單電源雙絲焊接應(yīng)用及其工藝分析
2021-10-27 01:13:32王興陽(yáng),韓麗營(yíng),蘇帥,魏玉程
電焊機(jī) 2021年10期
關(guān)鍵詞:焊接工藝應(yīng)用價(jià)值
王興陽(yáng),韓麗營(yíng),蘇帥,魏玉程


摘要:介紹和分析了單電源雙絲系統(tǒng)(DeepenTwin)構(gòu)成、焊接應(yīng)用價(jià)值、焊接工藝試驗(yàn)以及實(shí)際焊接應(yīng)用。單電源雙絲焊接系統(tǒng)由焊接電源、雙絲送絲機(jī)以及雙絲焊槍組成,系統(tǒng)簡(jiǎn)單,便于操作,既可用于手工焊也可用于專機(jī)和機(jī)器人的自動(dòng)焊接。單電源雙絲焊接系統(tǒng)能夠?qū)崿F(xiàn)單雙絲的自由切換,既能進(jìn)行單絲的打底焊接也能進(jìn)行雙絲大電流高熔覆率的焊接,最高熔覆效率較單絲焊接可提升50%。由于兩根焊絲形成了較寬的單一電弧,電弧熱量分布更均勻,焊縫不易咬邊,并且不存在電弧干擾的問題,焊接飛濺低成形好,可獲得比單絲焊接質(zhì)量更高的焊縫,是一種新型的高速高效焊接解決方案。
關(guān)鍵詞:?jiǎn)坞娫措p絲;應(yīng)用價(jià)值;焊接工藝;高速高效
中圖分類號(hào):TG434? ? ? 文獻(xiàn)標(biāo)志碼:B? ? ? ? ?文章編號(hào):1001-2003(2021)10-0131-05
DOI:10.7512/j.issn.1001-2303.2021.10.22
0? ? 前言
隨著電弧焊接技術(shù)的發(fā)展,用戶對(duì)于高速高效、高熔覆率、高質(zhì)量的焊接技術(shù)的需求日益增加。提高熔覆效率最為傳統(tǒng)和簡(jiǎn)單的方法是增大焊接電流、焊接電壓和送絲速度,然而在傳統(tǒng)的MIG/MAG焊接工藝條件下,送絲速度大于15 m/min時(shí),電弧狀態(tài)會(huì)變差,進(jìn)而影響焊縫成形和力學(xué)性能[1-4]。鑒于單絲焊接在大電流焊接上的局限性,多絲焊接技術(shù)得到了廣泛的研究和應(yīng)用,尤其是雙絲焊接技術(shù),例如雙電源雙絲焊接、單電源雙絲焊接、雙電源三絲焊接等[5]。文中重點(diǎn)介紹和分析松下單電源雙絲焊接技術(shù)的系統(tǒng)構(gòu)成、工藝價(jià)值、焊接工藝試驗(yàn)及其實(shí)際焊接應(yīng)用。
1 單電源雙絲焊接系統(tǒng)
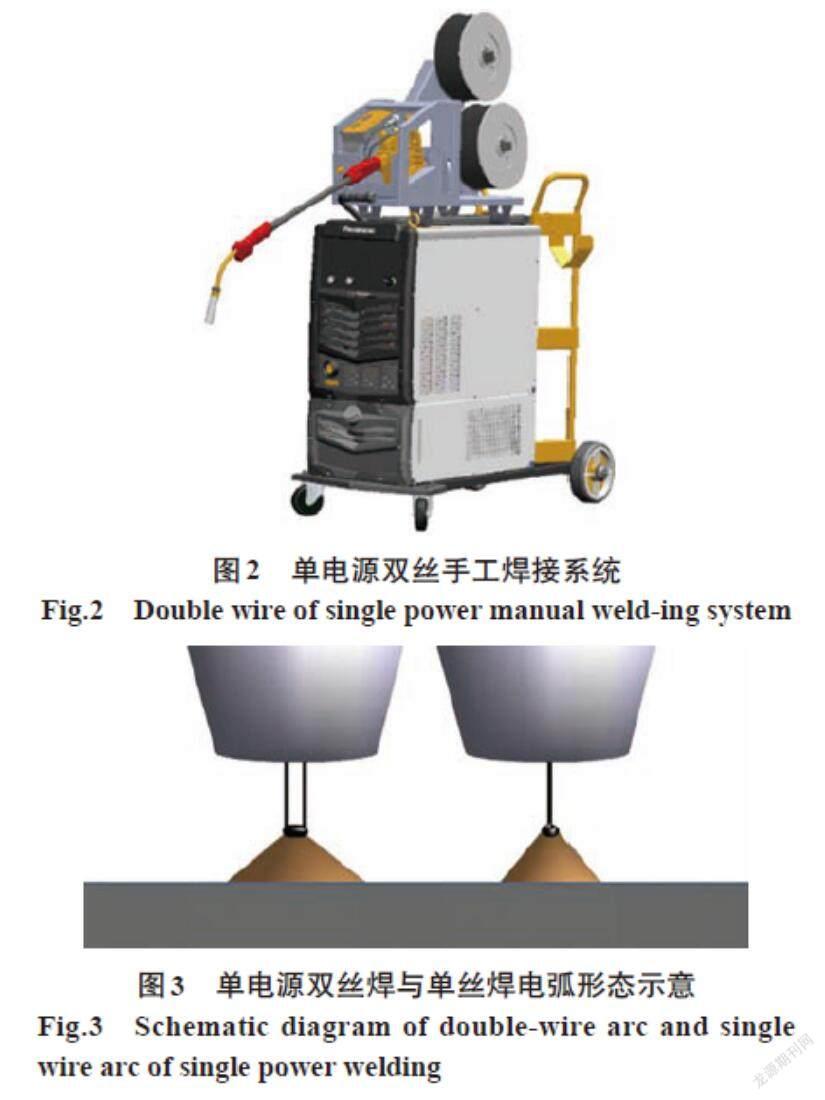
單電源雙絲焊接系統(tǒng)(DeepenTwin)是由一臺(tái)搭載雙絲焊軟件的全數(shù)字逆變焊接電源、一臺(tái)單電源雙絲送絲機(jī)以及一把雙絲焊槍構(gòu)成,如圖1、圖2所示。單電源雙絲系統(tǒng)既可以進(jìn)行手工焊接又可以進(jìn)行專機(jī)、機(jī)器人的自動(dòng)焊接。在單電源雙絲焊接系統(tǒng)中,兩根焊絲共用一個(gè)導(dǎo)電嘴,分別穿過一個(gè)導(dǎo)電嘴的兩個(gè)孔徑進(jìn)行送絲,兩根焊絲之間形成單一焊接電弧,與單絲焊接電弧相比,由于雙絲之間形成穩(wěn)定的“ 液橋 ”,并以一個(gè)較大熔滴的形式進(jìn)行過渡,從而形成單一的較寬電弧進(jìn)行焊接,如圖3所示。
2 單電源雙絲焊接的應(yīng)用價(jià)值分析
(1)系統(tǒng)簡(jiǎn)單,容易操作。由于單電源雙絲焊接系統(tǒng)僅由一臺(tái)焊接電源和一套送絲機(jī)構(gòu)、一把雙絲焊槍構(gòu)成,系統(tǒng)簡(jiǎn)單且便于掌握操作,操作與單絲焊接完全相同。
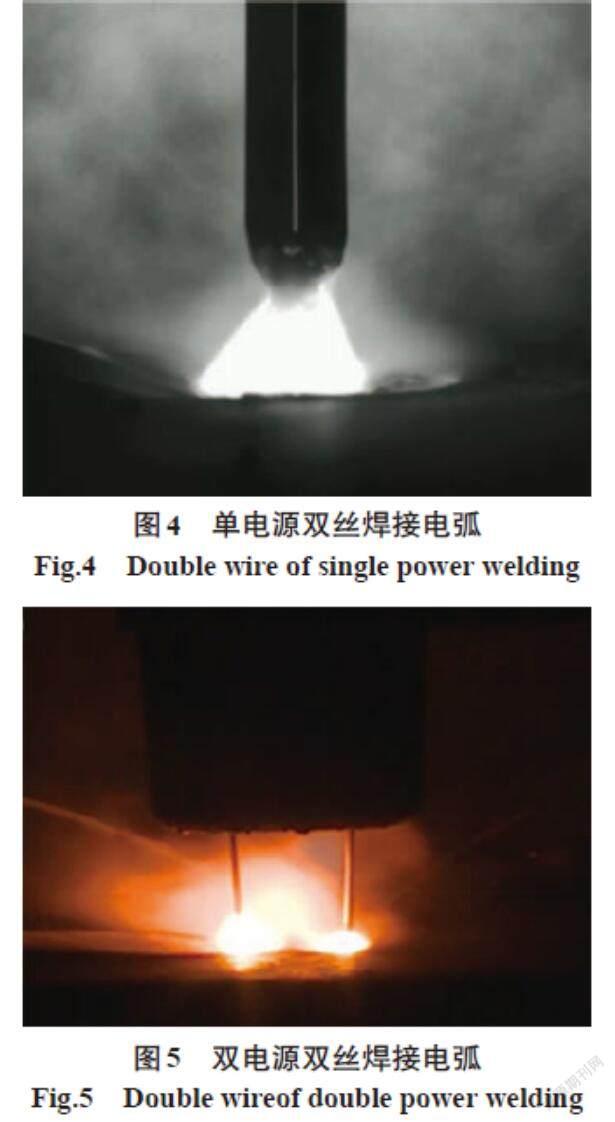
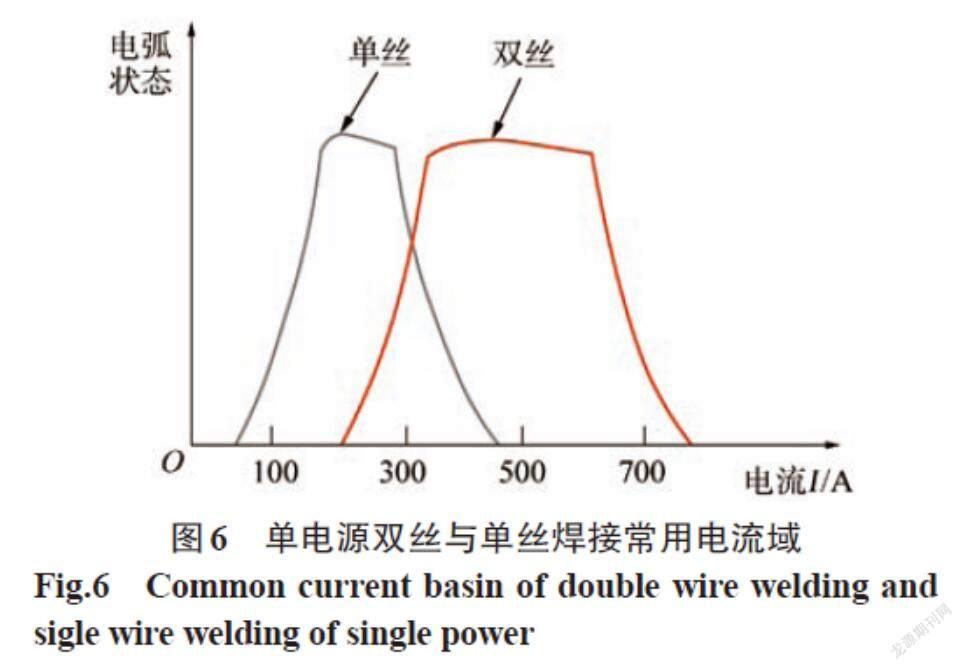
(2)形成單一電弧,不存在電弧干擾,焊接飛濺小,焊縫成形好。由于兩根焊絲共同通過一個(gè)導(dǎo)電嘴,且焊絲間的距離約0~1 mm,兩根焊絲之間形成單一電弧,焊絲之間熔化形成穩(wěn)定的液態(tài)小橋,熔滴以一個(gè)大熔滴的形式進(jìn)行過渡,如圖4所示,不存在電弧干擾的問題,飛濺更低,焊縫成形更佳。而雙電源雙絲焊接存在電弧干擾問題,焊接飛濺較大,如圖5所示。
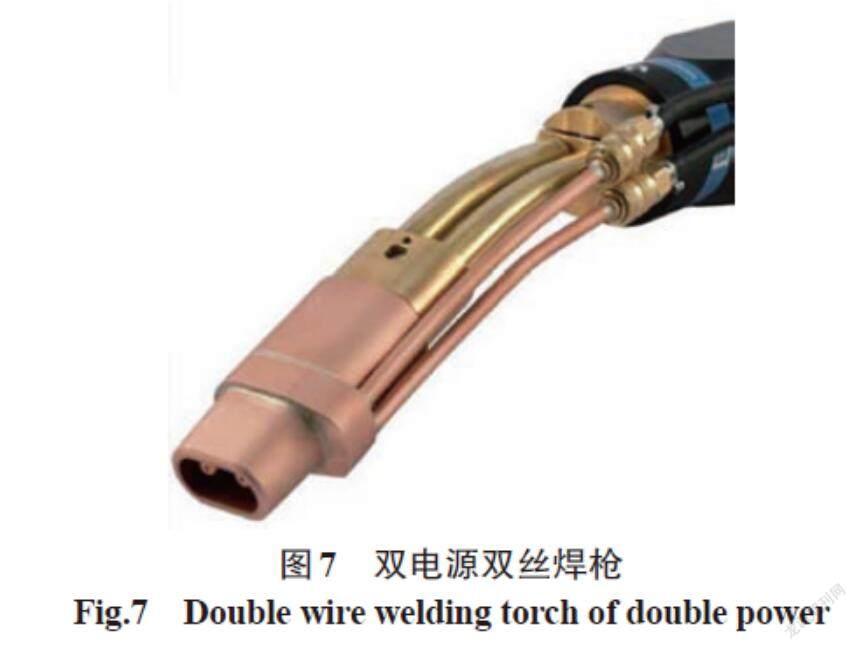
(3)熔覆效率高,最大熔覆量可提升50%。與單絲焊接相比,在相同送絲量下,單電源雙絲焊接的填充量是單絲焊接的2倍。在相同額定功率的焊接電源下,單電源雙絲焊接系統(tǒng)可以大幅度提升單絲的電流使用域度,例如,單絲φ1.2 mm脈沖焊接在15 m/min時(shí)的焊接電流可達(dá)350 A,常用最佳電流域度為180~350 A,單電源雙絲φ1.2 mm的最佳電流域度可以擴(kuò)展到300~650 A,如圖6所示,其最高熔覆量較單絲焊接可提升50%。
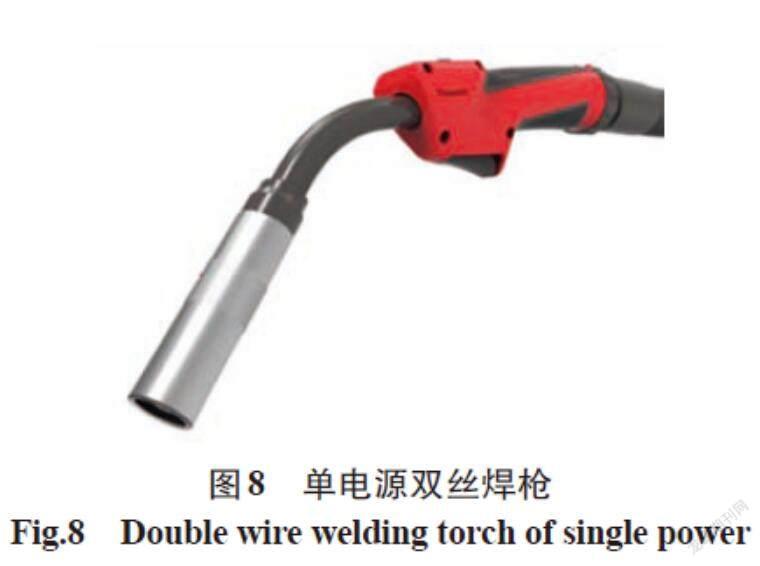
(4)焊槍指向性更靈活,不受焊接位置的限制。雙電源雙絲焊接系統(tǒng)的焊槍噴嘴呈扁平狀,兩根焊絲間的距離通常在8~15 mm,如圖7所示,一些焊接“ 死角 ”位置難以抵達(dá)。與雙電源雙絲焊接相比,由于單電源雙絲的兩根焊絲共用一個(gè)導(dǎo)電嘴的特殊結(jié)構(gòu),兩根焊絲之間的距離僅為0~1 mm,使用的噴嘴尺寸較小,焊槍指向更靈活,沒有特殊的焊接位置限制,如圖8所示。
(5)可以進(jìn)行“ 單雙絲切換 ”焊接。單電源雙絲系統(tǒng)獨(dú)有的特殊設(shè)計(jì)使其在無(wú)需更換導(dǎo)電嘴、送絲輪和焊絲盤的情況下可實(shí)現(xiàn)單雙絲的自由切換,便于用戶達(dá)到單絲小電流焊接、雙絲大電流焊接的目的,提高單電源雙絲焊的應(yīng)用價(jià)值。
3 單電源雙絲焊接工藝試驗(yàn)
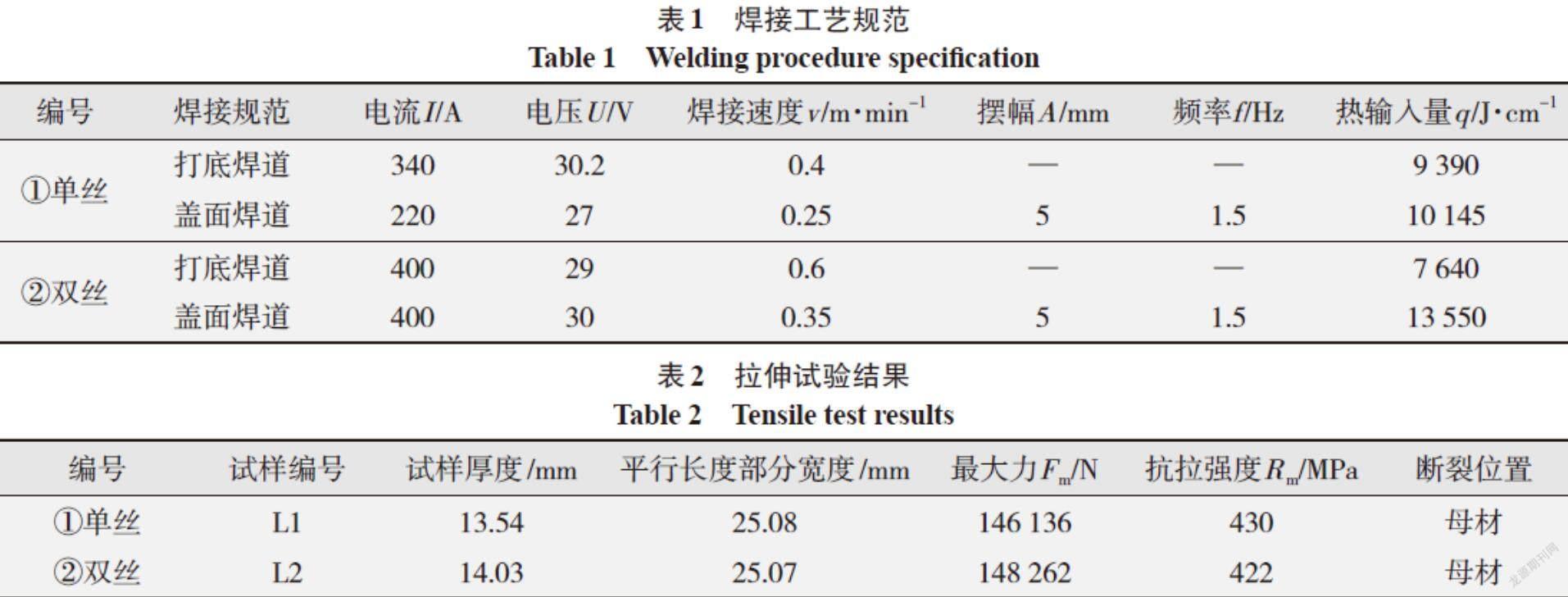
為了驗(yàn)證單電源雙絲焊接后的焊縫質(zhì)量,設(shè)計(jì)了單電源雙絲φ1.2 mm脈沖焊接和單絲φ1.2 mm脈沖焊接的對(duì)比試驗(yàn)。試驗(yàn)采用板厚14 mm的Q355B鋼板,對(duì)接接頭形式,對(duì)接坡口角度為60°,預(yù)留1 mm鈍邊,對(duì)接接頭背面加陶瓷襯墊。焊接工藝規(guī)范如表1所示。
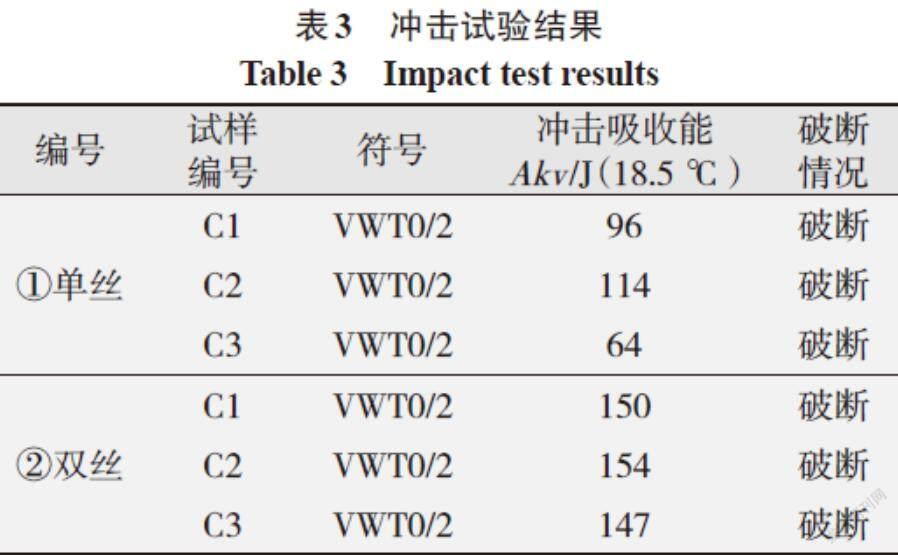
焊接后對(duì)焊縫做沖擊和焊接接頭的拉伸強(qiáng)度實(shí)驗(yàn),檢測(cè)標(biāo)準(zhǔn)為GB/T 2650-2008 《焊接接頭沖擊試驗(yàn)方法》和GB/T 2651-2008 《焊接接頭拉伸試驗(yàn)方法》,檢測(cè)結(jié)果分別如表2、表3所示。由表2可知,單絲焊最大抗拉強(qiáng)度為430 MPa,雙絲焊最大抗拉強(qiáng)度為422 MPa,斷裂位置均在母材處,這表明單電源雙絲焊接與單絲焊接的抗拉強(qiáng)度相當(dāng),且焊縫強(qiáng)度高于母材,達(dá)到焊接要求。
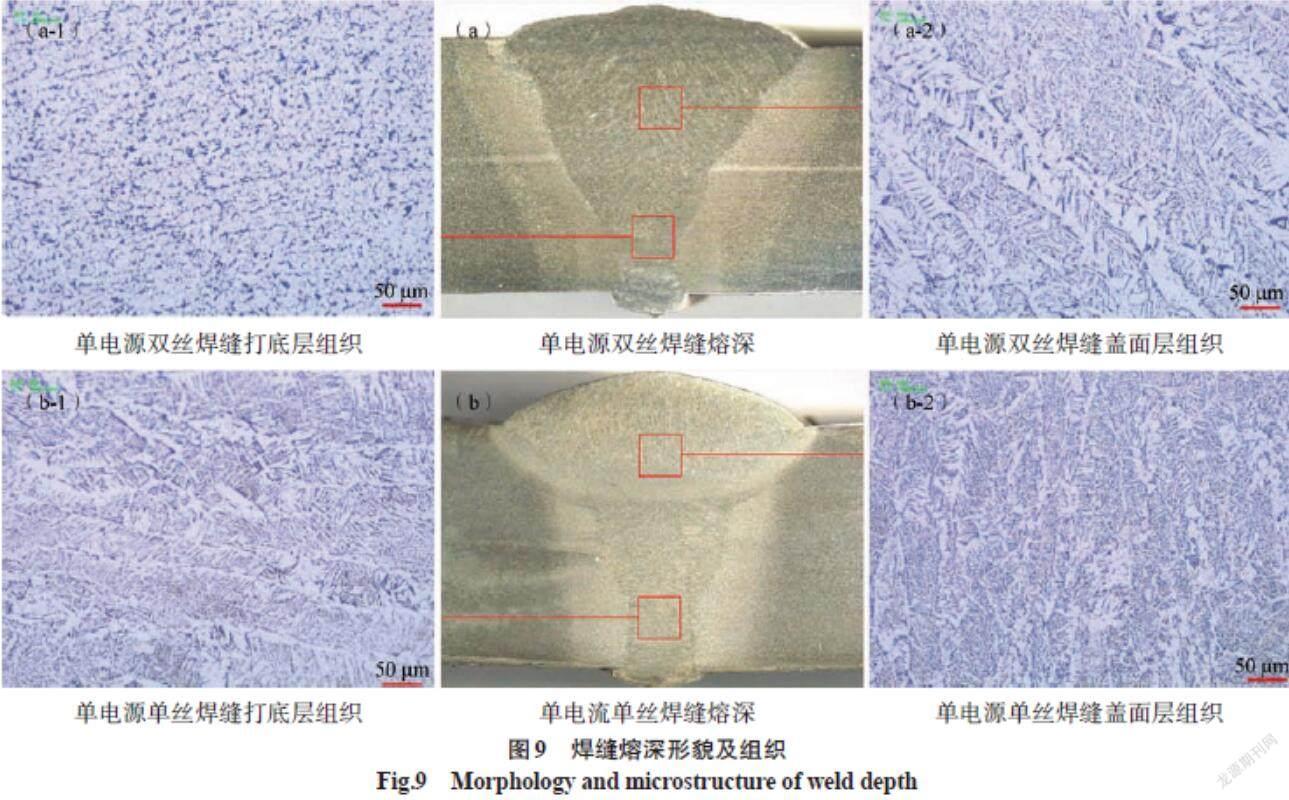
表3中試樣尺寸均為10 mm×10 mm×55 mm,由表3可知,單電源雙絲焊接的焊縫平均沖擊功為150 J,明顯大于單絲焊接的焊縫平均沖擊功91 J。焊縫熔深形貌和組織如圖9所示,可以看出,單電源雙絲焊蓋面層的晶粒尺寸明顯大于單絲焊的,但是打底層晶粒尺寸比單絲焊晶粒尺寸細(xì)小,而打底焊縫晶粒尺寸的細(xì)化是單電源雙絲焊沖擊功顯著高于單絲焊的主要原因。單電源雙絲焊接打底層晶粒細(xì)化與表1的打底焊道熱輸量低相關(guān)。
4 單電源雙絲焊接實(shí)際應(yīng)用與分析
目前,單電源雙絲焊接系統(tǒng)已經(jīng)在中厚板碳鋼的焊接上得到了應(yīng)用和推廣,無(wú)論是手工焊或是自動(dòng)焊,均體現(xiàn)出其高效高熔覆率的特點(diǎn),在保證焊縫質(zhì)量的前提下,極大地提高了焊接生產(chǎn)效率。
(1)單電源雙絲手工焊接實(shí)際應(yīng)用。
單電源雙絲φ1.0 mm手工焊接實(shí)際應(yīng)用如圖10所示。
焊接要求:打底焊接實(shí)現(xiàn)單面焊雙面成形,填充層和蓋面層實(shí)現(xiàn)高效高熔覆率焊接,減少填充次數(shù),提高生產(chǎn)效率,焊接后超聲波探傷合格。
焊接過程:采用單電源雙絲焊接系統(tǒng)中的“ 單雙絲切換 ”功能,無(wú)需更換焊絲和導(dǎo)電嘴即可進(jìn)行單絲φ1.0 mm小電流打底焊接,確保焊縫根部能夠單面焊雙面自由成形,打底焊結(jié)束后清渣處理,而后采用單電源雙絲φ1.0 mm的填充和蓋面焊接。焊接過程中,每焊完一道焊縫均需要進(jìn)行清渣處理。
焊接結(jié)果:每種焊接接頭的焊縫超聲探傷均合格,經(jīng)現(xiàn)場(chǎng)測(cè)試,與常規(guī)的單絲焊接相比,焊接生產(chǎn)效率提高10%~20%。
(2)單電源雙絲自動(dòng)焊實(shí)際應(yīng)用。
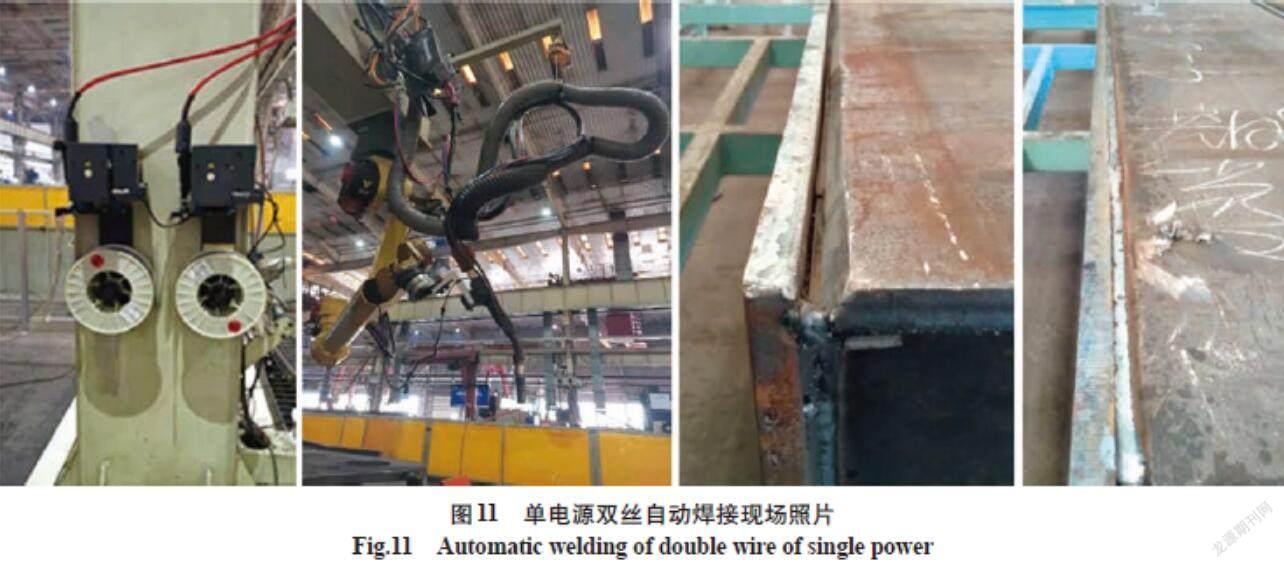
利用單電源雙絲φ1.2 mm自動(dòng)焊焊接16 mm碳鋼方形梁,50°單邊V型坡口,焊接接頭背面加永久性襯墊,如圖11所示。
焊接要求:焊縫無(wú)缺陷,超聲波探傷合格,實(shí)現(xiàn)高效高熔覆率焊接。
焊接過程:采用單電源雙絲φ1.2 mm打底焊接,打底規(guī)范為焊接電流400 A、焊接電壓32 V、焊接速度0.4~0.6 m/min,填充和蓋面焊接電流540 A、焊接電壓36 V、焊接速度0.4~0.6 m/min,打底、填充和蓋面共計(jì)3層。
焊接結(jié)果:超聲探傷合格。與傳統(tǒng)單絲φ1.2 mm焊接相比,采用單電源雙絲焊接方形梁,焊縫總層數(shù)減少1層,生產(chǎn)效率提高約30%。
單電源雙絲焊接系統(tǒng)適合在大電流域下進(jìn)行填充和蓋面焊接,可大幅提升焊接熔覆效率。由于單電源雙絲焊的電流較大,對(duì)于有襯墊的焊接接頭,可以直接進(jìn)行打底焊接;對(duì)于沒有襯墊的焊接接頭,可以采用“ 單雙絲切換 ”功能,無(wú)需更換焊絲和導(dǎo)電嘴即可進(jìn)行單絲打底焊接。目前,單電源雙絲焊可以使用雙絲φ1.0 mm和雙絲φ1.2 mm的焊絲,均能進(jìn)行手工焊和自動(dòng)焊接,雙絲φ1.2 mm可使用電流域會(huì)更大,最大可達(dá)700 A,更適合自動(dòng)焊焊接。
5 結(jié)論
(1)單電源雙絲焊接系統(tǒng)簡(jiǎn)單,操作容易,適合于中厚板高熔覆率的焊接,最大熔覆效率較單絲焊接可提升50%,獨(dú)有的電弧特點(diǎn)使其形成單一電弧,沒有電弧干擾問題,焊接飛濺低、焊縫成形好,既可進(jìn)行手工焊又可實(shí)現(xiàn)自動(dòng)焊,在確保焊接質(zhì)量的前提下,大幅度提高了焊接生產(chǎn)效率,是一種新型的高速高效焊接解決方案。
(2)單電源雙絲焊接方法與單絲焊接方法相比,兩者的焊接接頭的抗拉強(qiáng)度相當(dāng),且焊縫強(qiáng)度高于母材,均能夠達(dá)到焊接質(zhì)量要求。單電源雙絲焊接的焊縫沖擊功高于單絲焊接的,表明單電源雙絲能獲得質(zhì)量更佳的焊縫。
(2)目前,單電源雙絲焊接系統(tǒng)正在推廣和應(yīng)用,可廣泛應(yīng)用于工程機(jī)械、橋梁、造船等領(lǐng)域,能夠大幅度提升焊接生產(chǎn)效率,由于其在大電流下的高品質(zhì)焊接質(zhì)量,具備廣闊的應(yīng)用前景。
參考文獻(xiàn):
[1]Lahnsteiner R. The T.I.M.E. Processan innovative MAG welding process[J]. Welding Review International,1992,11(1):17-20.
[2]鄭鎖峰.雙絲電弧焊接技術(shù)現(xiàn)狀及發(fā)展研究[J].裝備制造,2014,10(S1):112-126.
[3]羅強(qiáng),甘躍,劉春明.雙絲雙弧焊在中厚板焊接的應(yīng)用[J]. 電焊機(jī),2020,50(5):114-117.
[4]鐘蒲,李亮玉,柴俊逸.雙絲焊接技術(shù)及雙絲三電弧焊接穩(wěn)定性研究進(jìn)展[J]. 焊接,2020(6):38-46,63.
[5]賴一楠,武傳松,李宏偉,等.焊接與連接領(lǐng)域科學(xué)基金資助淺析與發(fā)展趨勢(shì)[J]. 焊接學(xué)報(bào),2019,40(2):1-7.
猜你喜歡
山東工業(yè)技術(shù)(2016年24期)2017-01-12 09:38:25
科學(xué)與財(cái)富(2016年29期)2016-12-27 16:07:51
中國(guó)高新技術(shù)企業(yè)(2016年30期)2016-12-20 04:00:34
今日健康(2016年12期)2016-11-17 19:22:17
今日健康(2016年12期)2016-11-17 12:41:33
體育時(shí)空·上半月(2016年11期)2016-11-11 12:42:29
中國(guó)科技博覽(2016年22期)2016-11-01 15:56:28
中國(guó)科技博覽(2016年22期)2016-11-01 12:31:00
企業(yè)導(dǎo)報(bào)(2016年5期)2016-04-05 12:48:38
科技視界(2016年1期)2016-03-30 23:10:15
