一款反應型熱塑性樹脂真空輔助灌注特性的研究
2021-10-28 13:15:18毛建暉姬凌云李軍向
玻璃纖維 2021年5期
毛建暉,姬凌云,李軍向
(明陽智慧能源集團股份公司,中山 528437)
0 前言
風電葉片的制造普遍采用真空灌注成型工藝。它利用抽真空產生的負壓使樹脂通過預鋪的管路注入纖維層中,讓樹脂浸潤增強材料,最后充滿整個模具,待樹脂固化后移去輔材得到所需制品。真空灌注成型工藝具有操作簡單、設備投資少、生產成本低、產品孔隙率低等優點,特別適合大型和復雜結構制品的制備。
目前各葉片制造商普遍使用的灌注樹脂為低粘度、雙組份環氧樹脂。它是一種熱固性樹脂,固化成型后形成三維網狀結構,存在固化周期長、需要額外加熱、不可回收利用等問題。常見的熱塑性樹脂大部分需要在180~340 ℃的溫度下加工,具有熔融粘度大、對玻璃纖維浸潤性差等特點,不適用于葉片制造的真空灌注體系。而已開發的反應型熱塑性樹脂,如代爾夫特理工大學開發的陰離子聚酰胺(A-PA6)、Cyclics公司開發的環狀對苯二甲酸丁二醇酯(CBT)等雖具有極低的熔融粘度 (10~40 mPa·s),但卻存在聚合溫度高(>150 ℃)、對水分敏感及對聚合環境潔凈度要求高等特點,限制其在大型結構制品中的應用[1-3]。
近來,Arkema公司開發了一款反應型熱塑性樹脂(Elium系列),三組份體系,以過氧化物為引發劑,通過自由基聚合生成大分子量的線性高聚物。它可以常溫固化,具有低粘度、可操作時間較長、可回收利用、可焊接性等特點,有望應用于風電葉片的設計與制造中[4-6]。本文研究了Elium系列反應型熱塑性樹脂的真空灌注特性,主要通過不同玻纖織物層數的層合板纖維體積分數、玻璃化轉變溫度、固化特點、進膠量等指標進行評價。
1 實驗部分
1.1 原料
Arkema反應型熱塑性樹脂Elium 系列,阿科瑪(常熟)化學有限公司;
引發劑MCP-75,美國碩津(SYRGIS);
玻纖織物UD-1250 g/㎡(高模),CPIC;
脫模劑,NanokoteA-8,東莞耐諾新材料技術有限公司。
另有導流網、脫模布、密封膠帶及VAP透氣膜等輔材。
1.2 儀器設備
雙組份脫泡機,DH200,無錫登紅風電科技有限公司;
DSC差示掃描量熱儀,DSC3500,德國耐馳;
電子天平, JJ124BC,常熟市雙杰測試儀器廠;
溫度記錄儀,TCP-16XL,杭州慧譜儀器有限公司;
馬弗爐,SX2-8-13NP,上海一恒科學儀器有限公司;
紅外測溫槍,GM320,深圳市聚茂源科技有限公司;
真空泵、真空計、卷尺、電動切割機等。
1.3 熱塑性復合材料層合板的制備
采用真空灌注工藝制備熱塑性復合材料層合板,具體步驟:在模具表面打脫模劑NanokoteA-8→鋪放導流網及脫模布→鋪設玻纖織物(按每10層為一錯層,共7個錯層)→鋪放VAP透氣膜、導流網等輔材→打袋插管→抽真空及灌注→固化(常溫4 h)→脫模,最終截面示意圖如圖1所示,脫模后層合板如圖2所示。
1.4 實驗過程
1.4.1 纖維體積分數測試
在不同玻纖織物層數(10~80層)的層合板處分別取樣,按照標準ISO 1172-1996《紡織玻璃纖維增強塑料、預浸料、模塑料和層壓塑料 紡織玻璃纖維和礦物質填料含量的測定 煅燒法》測試其纖維體積分數。
1.4.2 Tg測試
在不同玻纖織物層數(10~80層)的層合板處分別取樣,按照標準ISO 11357-2-2013《塑料差示掃描量熱法(DSC)第2部分:玻璃傳導溫度的測定》測試其Tg。
1.4.3 放熱溫度
鋪設玻纖織物時分別在10層、30層、50層、70層中心位置處布置4個熱電偶,實時測量熱塑性樹脂固化過程中的放熱溫度。
1.4.4 進膠量
將混合好的熱塑性樹脂置于電子秤上,按要求的時間間隔實時記錄進膠量。
1.4.5 厚度
用游標卡尺測量不同層數層合板的實際厚度。通過2.4.1測得不同層數層合板的纖維體積分數、玻纖織物規格參數、玻璃纖維密度已知條件,按公式(1)計算得到理論厚度。

式中:
h——層合板理論厚度,mm;
FVF——纖維體積分數,%。
2 結果與討論
2.1 層合板纖維體積分數
由表1可知,不同玻纖織物層數FRP的纖維體積分數最小值為61.61%,最大值63.08%,離散系數0.84%。這表明不同玻纖織物層數的層合板纖維體積分數波動較小,Elium樹脂對玻纖織物有較好的浸潤能力以及真空輔助灌注的匹配性。

表1 不同玻纖織物層數的層合板纖維體積分數
2.2 層合板玻璃化轉變溫度
由表2可知,不同玻纖織物層數FRP的玻璃化轉變溫度最低為88.3 ℃,最高為98.0 ℃,離散系數3.5%,兩次對10層和80層玻纖織物FRP升溫掃描過程均出現了明顯的Tg,且無其他放熱峰出現,這表明樹脂已經完全反應。

表2 不同玻纖織物層數的層合板玻璃化轉變溫度
2.3 放熱溫度
由圖3可知:0~120 min內,各層放熱溫度緩慢上升;120~165 min內,各層依次達到放熱峰溫度,隨后溫度開始下降;不同層數放熱峰溫度差別不大(PT1 105 ℃ PT2 108.5 ℃ PT4 109.9 ℃),這表明熱塑性樹脂反應呈先慢后快的特點,這與自由基聚合慢引發、快增長、速終止的特點吻合。

圖3 放熱溫度與固化時間的關系圖
2.4 進膠量
由圖4可知,整個灌注過程持續40 min,前25%灌注時間占67%的總進膠量,前50%灌注時間占88%的總進膠量。這表明進膠速度呈先快后慢的特點,這是由于樹脂粘度、浸潤系數一定時,壓力差越小、離注膠口越遠所需灌注時間越長,符合達西定律,如公式(2)所示。
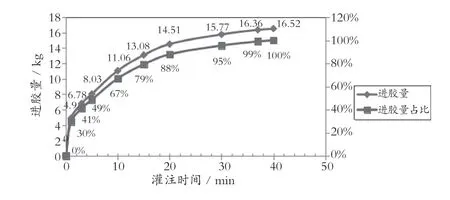
圖4 進膠量與灌注時間的關系圖

式中:
t——灌注時間,s;
l——注射長度,m;
η——為樹脂粘度,cps;
ΔP——壓力差,Pa;
K——滲透系數。
2.5 厚度
由圖5可知,FRP實際厚度隨玻纖層數的增加而近乎線性增加(相關系數0.999),且實際厚度均與理論厚度差異較小。這表明熱塑性樹脂對玻纖的浸潤能力好,能實現較好的灌注效果。

圖5 不同玻纖織物層數FRP的實際厚度與理論厚度
3 結論
(1)不同玻纖織物層數FRP的纖維體積分數差異小,且FRP實際厚度隨玻纖層數的增加而近乎線性增加,實際厚度與理論厚度差異小,這均表明Elium樹脂對玻纖織物有著較好的浸潤性能。
(2)不同玻纖織物層數FRP均有明顯Tg,且無其他放熱峰,這表明樹脂已完全固化。
(3)放熱溫度的變化趨勢:先緩慢上升,然后迅速上升,最后下降,表明熱塑性樹脂反應呈先慢后快的特點。
(4)進膠量呈現先快后慢的特點,符合達西定律。