基于磨料水射流拋光鋁合金質(zhì)量的研究
2021-10-20 05:30:46張麗
內(nèi)燃機(jī)與配件 2021年20期
關(guān)鍵詞:影響因素
張麗







摘要:磨料水射流拋光鋁合金表面質(zhì)量的影響因素較多,本文分析了射流壓力、靶距、噴射角度和磨料流量四個(gè)工藝參數(shù)對(duì)拋光質(zhì)量的影響,利用正交實(shí)驗(yàn)和極差分析法,研究了該工藝參數(shù)對(duì)磨料水射流拋光鋁合金工件表面粗糙度的影響主次順序?yàn)榘芯唷⑸淞鲏毫Α⒛チ狭髁俊娚浣嵌取2⑦\(yùn)用多元回歸分析法,建立工件表面粗糙度與影響因素間的經(jīng)驗(yàn)?zāi)P停瑢?duì)鋁合金汽車輪轂表面處理具有很大的實(shí)用價(jià)值。
Abstract: There are many factors that affect the surface quality of aluminum alloy by abrasive water jet polishing. This paper analyzes the influence of four process parameters, namely jet pressure, target distance, jet angle and abrasive flow rate, on the polishing quality. By using the orthogonal experiment and range analysis method, it has found that the main order of the influence of these process parameters on the surface roughness of aluminum alloy workpiece by abrasive water jet polishing is target distance, jet pressure, jet angle and abrasive flow rate Abrasive flow rate, jet angle. The empirical model between workpiece surface roughness and influencing factors is established by multiple regression analysis, which has great practical value for surface treatment of aluminum alloy automobile wheel hub.
關(guān)鍵詞:磨料水射流;拋光;影響因素;回歸分析法
Key words: abrasive water jet;polishing;influencing factors;regression analysis
中圖分類號(hào):TG664? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻(xiàn)標(biāo)識(shí)碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號(hào):1674-957X(2021)20-0050-03
0? 引言
磨料水射流拋光[1]是通過高壓水束帶動(dòng)磨料粒子沖擊工件,在水的沖擊力及磨料棱角與工件的摩擦作用下,達(dá)到去除材料的目的,實(shí)現(xiàn)工件的拋光處理,磨料顆粒拋光原理[2]如圖1所示。磨料水射流拋光裝置中,由于噴嘴的旋轉(zhuǎn)較難實(shí)現(xiàn),常采用工件旋轉(zhuǎn)的方式,實(shí)現(xiàn)對(duì)整個(gè)工件表面的加工處理,工件的裝夾一般選專用夾具使工件固定于工作平臺(tái)上,并與噴嘴間形成一個(gè)加工角度,射流以角噴射至工件表面,使噴出的磨料顆粒不是直接垂直切入工件,而是沿切向方向?qū)崿F(xiàn)對(duì)工件表面的剪切或微切削加工,使材料有較小的去除量,d為入射距離(靶距),為射流半徑,磨料水射流拋光裝置原理如圖2所示。
1? 磨料水射流表面處理試驗(yàn)
1.1 試驗(yàn)裝置
本文采用圖3所示HJ300精密磨料水射流加工系統(tǒng)研究射流壓力、入射角度、靶距以及磨料流量對(duì)工件表面粗糙度的影響。實(shí)驗(yàn)選用汽車輪轂用A356鋁合金[3]作為表面拋光材料,如圖4所示為鋁合金表面處理試件。實(shí)驗(yàn)用磨料選擇sic微粉,選用后混合式磨料水射流噴嘴對(duì)鋁合金表面的進(jìn)行表面處理,水噴嘴直徑為?準(zhǔn)0.5mm,聚焦管采用特殊設(shè)計(jì)的準(zhǔn)矩形擴(kuò)散噴嘴(長1.2mm×0.5mm),聚焦管長度為50mm。
1.2 試驗(yàn)因素及因素水平的確定
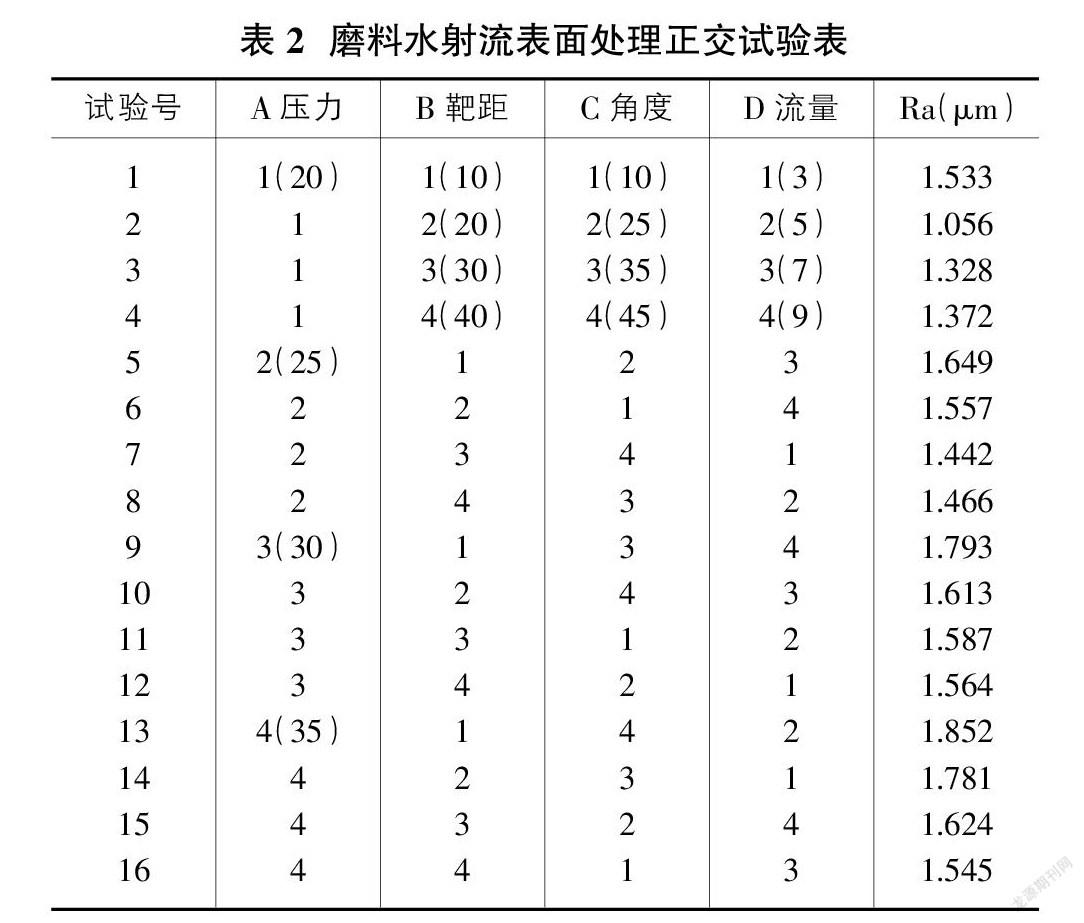
按表1所示的加工參數(shù),通過調(diào)整射流壓力、靶距、噴射角度、磨料流量等參數(shù)對(duì)鋁合金試件表面進(jìn)行拋光處理,根據(jù)不同工藝參數(shù),進(jìn)行16次實(shí)驗(yàn)加工,并對(duì)試件進(jìn)行編號(hào)。實(shí)驗(yàn)前,使用表面粗糙度測(cè)量?jī)x對(duì)試件加工區(qū)域進(jìn)行表面粗糙度測(cè)量,采用不同工藝參數(shù)拋光后,對(duì)每個(gè)區(qū)域進(jìn)行粗糙度測(cè)量。
本文為了得到最優(yōu)的零件表面質(zhì)量,采用正交試驗(yàn)法[4]得出各因素的最佳工藝參數(shù),磨料水射流表面處理鋁合金試驗(yàn)因素水平表如表1所示。
選擇恰當(dāng)?shù)恼槐頃r(shí),按照磨料水射流表面處理試驗(yàn)因素水平表,本文選用L16(44)正交表,如表2所示。
2? 試驗(yàn)極差分析
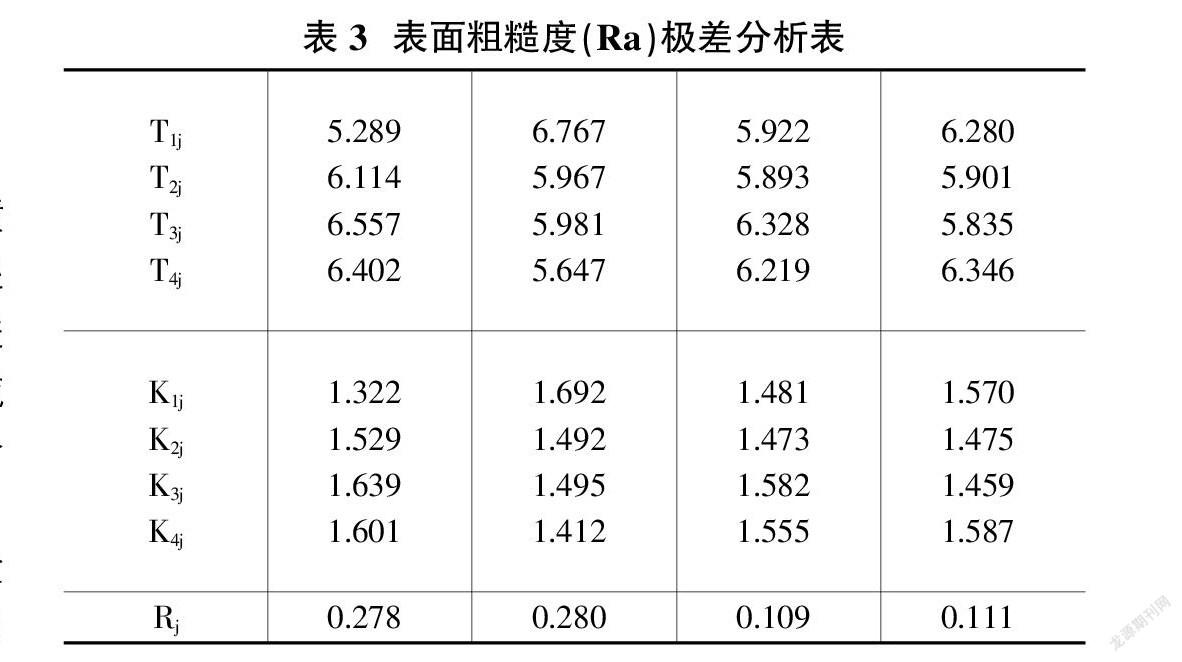
進(jìn)行極差分析時(shí),首先計(jì)算各個(gè)因素的水平總值T,T為16次試驗(yàn)結(jié)果總和。按下列公式計(jì)算:
式中:Tij——第j個(gè)因素的所有i水平指標(biāo)的總值。
Kij——第j個(gè)因素的所有i水平指標(biāo)的平均值。
根據(jù)某因素的水平平均值可求出該因素的極差,極差大表明該因素影響大,即為主要因素;極差小說明該因素的影響小,為次要因素[5]。經(jīng)計(jì)算得出表面粗糙度極差分析表3。
式中:Rj——第j列因素的水平改變對(duì)試驗(yàn)結(jié)果的影響大小。
各因素對(duì)表面粗糙度影響的主次順序?yàn)椋?/p>
主→次? ? ? ?B;A;D;C
磨料水射流對(duì)鋁合金工件表面處理后,表面粗糙度的工藝優(yōu)化結(jié)果如表3所示。極差分析結(jié)果表明,由于■,因此四種因素對(duì)表面處理后粗糙度的影響主次順序?yàn)榘芯郤→射流壓力P→磨料流量M→噴射角度D。在本實(shí)驗(yàn)中,期望表面處理后,粗糙度值越小越好,所以選擇平均極差最小值K11、K23、K34、K42,即取水平A1、B2、C2、D3。
3? 建立回歸數(shù)學(xué)模型
假設(shè)影響表面處理鋁合金表面粗糙度的主要參數(shù)為射流壓力P、靶距S、噴射角度D、磨料流量M滿足關(guān)系式:
其中,R——表面粗糙度,?滋m;
K——與材料有關(guān)的系數(shù);
a1、a2、a3、a4——待定系數(shù)。
對(duì)式(3)兩邊取對(duì)數(shù)得:
(4)
其中,?著表示數(shù)學(xué)期望為零的隨機(jī)向量(i=1,2,3,4)。
令
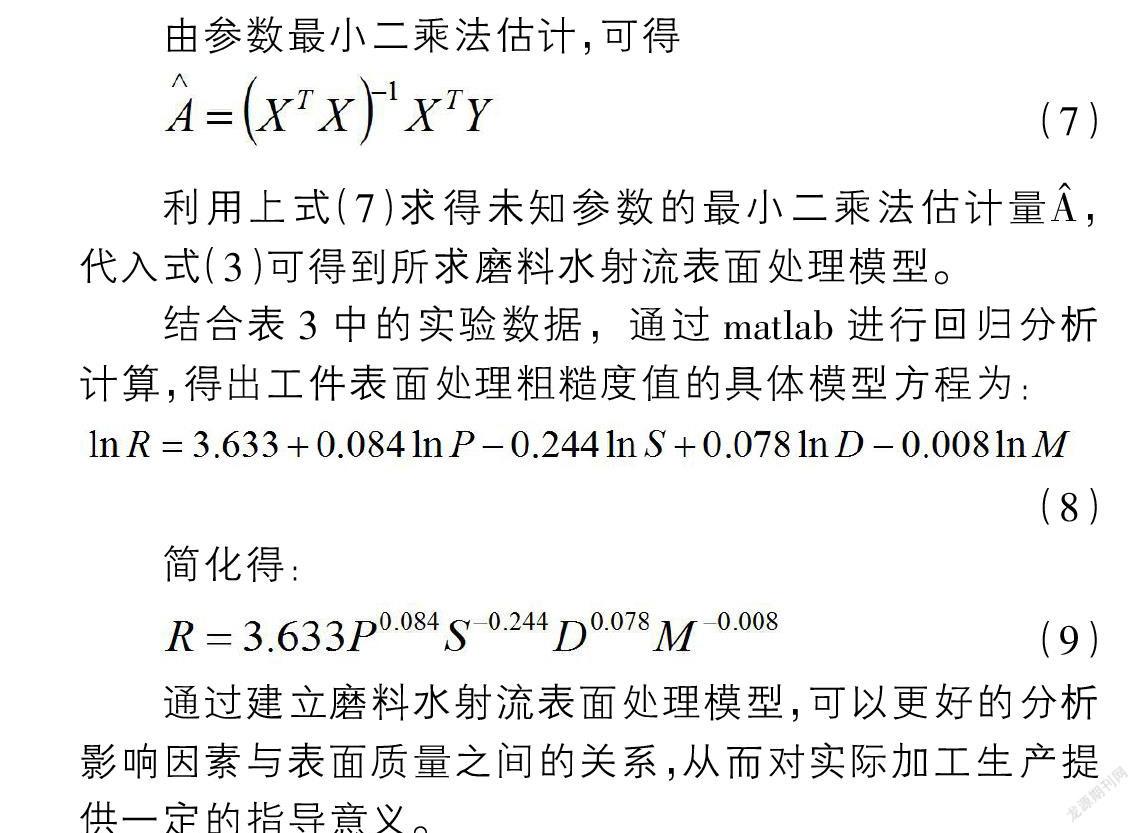
由參數(shù)最小二乘法估計(jì),可得
利用上式(7)求得未知參數(shù)的最小二乘法估計(jì)量,代入式(3)可得到所求磨料水射流表面處理模型。
結(jié)合表3中的實(shí)驗(yàn)數(shù)據(jù),通過matlab進(jìn)行回歸分析計(jì)算,得出工件表面處理粗糙度值的具體模型方程為:
(8)
簡(jiǎn)化得:
通過建立磨料水射流表面處理模型,可以更好的分析影響因素與表面質(zhì)量之間的關(guān)系,從而對(duì)實(shí)際加工生產(chǎn)提供一定的指導(dǎo)意義。
4? 結(jié)論
通過實(shí)驗(yàn)研究了磨料水射流拋光鋁合金汽車輪轂時(shí)的主要工藝參數(shù)對(duì)表面處理質(zhì)量的影響。結(jié)果表明:
利用正交實(shí)驗(yàn)和極差分析方法,分析了水射流壓力、靶距、噴射角度和磨料流量對(duì)磨料水射流拋光鋁合金表面粗糙度的影響程度。極差分析結(jié)果表明,四種因素對(duì)表面粗糙度的影響主次順序依次為:靶距S→射流壓力P→磨料流量M→噴射角度D。
本文利用回歸分析方法,建立了磨料水射流表面處理鋁合金汽車輪轂表面粗糙度的經(jīng)驗(yàn)?zāi)P汀T摶貧w模型具有高度擬合性,可以用來預(yù)測(cè)和控制鋁合金汽車輪轂表面處理質(zhì)量。
參考文獻(xiàn):
[1]沈忠厚.水射流理論及技術(shù)[M].北京:北京石油大學(xué)出版社,1998.
[2]車翠蓮,黃傳真,朱洪濤,李全來,劉麗芳.磨料水射流拋光技術(shù)的研究現(xiàn)狀[J].工具技術(shù),2007(10):14-16.
[3]李曉敏.我國汽車鋁合金輪毅發(fā)展現(xiàn)狀[J].輕合金加工技術(shù),2003(9):12-13.
[4]劉瑞江,張業(yè)旺,聞崇煒,湯建.正交試驗(yàn)設(shè)計(jì)和分析方法研究[J].實(shí)驗(yàn)技術(shù)與管理,2010(09):52-55.
[5]何少華,文竹青,婁濤.試驗(yàn)設(shè)計(jì)與數(shù)據(jù)處理[M].長沙:國防科技大學(xué)出版社,2002.
猜你喜歡
現(xiàn)代經(jīng)濟(jì)信息(2016年19期)2016-10-20 18:46:44
現(xiàn)代經(jīng)濟(jì)信息(2016年19期)2016-10-20 18:12:28
現(xiàn)代經(jīng)濟(jì)信息(2016年19期)2016-10-20 16:20:30
中國科技博覽(2016年19期)2016-10-19 13:33:22
中國科技博覽(2016年18期)2016-10-19 10:49:54
中國科技博覽(2016年18期)2016-10-19 08:16:45
中國科技博覽(2016年18期)2016-10-19 06:39:44
中國市場(chǎng)(2016年36期)2016-10-19 03:54:01
中國市場(chǎng)(2016年35期)2016-10-19 02:30:10
商(2016年27期)2016-10-17 07:09:07