銀中間層對鋼/鋁激光雙道焊接頭組織與性能的影響
2021-10-27 01:13:32茅衛東,石銘霄,方超,戴宇峰,李盛良
電焊機 2021年10期
茅衛東,石銘霄,方超,戴宇峰,李盛良
摘要:對鋼/鋁接頭直接采用激光焊接時,接頭極易產生脆性Fe-Al金屬間化合物。針對該問題,采用激光雙道焊接方法研究了銀中間層對304不銹鋼/6061鋁合金焊接接頭微觀組織及力學性能的影響。結果表明,預置銀為中間層,采用雙道激光焊接工藝,焊后接頭成形良好;組織分析表明,焊縫區域明顯分為靠近鋁側的區域A和靠近鋼側的區域B,區域A由富銀相和富鋁相混合組成,區域B由純銀(區域B1)和奧氏體相(區域B2)組成。此外,焊縫中未出現脆性Fe-Al金屬間化合物。力學性能測試結果顯示,斷裂發生在接頭處的純銀區,抗拉強度為175.59 MPa,斷后伸長率約為3%。
關鍵詞:銀中間層;304不銹鋼;6061鋁合金;激光焊接;脆性金屬間化合物
中圖分類號:TG456.7? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)10-0126-05
DOI:10.7512/j.issn.1001-2303.2021.10.21
0? ? 前言
現代汽車工業發展中,汽車輕量化可提高動力經濟性,有助于節能減排,具有良好的經濟效益。不銹鋼具有強度高、耐蝕性好和抗疲勞性能優良等特點,鋁合金具有密度低、塑性好、比強度高等特點。由于車身不同部位對材料強度有不同的要求,因此使用不銹鋼與鋁合金的焊接結構可以充分發揮兩種材料各自的性能優勢,減輕質量,實現汽車輕量化[1]。鋼和鋁的熔點、導熱率和熱膨脹系數等熱物理性能差異巨大,焊接時常常出現裂紋、熔合困難等缺陷,并極易產生大量硬而脆的Fe-Al金屬間化合物[2],顯著降低了焊接接頭強度、塑性和韌性,因此如何消除Fe-Al金屬間化合物是實現鋼/鋁異種金屬優質、高效焊接的關鍵技術環節。
采用電子束焊[3]、熔釬焊[4-6]可實現鋼/鋁的連接,但接頭中仍有較多Fe-Al脆性金屬間化合物生成。釬焊[7]與壓力焊[8-9]過程中母材仍保持固態,可避免脆性Fe-Al金屬間化合物大面積生成,但這兩種方法受限于工件尺寸和形狀,焊接效率低,特別是接頭區的強度較低,難以滿足較高強度的使用要求。
激光焊接具有高能量密度、焊接位置精準可控、生產靈活性好等優點,可以精確控制焊接熱輸入與加熱區域,抑制兩種材料直接熔合后生成大量金屬間化合物,廣泛應用于異種金屬焊接[2,10-12]。文中采用激光雙道焊接的工藝方法,研究了銀中間層對鋼/鋁焊接接頭微觀組織及力學性能的影響。
1 試驗方法
試驗母材為304不銹鋼(退火態)與6061鋁合金(固溶處理+人工時效),試板尺寸均為50 mm×
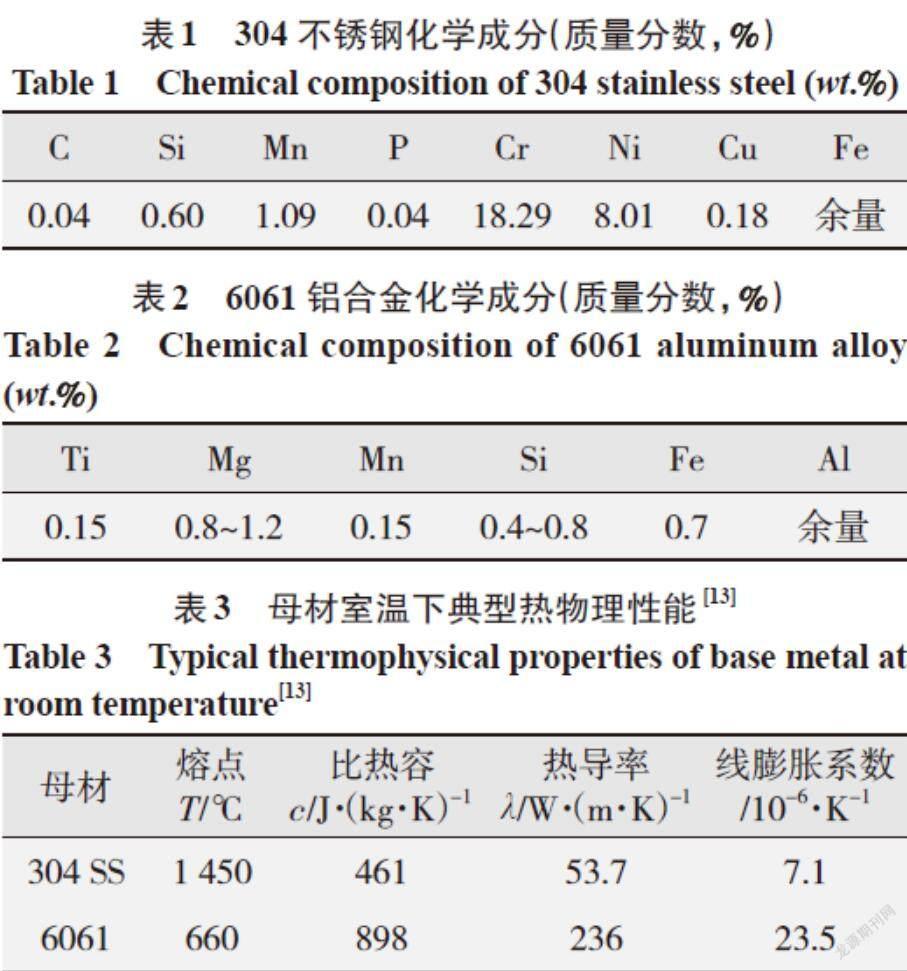
50 mm×2 mm。304不銹鋼和6061鋁合金的化學成分如表1、表2所示。304不銹鋼和6061鋁合金室溫(20 ℃)典型熱物理性能如表3所示。采用純銀作為中間層材料,尺寸為50 mm×2 mm×2 mm。
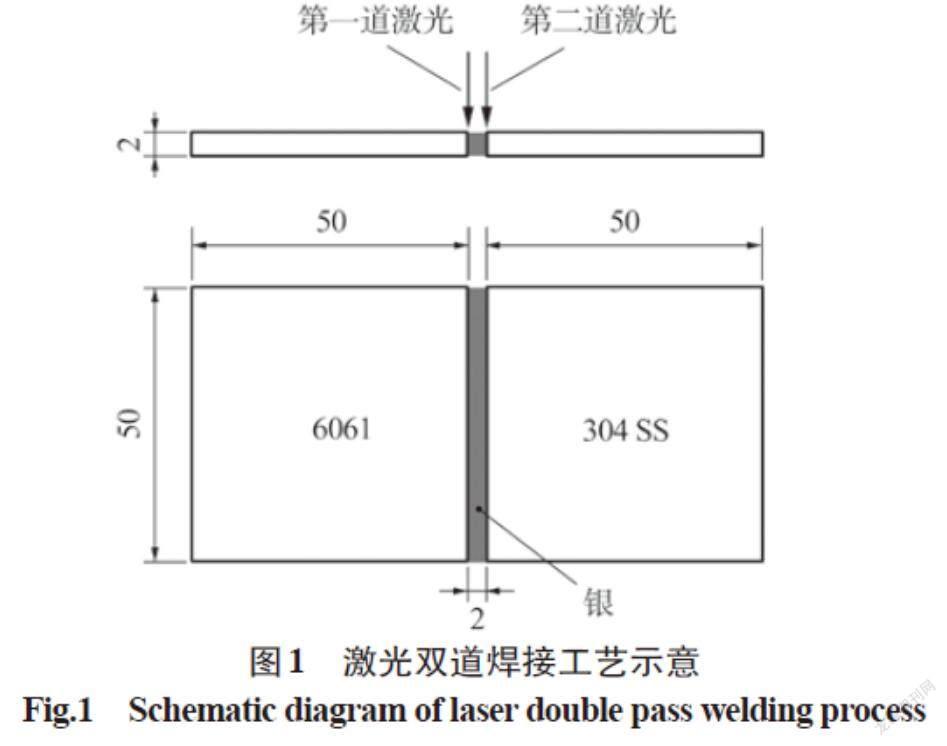
試驗用的激光焊接設備為額定功率6 000 W的IPG YLS-6000摻鐿多模光纖激光器,光斑直徑0.3 mm,焦距255 mm,波長1 075 nm。采用對接接頭,將Ag預置在鋼-鋁對接面處,并保證鋁-銀、銀-鋼對接面緊密接觸,無間隙,焊前去除焊件表面的氧化膜、油污和水分。激光雙道焊接工藝示意如圖1所示,第一道焊接鋁-銀對接面,第二道焊接銀-鋼對接面,保護氣體采用氬氣,氣體流量15 L/min,其他激光焊接工藝參數如表4所示。
焊后使用線切割機沿垂直于焊接方向截取金相試樣,經打磨、拋光、腐蝕后進行組織分析。采用光學顯微鏡(VHX-900)觀察焊縫低倍微觀組織,采用掃描電子顯微鏡(JSM-6480)觀察高倍微觀組織。采用X射線衍射儀(D8 Advance)分析接頭相組成,使用能譜儀(TN-4700)分析接頭化學成分,并且對接頭進行了拉伸試驗和顯微硬度測試,以評價銀作為中間層的鋼/鋁激光焊焊接接頭的力學性能。使用HX-1000標準顯微硬度計,選用的壓力為100 g,打點間隔為0.15 mm,壓緊時間為10 s,HX-1000標準顯微硬度計通過計算壓痕對角線的長度,并與標準進行對比從而計算出壓痕所在位置組織的實際顯微硬度值。拉伸試驗時,將試樣兩端母材裝夾在CMT5205型電子萬能試驗機的上下裝夾裝置。拉伸過程中,記錄試樣拉斷時的最大載荷,并根據測量出的有效板厚計算接頭的抗拉強度。接頭抗拉強度由3個接頭抗拉強度平均值確定,加載速率為2 mm/min。
2 試驗結果與討論
2.1 焊縫表面成形
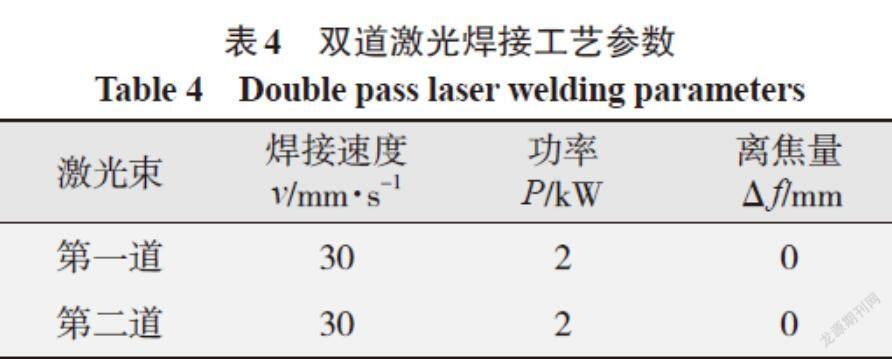
焊縫正反兩面成形情況如圖2所示。正面兩道焊縫均成形良好,波紋均勻且細致美觀,表面未見有氣孔、裂紋等明顯缺陷;反面焊縫亦成形良好,兩道焊縫均已完全熔透。
2.2 接頭微觀組織
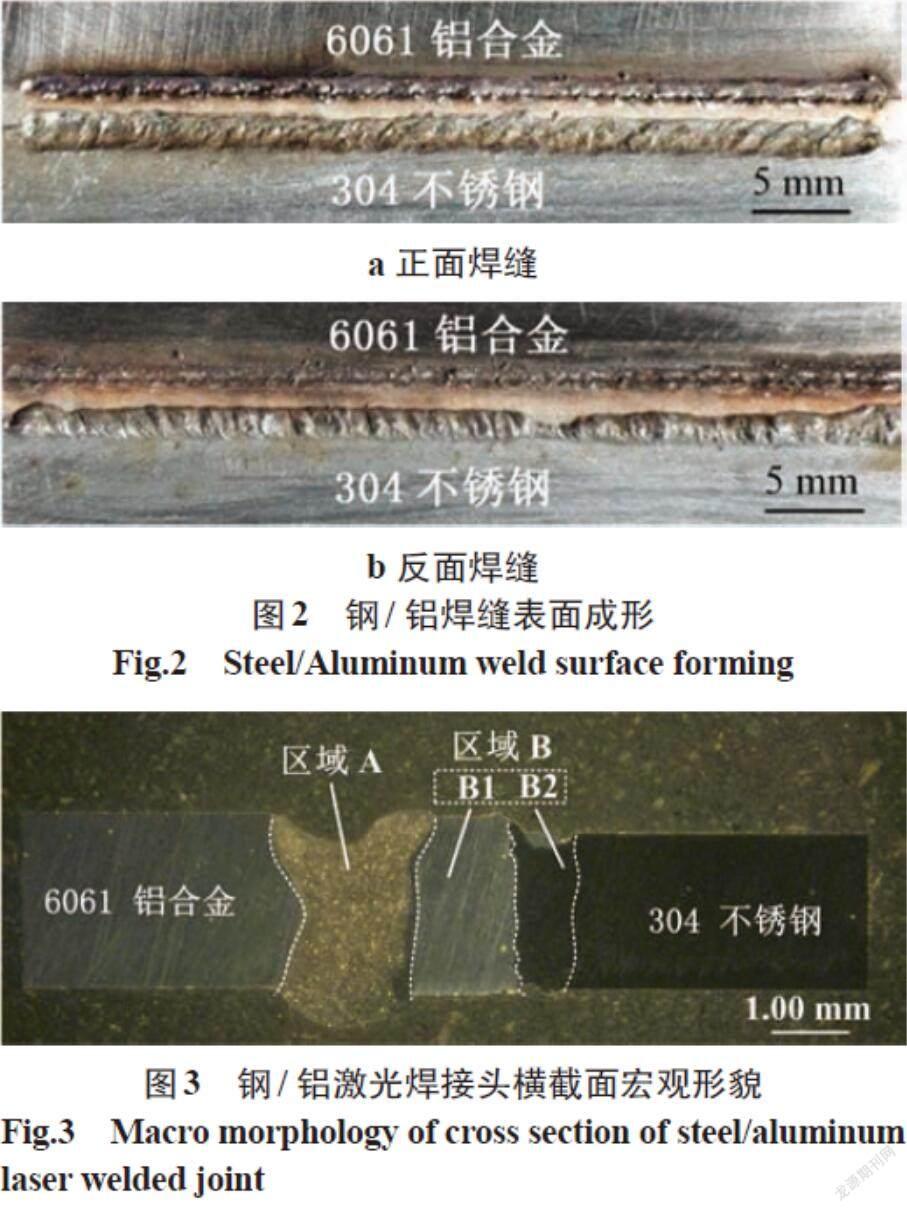
接頭橫截面的宏觀形貌如圖3所示。由圖可知,焊縫明顯分為兩個區域:靠近鋁一側為區域A、靠近鋼一側為區域B,兩個區域中間有明顯的界面分開。鋁與區域A的熔合線呈曲線,沿著板厚方向焊縫的熔寬有明顯變化,中間部分熔寬小。區域A和區域B之間的界面較為平直,區域B中明顯分為剩余銀區(B1)和局部熔化的不銹鋼區(B2),B1與B2的界面呈鋸齒狀。
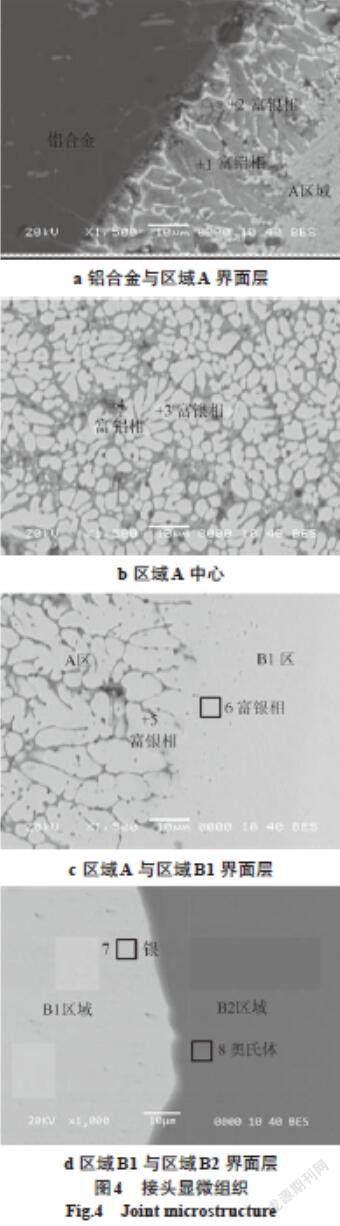
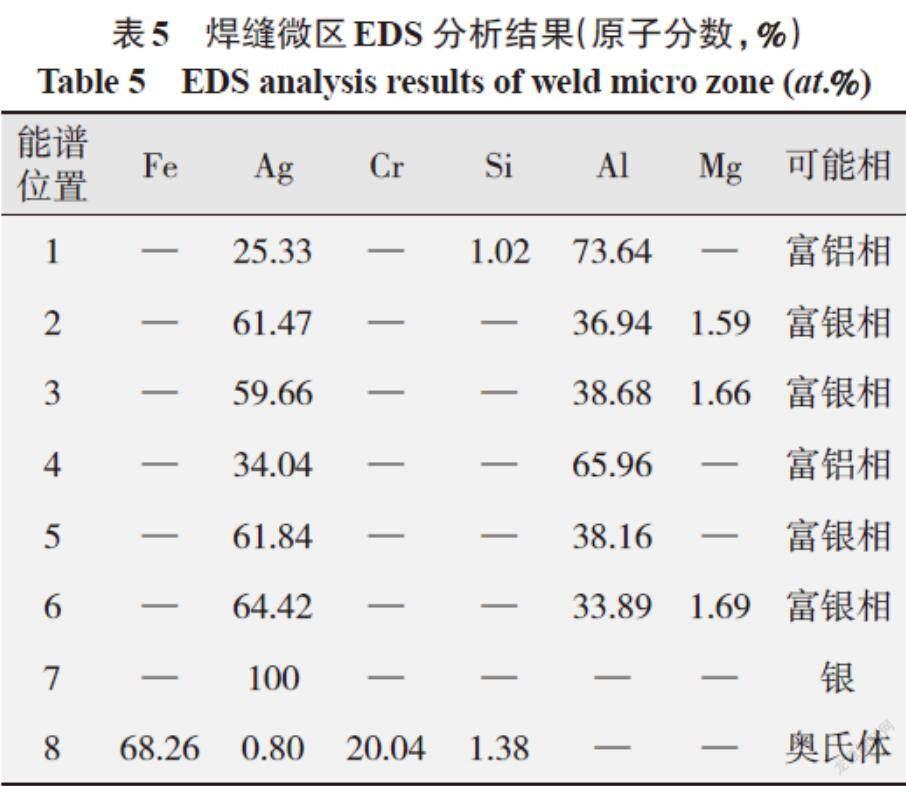
圖4a為區域A與鋁合金界面的掃描電鏡圖像,區域A與鋁合金界面處熔合良好,有界面反應層存在,結合EDS分析結果可知,靠近鋁合金界面處的區域A中的暗色組織為富鋁相(圖4a與表5中點1),亮色組織為富銀相(圖4a與表5中點2),二者構成典型的層片狀組織,進一步結合Ag-Al二元合金相圖[14]分析可知,富鋁相為α(Al)固溶體,富銀相為ξ固溶體。
由于區域A與鋁合金的界面反應層中Al含量較多,位于Ag-Al相圖的過共晶合金區,在熔池冷卻過程中,先從液相中結晶出α(Al)先共晶相,當溫度繼續下降發生共晶轉變時,形成了層片狀的共晶組織,其共晶α(Al)相依附于先共晶相長大難以分辨,因此在顯微形貌中發現富鋁相與富銀相二者以層片狀分布于區域A中,并且暗色富鋁相的數量較多。
圖4b為區域A中心區域的掃描電鏡圖像,結合EDS分析結果可知,圖4b中大量亮色的卵形晶粒為富銀相(圖4b與表5中點3),而沿晶界析出的為富鋁相(圖4b與表5中點4)。這是由于區域A中心區域距鋁合金較遠,Al含量降低,在激光熱源作用下,熔化后的熔池中液態金屬成分位于Ag-Al相圖中亞共晶合金區并且遠離共晶成分點,在熔池冷卻過程中先共晶相(ξ固溶體)數量較多,導致共晶成分中的ξ相依附于先共晶相長大,α(Al)相則沿著晶界析出,形成所謂的離異共晶現象。
圖4c為區域A和區域B1界面的掃描電鏡圖像,可以發現,界面處的晶粒形態和分布與區域A中的晶粒相同,并結合EDS分析結果(圖4c與表5中區域5、6)發現晶粒的相組成與區域A也相同,因此推測該界面處組織形成過程與區域A中組織的形成過程相同。
圖4d為區域B1與區域B2界面處的掃描電鏡圖像,可以看到有清晰的界面線,結合EDS分析結果可知,區域B1為純銀區(圖4d與表5中區域7),區域B2成分與母材相同為奧氏體區(圖4d與表5中區域8)。根據Ag-Fe相圖[14]可知,二者在液態、固態均互不相溶,因此在焊接過程中母材加熱熔化形成了鋼液與銀液,在隨后的冷卻過程中,鋼液首先凝固形成奧氏體區(區域B2),銀液隨后凝固形成純銀區(區域B1),產生明顯的分層現象。
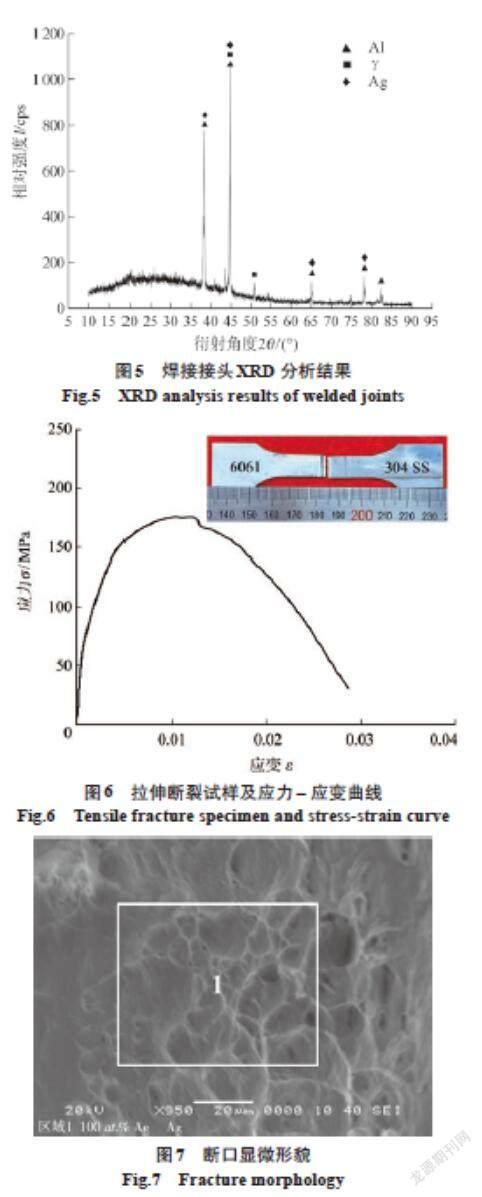
為了進一步確定焊縫相組成類型,對焊接接頭的焊縫區域進行XRD衍射分析,結果如圖5所示。焊縫相主要由富鋁相、富銀相和奧氏體組成,未出現Fe-Al脆性金屬間化合物,XRD分析結果與能譜分析結果相一致。
2.3 接頭力學性能
拉伸試驗的典型結果如圖6所示。可以看出試樣在焊縫處發生斷裂,試樣抗拉強度為175.59 MPa,斷后伸長率接近為3%。
在掃描電子顯微鏡下觀察斷口顯微形貌(見圖7),發現斷口處存在較多韌窩,呈現微孔聚集性斷裂特征,為典型的韌性斷裂。EDS分析結果顯示Ag所占原子比為100 at.%,因此確定斷裂位置在純銀區(區域B1)。
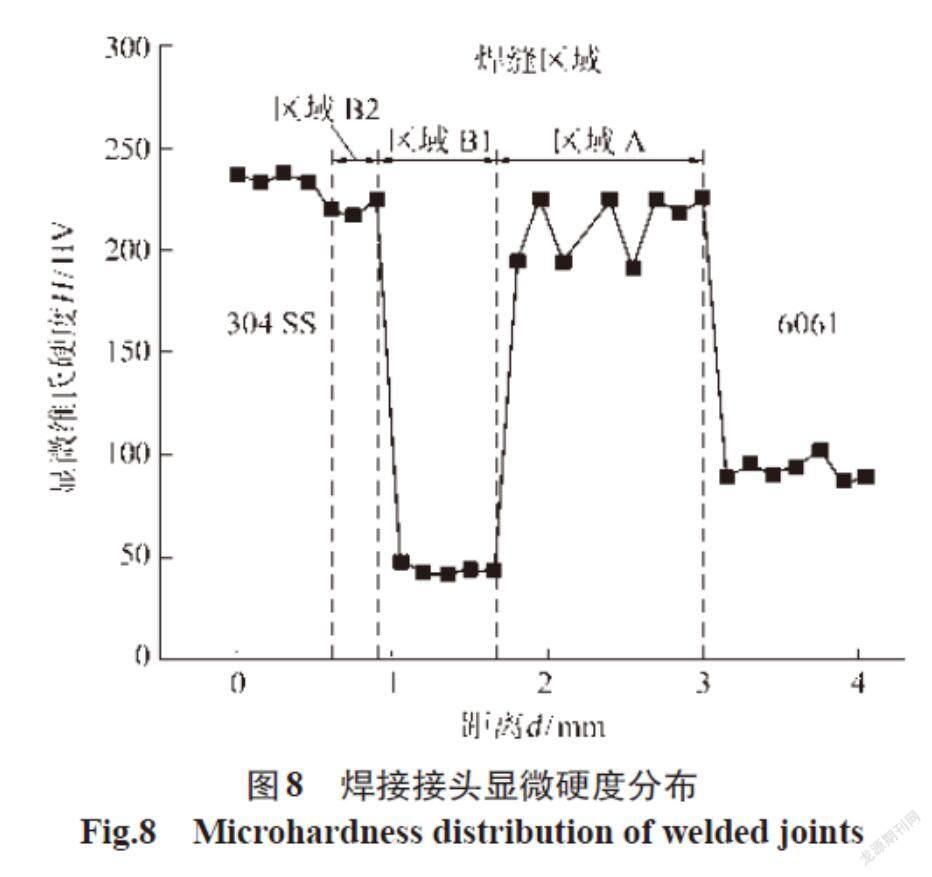
焊接接頭顯微硬度分布曲線如圖8所示,顯微硬度分布極不均勻,區域B1顯微硬度最低,是接頭中最薄弱的區域,因此焊接接頭在該區域發生斷裂,這主要是因為區域B1由強度較低的銀組成。
3 結論
(1)采用2 mm厚度的銀作為中間層,通過激光雙道焊接的方法實現了鋼/鋁異種金屬的焊接,焊縫成形良好,表面無氣孔、裂紋等缺陷。
(2)采用銀作為中間層,抑制Fe與Al的互擴散,避免生成脆性金屬間化合物。顯微組織主要是由富銀相ξ與富鋁相的混合物、銀和奧氏體組成。
(3)焊接接頭的抗拉強度為175.59 MPa,斷裂發生在純銀區,為韌性斷裂,純銀區(B1區)是接頭中力學性能最薄弱的區域。
參考文獻:
[1]龍江啟,蘭鳳崇,陳吉清.車身輕量化與鋼/鋁一體化結構新技術的研究進展[J]. 機械工程學報,2008,44(6):27-35.
[2]韋竺施,崔麗,賀定勇,等.鋼/鋁異種合金激光深熔焊接頭界面金屬間化合物的EBSD研究[J]. 材料工程,2018(7):113-120.
[3]張秉剛,何景山,曾如川,等. LF2鋁合金與Q235鋼加入中間Cu層電子束焊接接頭組織及形成機理[J]. 焊接學報,2007(6):37-40.
[4]雷振,秦國梁,林尚揚,等.基于激光-MIG復合熱源的5A02鋁合金/鍍鋅鋼熔-釬焊[J]. 機械工程學報,2009,45(3):94-98.
[5]Xue J Y,Li Y X,Chen H,et al. Wettability,microstructure and properties of 6061 aluminum alloy/304 stainless steel butt joint achieved by laser-metal inert-gas hybrid welding-brazing[J]. Transactions of Nonferrous Metals Society of China,2018(28):1938-1946.
[6]Liu J,Jiang S C,Shi Y,et al. Laser fusion-brazing of aluminum alloy to galvanized steel with pure Al filler powder[J]. Optics & Laser Technology,2015(66):1-8.
[7]Liu S,Suzumura A,Ikeshoji T T,et al. Brazing of Stain-less Steel to Various Aluminum Alloys in Air[J]. JSME Inter-national Journal Series A,2005,48(4):420-425.
[8]Wang T H,Komarasamy M,Liu K M,et al. Friction stir butt welding of strain-hardened aluminum alloy with high strength steel[J]. Materials Science and Engineering:A,2018(737):85-89.
[9]王希靖,鄧向斌,王磊. Q235鋼板與6082鋁合金攪拌摩擦焊工藝[J]. 焊接學報,2016,37(1):99-102.
[10]石銘霄,趙健,陳書錦,等. 激光偏束焊對鈮/鋼接頭組織及性能的影響[J]. 焊接學報,2017,38(3):41-44.
[11]Yan F,Wang X W,Chai F,et al. Improvement of microst-ructure and performance for steel/Al welds produced by magnetic field assisted laser welding[J]. Optics & Laser Technology,2019(113):164-170.
[12]Li L Q,Xia H B,Tan C W,et al. Influence of laser power on interfacial microstructure and mechanical properties of laser welded-brazed Al/steel dissimilar butted joint[J]. Journal of Manufacturing Processes,2018(32):160-174.
[13]林剛,林慧國,趙玉濤. 鋁合金應用手冊[M]. 北京:機械工業出版社,2006:465.
[14]唐仁政,田榮璋. 二元合金相圖及中間相晶體接頭[M]. 長沙:中南大學出版社,2009:11,19.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2020年13期)2020-08-24 08:22:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造業自動化(2017年2期)2017-03-20 14:26:13
濰坊學院學報(2016年2期)2016-12-01 13:00:11
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新聞傳播(2015年11期)2015-07-18 11:15:04
電測與儀表(2015年5期)2015-04-09 11:30:52
