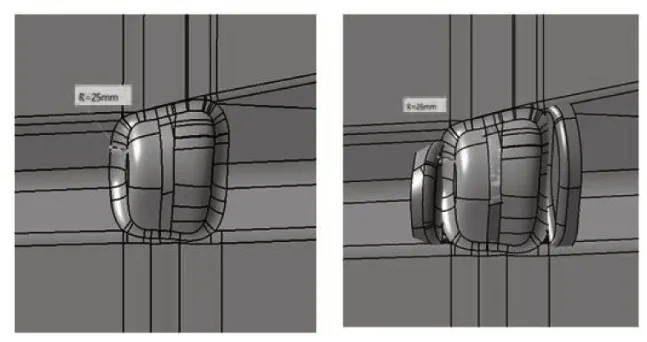
圖6 第二次成形造型

圖7 第二次成形工具體設置
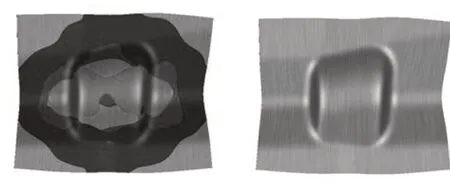
圖8 第二次成形結(jié)果
(4)第三次成形工藝造型。
將側(cè)面A 偏距15mm,側(cè)面B 偏距15mm,凹模圓角半徑為R20mm,得到第三次成形造型如圖9 所示,模擬分析工具體設置如圖7 所示,分析結(jié)果如圖10 所示。
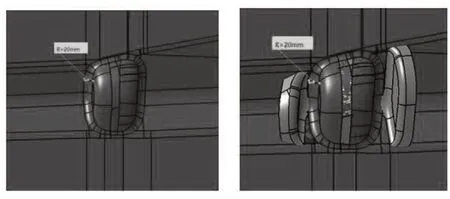
圖9 第三次成形造型
(5)第四次成形工藝造型。將側(cè)面A偏距10mm,側(cè)面B偏距10mm,凹模圓角半徑為R15mm,得到第四次成形造型如圖11所示,模擬分析工具體設置如圖7所示,分析結(jié)果如圖12所示。
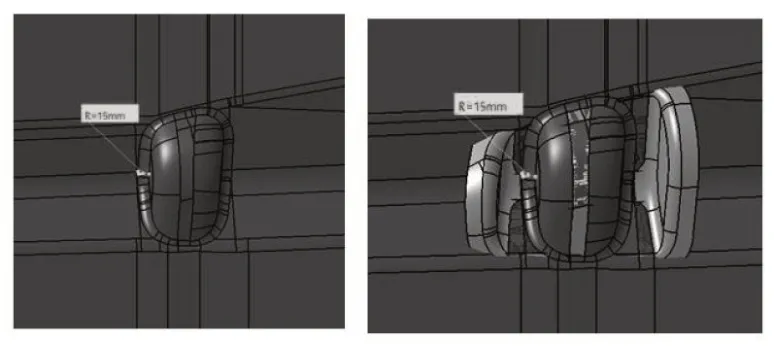
圖11 第四次成形造型
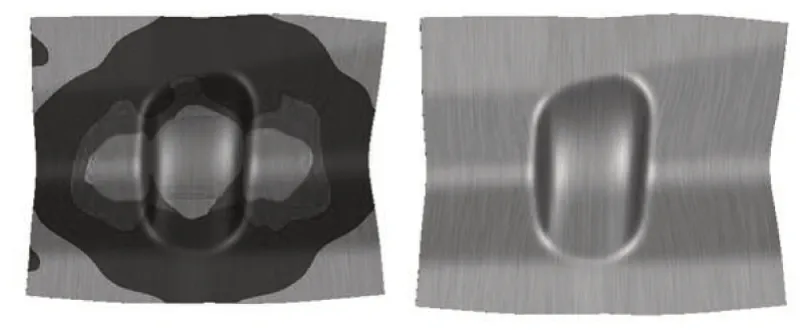
圖12 第四次成形結(jié)果
(6)第五次成形工藝造型。將側(cè)面A 偏距5mm,側(cè)面B 偏距5mm,凹模圓角半徑為R15mm,得到第五次成形造型如圖13所示,模擬分析工具體設置如圖7所示,分析結(jié)果如圖14所示。
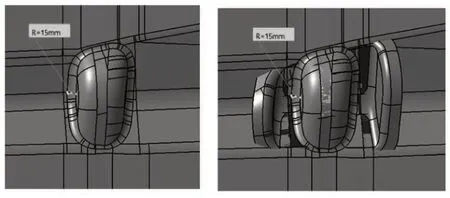
圖13 第五次成形造型

圖14 第五次成形結(jié)果
(7)第六次成形工藝造型。中間部位完全到達制件狀態(tài)到第六次成形造型如圖15所示,模擬分析工具體設置如圖7所示,分析結(jié)果如圖16所示。
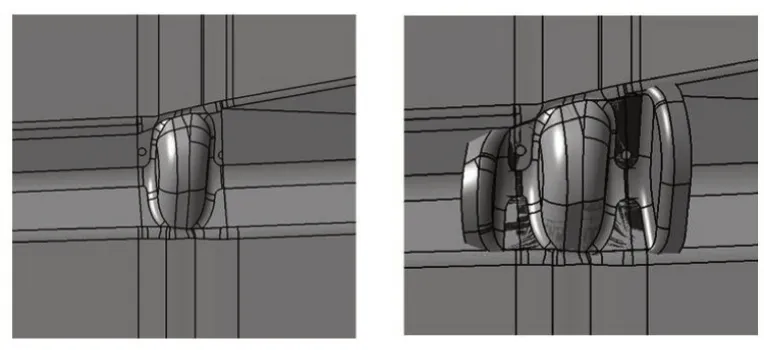
圖15 第六次成形造型
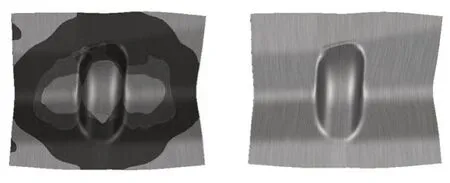
圖16 第六次成形結(jié)果
(8)一次拉伸多次成形的工藝方案小結(jié)。
通過以上成形過程描述,通過一次拉延和五次成形將制件中間的部分加工到位,至此此件的工藝難點部位得到解決。優(yōu)點:工藝思路清晰,模具結(jié)構(gòu)簡單,調(diào)整方便。缺點:成形工步較多,故此方案較適用級進模具的生產(chǎn)加工。
3.2 一次拉伸一次斜楔整型的工藝方法
由于多工位模具受到工步的限制,一般最多6~7步就得將制件加工完畢,故設計了下面的工藝方案將中間的工藝難點解決掉。
(1)第一次拉伸工藝造型。該造型即要滿足第一次拉伸的要求,也要滿足第二序斜楔整形的要求,需要不斷的試錯。工藝造型如圖17所示,工具體及料片如圖18所示,分析結(jié)果如圖19所示。
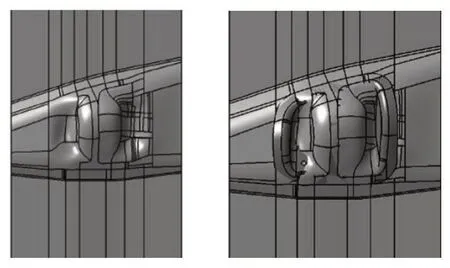
圖17 拉伸工藝造型
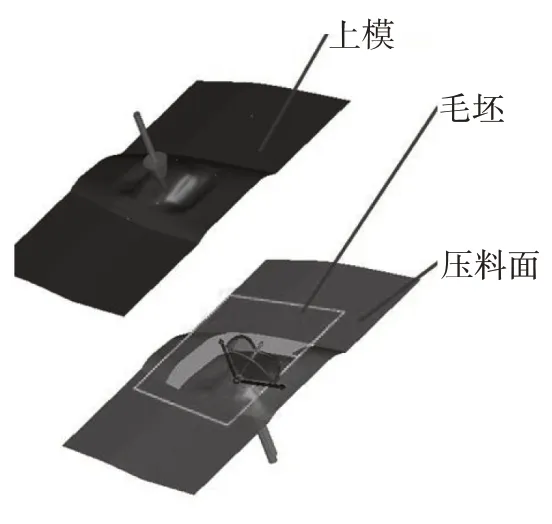
圖18 工具體示意圖
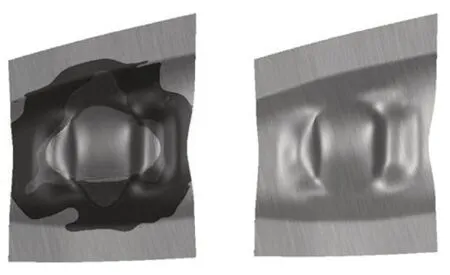
圖19 第一次拉伸分析結(jié)果
(2)第二次斜楔整形工藝造型(見圖20)。經(jīng)過嘗試,正整形是無法滿足成形性要求的,必須通過斜楔整形(見圖21),來實現(xiàn)中間的工藝難點部位,分析結(jié)果如圖22所示。
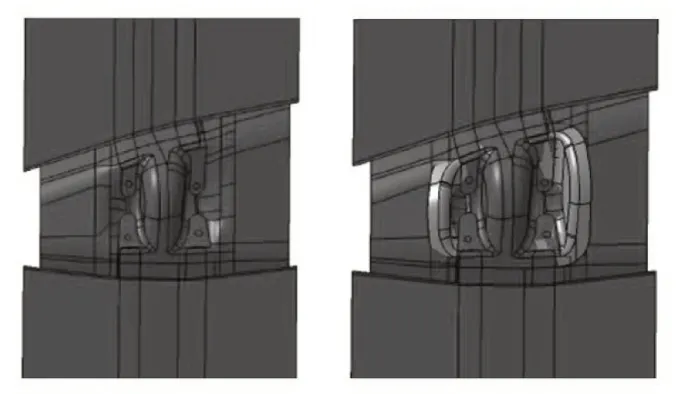
圖20 斜楔整形工藝造型

圖21 斜楔整形工具體示意圖
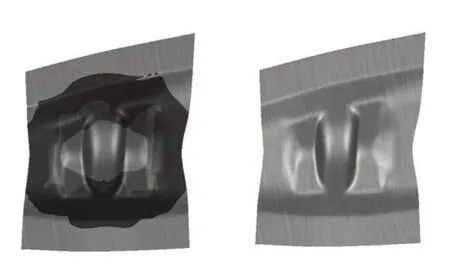
圖22 第二次斜楔整形分析結(jié)果
(3)一次拉伸一次斜楔整形的工藝方案小結(jié)。通過以上成形過程描述,通過一次拉延和一次成形將制件中間的部分加工到位,至此此件的工藝難點部位得到解決。優(yōu)點:工步較少。缺點:工序間造型困難,需要多次試錯,第二序需要斜楔,模具結(jié)構(gòu)復雜。故此方案較適用多工位模具的生產(chǎn)加工,由于具有斜楔整形,故不適用級進模具的生產(chǎn)方式。
4 結(jié)束語
通過對后懸掛固定座結(jié)構(gòu)特點,及工藝難點進行分析,提供了兩種不同的工藝方案來解決此類件的工藝難點問題,這兩種不同的工藝方案具有較強的針對性,可以作為具有反拉伸特征的W型件沖壓成形工藝方案的一種借鑒。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國中醫(yī)藥現(xiàn)代遠程教育(2014年11期)2014-08-08 13:23:44
石油化工應用(2014年8期)2014-03-11 17:40:03
終身教育研究(2014年5期)2014-02-28 01:23:06
