超聲插切Nomex蜂窩芯試驗研究*
2021-10-16 06:07:50孫丁一康仁科王毅丹董志剛
航空制造技術(shù) 2021年17期
孫丁一,康仁科,王毅丹,董志剛
(大連理工大學(xué)精密與特種加工教育部重點實驗室,大連 116024)
Nomex 蜂窩芯材料以其優(yōu)異的比強度、比剛度特性而廣泛應(yīng)用于飛機地板、襟翼、整流罩和天線罩等關(guān)鍵部位[1-3],是實現(xiàn)飛機機體結(jié)構(gòu)減重、降噪、透波等功能的重要材料。針對不同的使用需求,蜂窩芯材料需要進行大量的切削加工,以獲得設(shè)計的結(jié)構(gòu)尺寸和形狀。但Nomex 蜂窩芯材料是一種典型的難加工材料,蜂窩芯材料沿孔格的軸向有高的強度和剛度,但其橫向的可伸縮量大、剛度較低[4-5],切削加工中蜂窩芯孔格易變形,且芳綸纖維強度高、難以切斷,對切削加工提出了更大的挑戰(zhàn)。
Nomex 蜂窩芯構(gòu)件中,沿孔格軸向的輪廓邊界是常見的典型特征結(jié)構(gòu),包括蜂窩芯構(gòu)件邊緣輪廓邊界、沉槽與凸臺結(jié)構(gòu)的直線和曲線輪廓邊界,具有數(shù)量多、加工質(zhì)量不易控制的特點,常用的超聲切削與高速銑削加工均難以滿足其加工需求。高速銑削存在切削力大[6]、易產(chǎn)生孔格的變形與撕裂、甚至產(chǎn)生壓潰等問題,影響工件的表面質(zhì)量[7],且高速銑削過程中刀具磨損嚴重[8]。超聲切削加工Nomex 蜂窩芯技術(shù)以其切削力小、加工質(zhì)量高、生產(chǎn)效率高、環(huán)境友好等特點,越來越廣泛地應(yīng)用于航空航天制造領(lǐng)域[9]。但是,蜂窩芯構(gòu)件沿孔格軸向的直線輪廓邊界的超聲切削,受直刃尖刀長度限制過深的直邊難以一次加工成型;沿孔格軸向的曲線輪廓邊界受直刃尖刀結(jié)構(gòu)限制,加工過程中易產(chǎn)生過切或讓刀現(xiàn)象[10-13],且數(shù)控加工編程復(fù)雜。
插切加工是Nomex 蜂窩芯構(gòu)件輪廓邊界的一種新型加工方式[14],加工原理與套料加工類似,使用插切刀具沿設(shè)定工作軌跡插切出包含所需輪廓邊界的一系列圓弧,將多余材料片除后獲得所需輪廓邊界。插切加工輪廓邊界的方法相比傳統(tǒng)高速銑削,能夠有效減少加工缺陷;使用長的插切刀具可以簡便地實現(xiàn)大深度輪廓邊界的加工。但普通的插切加工方式仍存在切削力大、已加工表面不均勻等問題,同時還存在蜂窩芯切屑排屑困難、易堵塞刀具等情況。
硬脆材料的套料加工與Nomex 蜂窩芯材料的插切加工具有相同的刀具運動形式。現(xiàn)有研究表明,硬脆材料的超聲套料加工對比非超聲加工能夠提高加工效率、降低切削力、減少出口位置的加工缺陷[15-17];弱剛度食品的超聲切割中,刀具的超聲振動減小了食品切割的切削力、提高了切割質(zhì)量[18-20];但硬脆材料的超聲插切和食品的超聲切割,在切削機理和材料性能方面與Nomex蜂窩芯的插切有較大區(qū)別,其研究結(jié)果并不能完全適用于Nomex 蜂窩材料的插切加工。針對Nomex 蜂窩芯構(gòu)件輪廓邊界常用的加工方法在已加工表面質(zhì)量、切削力等方面存在的問題,本文在插切加工的基礎(chǔ)上提出了一種超聲插切的加工方法,通過在切削刃處產(chǎn)生大振幅軸向超聲振動,將超聲作用施加于切削過程。搭建了超聲插切試驗臺,試驗研究了超聲插切加工中切削力以及插切切口質(zhì)量的影響因素,分析了超聲插切中刀具與工件的相對運動關(guān)系與切削力。
1 試驗設(shè)計與方案
Nomex 蜂窩芯沉槽結(jié)構(gòu)的曲線輪廓邊界是超聲插切加工的典型應(yīng)用場景,具體加工過程如圖1 所示。超聲插切加工中,插切刀具在超聲振動系統(tǒng)的帶動下于切削刃處產(chǎn)生大振幅的軸向超聲振動,與插切刀具的旋轉(zhuǎn)運動、進給運動共同完成蜂窩芯材料的一次超聲插切加工。插切刀具沿設(shè)定工作軌跡循環(huán)進行多次超聲插切加工后,插切出包含所需曲線輪廓邊界的一系列圓弧,將多余材料片除后獲得沉槽結(jié)構(gòu)的曲線輪廓邊界。在每個插切位置的插切加工中,刀具的進給運動為插切刀具自工件上方沿蜂窩芯材料孔格軸向進給,插切至設(shè)定深度后,快速退刀,完成一次插切。
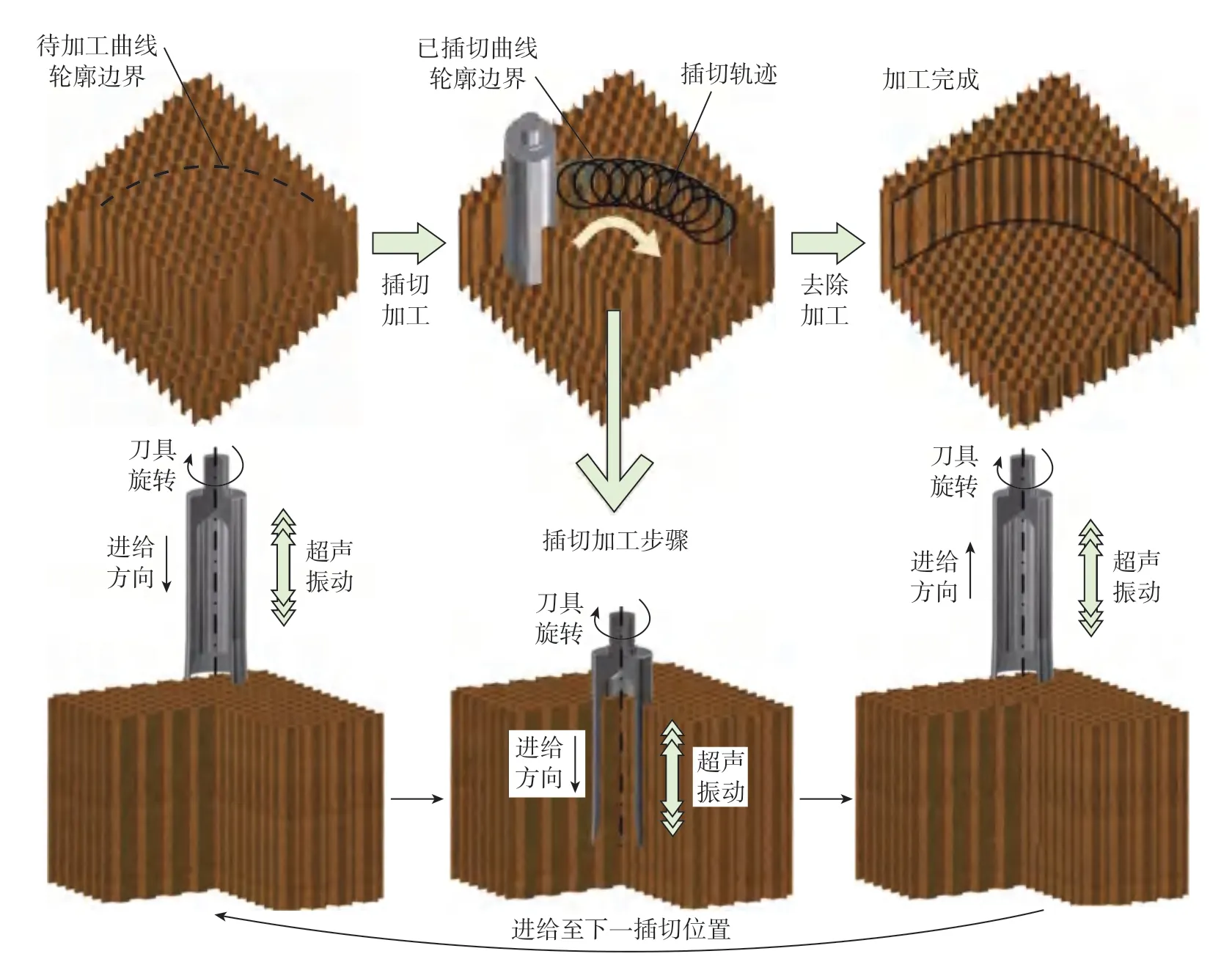
圖1 超聲插切加工曲線輪廓邊界示意圖Fig.1 Schematic diagram of ultrasonic trepanning curve edge
試驗用刀具為自行研制的90mm 長超聲插切刀具,有效插切深度75mm,刀具外徑19mm,刀具結(jié)構(gòu)如圖2(a)所示,外形如圖2(b)所示。超聲插切刀具通過螺紋連接于超聲切削專用刀柄;為避免插切刀具與已加工表面劃擦,損傷已加工表面,將刀具前部設(shè)計為喇叭狀開口,其中,γ=70°、α=2°;刀具內(nèi)部中空結(jié)構(gòu)用于容納插切加工產(chǎn)生的蜂窩芯切屑。
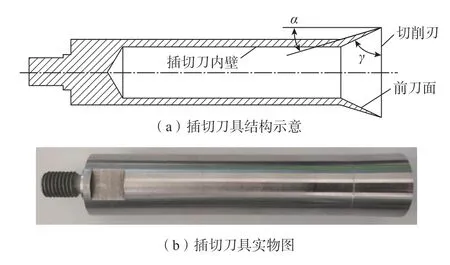
圖2 超聲插切刀具Fig.2 Ultrasonic trepanning tool
試驗樣件為牌號NH-1-1.83-29 的Nomex 蜂窩芯材料,蜂窩芯密度29kg/m3,孔格邊長1.83mm。樣件大小為60mm×50mm×50mm。
Nomex 蜂窩芯超聲插切試驗在凝華NHM800 型數(shù)控雕銑機上進行,試驗現(xiàn)場加工設(shè)備與測力儀如圖3 所示。其中,A為插切刀具超聲振幅;vf為插切刀具進給速度;n為插切刀具轉(zhuǎn)速。試驗使用本團隊自主研制的超聲振動系統(tǒng),包括插切刀具、超聲切削專用刀柄與大功率超聲電源。超聲切削專用刀柄用于將超聲電源輸出的15~40kHz 高頻功率電信號轉(zhuǎn)變?yōu)闄C械振動,并對超聲振幅進行放大;插切刀具安裝于超聲切削專用刀柄前端,加工時刀刃輸出大振幅軸向超聲。工件采用雙面膠粘接的方式固持在夾具中央位置,再將夾具安裝于測力儀上,測量切削過程中的切削力。
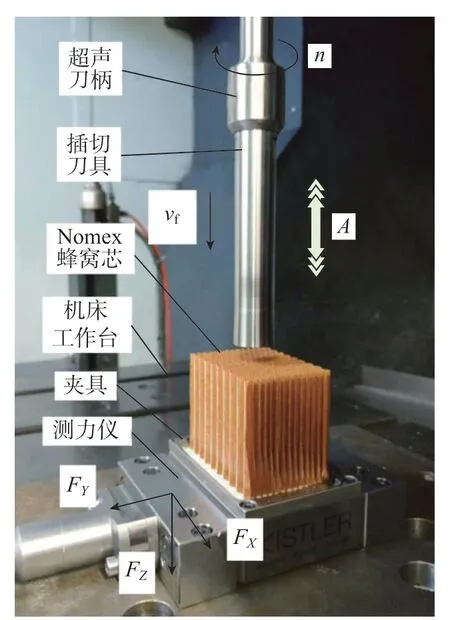
圖3 Nomex 蜂窩超聲插切試驗現(xiàn)場Fig.3 Ultrasonic trepanning experiment site of Nomex honeycomb core
為研究插切加工中切削力以及切口質(zhì)量的變化規(guī)律,進行了有無超聲振動下,不同刀具轉(zhuǎn)速和進給速度的插切試驗,為了減小干擾因素的影響,每組試驗進行3 次。試驗中超聲振動頻率f為20.06kHz。設(shè)定的插切深度為40mm。超聲插切試驗參數(shù)見表1。
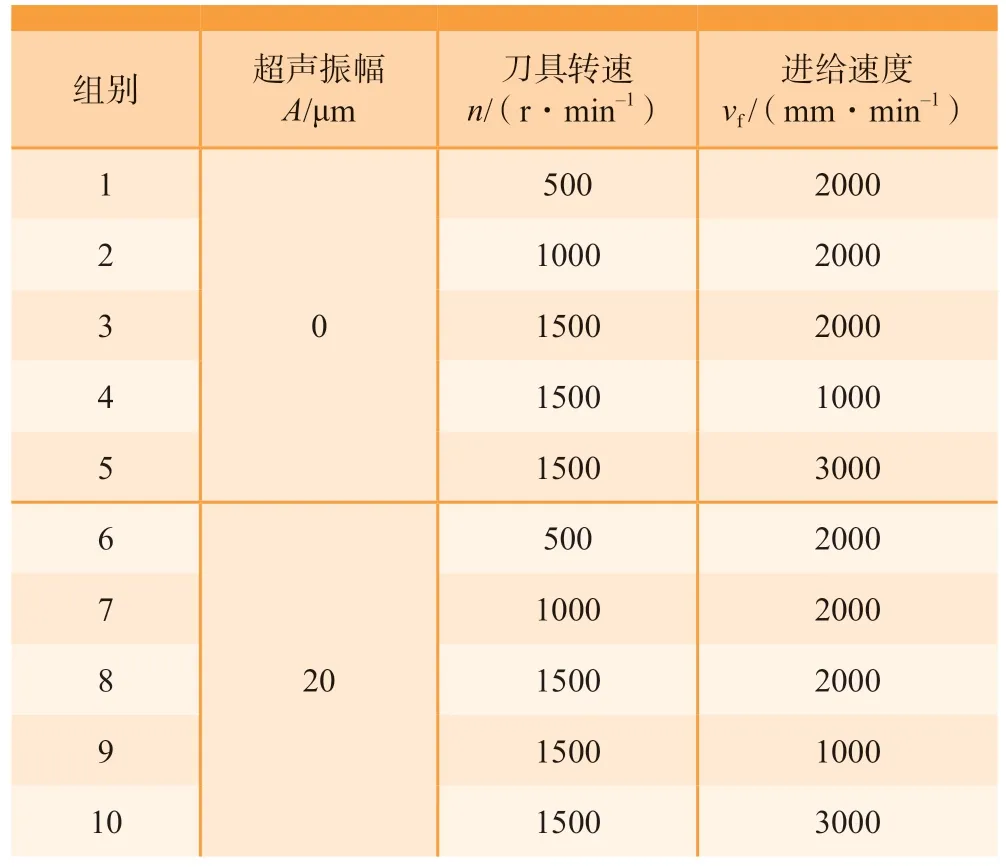
表1 超聲插切Nomex 蜂窩芯試驗參數(shù)Table 1 Experimental parameters of ultrasonic trepanning
本試驗使用基恩士LK-H025 型激光位移傳感器測量刀具振幅,采用Kistler-9119AA2 型測力儀對切削力進行測量,使用基恩士VHX-600E 型超景深顯微鏡對Nomex 蜂窩超聲插切已加工表面質(zhì)量進行觀測。
2 試驗結(jié)果與分析
2.1 插切切削力結(jié)果與分析
因X與Y方向切削力較小,可以忽略,Z方向力為主要切削力,對蜂窩芯加工質(zhì)量有直接的影響,故本文僅研究Z方向切削力。圖4 為n=1500r/min、vf=1000 mm/min 時,振幅為20μm 的超聲插切加工與無超聲振動的傳統(tǒng)插切加工切削力曲線。

圖4 插切切削力曲線Fig.4 Trepanning force curves
插切加工Nomex 蜂窩芯的切削力曲線可以分為3個階段:切入階段、穩(wěn)定切削階段和退刀階段。切入階段,隨插切深度增加,切削力逐漸增大,超聲插切平均切削力對比傳統(tǒng)插切減小31%;穩(wěn)定切削階段,隨插切深度的進一步增加,切削力總體趨勢保持穩(wěn)定,有小幅波動存在,超聲插切平均切削力對比傳統(tǒng)插切減小29%;退刀階段為插切至設(shè)定深度后,快速退刀,切削力迅速減小至0.2N 左右,并保持至退刀完成,此階段切削力較小,有無超聲振動的切削力曲線未觀察到明顯區(qū)別。
進一步選取插切試驗中穩(wěn)定切削階段的平均切削力為研究對象,對不同加工參數(shù)下有無超聲振動的切削力進行對比分析。
不同刀具轉(zhuǎn)速下有無超聲振動的插切切削力曲線如圖5 所示,在進給速度2000mm/min、刀具轉(zhuǎn)速500~1500r/min 時,各加工參數(shù)下,超聲振幅為20μm 的插切加工相對傳統(tǒng)插切加工,切削力均有19%左右的降低,超聲作用顯著;隨著插切刀具轉(zhuǎn)速由500r/min 增加至1500r/min,插切加工的切削速度增加,有無超聲振動的插切加工切削力均減小20%左右。
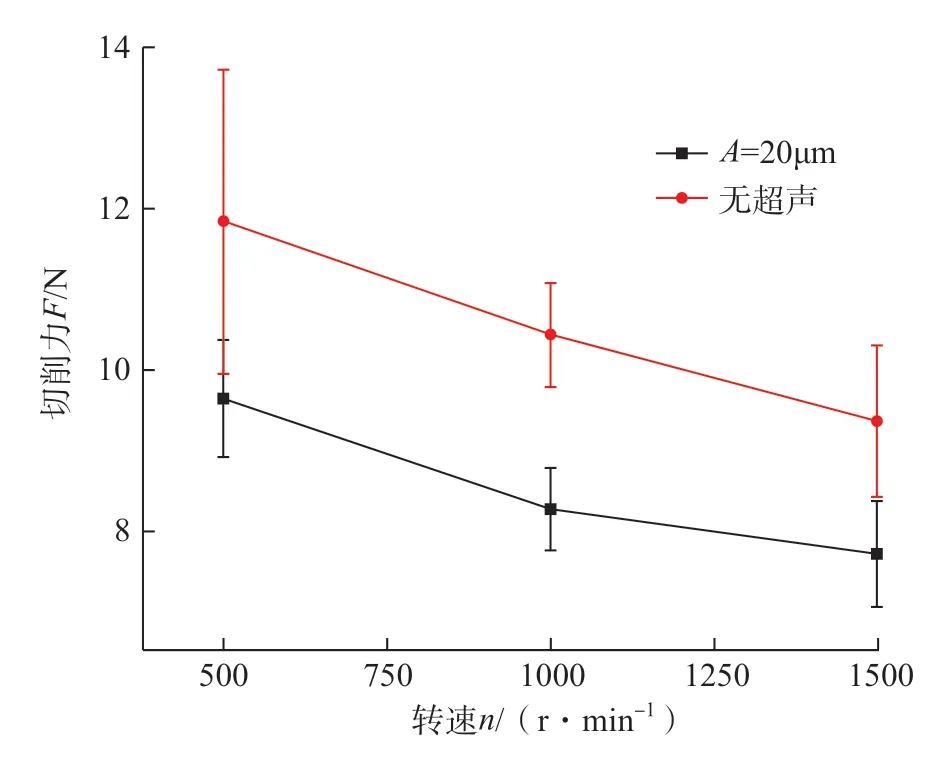
圖5 不同轉(zhuǎn)速下的插切切削力Fig.5 Comparison of trepanning forces at different spindle speeds
圖6 為不同進給速度下有無超聲振動的插切切削力曲線,超聲振幅為20μm 的插切加工相對傳統(tǒng)插切加工,在刀具轉(zhuǎn)速1500r/min、進給速度1000~3000mm/min時切削力均有21%左右的減小,超聲振動顯著降低了切削力;隨進給速度由1000mm/min 增加至3000mm/min,單位時間內(nèi)插切加工的切削量增大,超聲振幅為20μm 插切加工切削力增大14%,無超聲振動的傳統(tǒng)插切加工切削力增大19%。
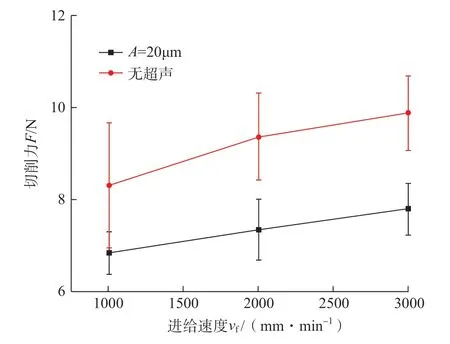
圖6 不同進給速度下插切切削力Fig.6 Comparison of trepanning forces at different feed speeds
2.2 插切質(zhì)量分析
切削力的變化必然會對加工質(zhì)量產(chǎn)生影響,為研究超聲振動對Nomex 蜂窩芯插切質(zhì)量影響,將切屑去除后,使用超景深顯微鏡對插切位置工件一側(cè)切口進行觀測。
2.2.1 典型插切特征
圖7 為n=1500 r/min、vf=1000 mm/min 時有無超聲振動的插切切口顯微照片,圖7(a)為無超聲振動的傳統(tǒng)插切切口,圖7(b)為A=20μm 的超聲插切切口。傳統(tǒng)插切切口有明顯波浪狀起伏,與理想的直邊偏差較大,放大觀測切口邊緣存在毛刺;超聲插切切口邊緣整齊,接近理想的直邊,放大觀測無毛刺存在。對比發(fā)現(xiàn),在同一加工參數(shù)下超聲振動的引入顯著改善了插切加工切口質(zhì)量、使切口更加平直,無毛刺等加工缺陷。
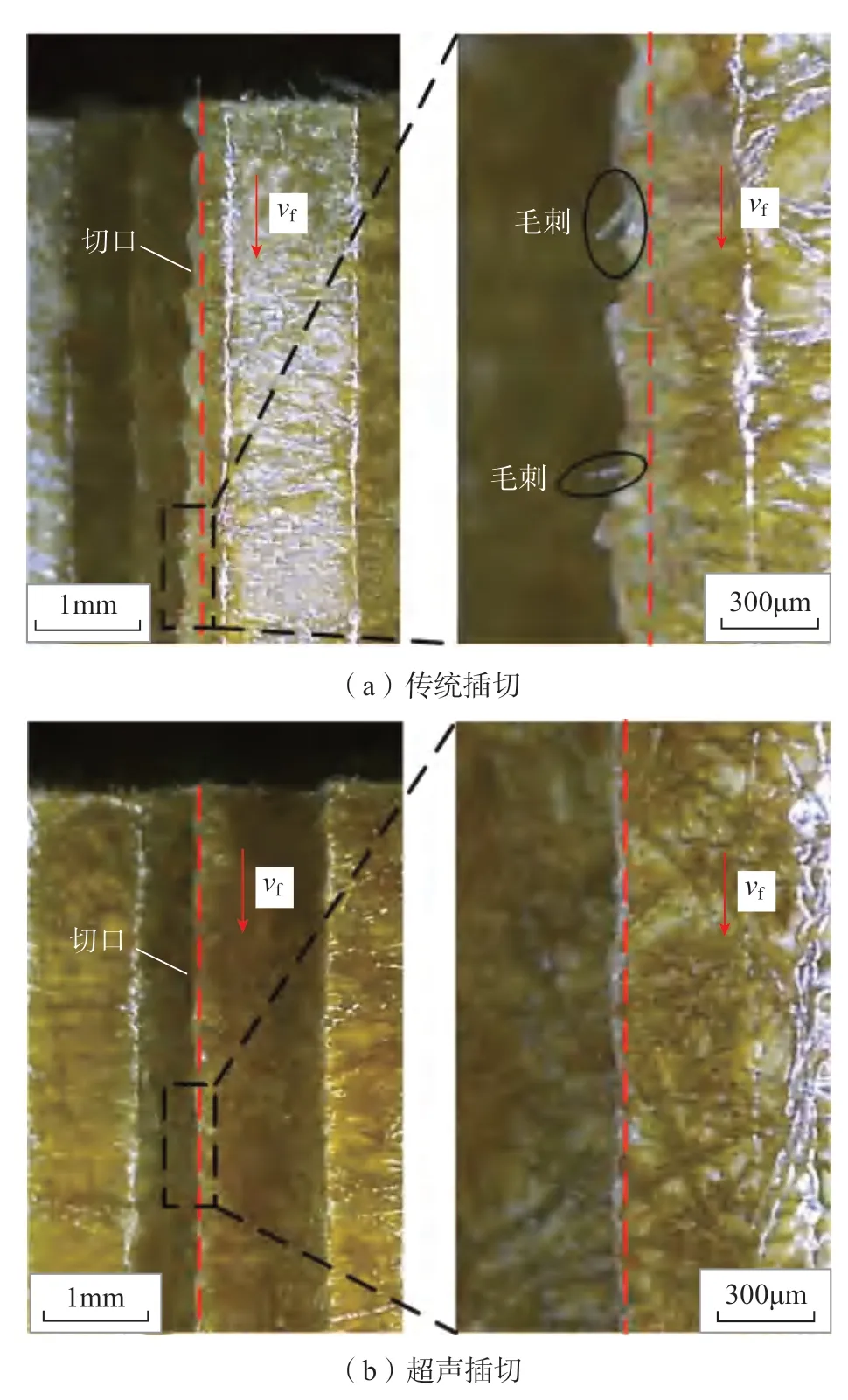
圖7 傳統(tǒng)插切與超聲插切切口質(zhì)量對比Fig.7 Comparison of incisions after ultrasonic trepanning and traditional trepanning
2.2.2 插切質(zhì)量對比
為進一步研究不同加工參數(shù)下超聲振動對于插切質(zhì)量影響,選取穩(wěn)定切削階段的中部區(qū)域做進一步觀測、對比。圖8 為插切刀具轉(zhuǎn)速1500r/min、進給速度1000~3000mm/min 的傳統(tǒng)插切與超聲插切Nomex 蜂窩芯切口對比。隨著進給速度增加,傳統(tǒng)插切切口邊緣波浪狀起伏更加明顯,毛刺等加工缺陷出現(xiàn)次數(shù)更多;相比傳統(tǒng)插切,振幅為20μm 的超聲插切加工在不同進給速度下,切口邊緣均更加貼近理想直邊,無明顯波浪狀起伏,無明顯毛刺存在,超聲的插切切口受進給速度變化影響較小。
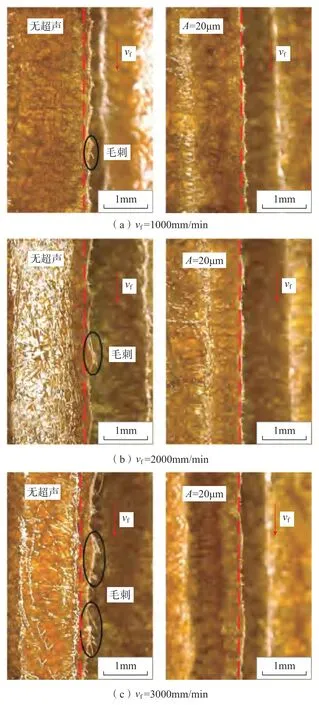
圖8 不同進給速度下插切切口對比Fig.8 Comparison of trepanning incisions at different feed speeds
圖9 為進給速度2000mm/min、插切刀具轉(zhuǎn)速500~ 1500r/min 下傳統(tǒng)插切與超聲插切Nomex 蜂窩芯插切質(zhì)量對比。隨刀具轉(zhuǎn)速增加,無超聲振動的傳統(tǒng)插切切口質(zhì)量未得到顯著改善;在不同轉(zhuǎn)速下,振幅為20μm超聲插切切口邊緣均更加平直、整齊,無毛刺等加工缺陷,超聲插切切口隨轉(zhuǎn)速增加質(zhì)量無明顯變化。
Nomex 蜂窩芯材料的超聲插切加工中,刀刃與蜂窩芯材料發(fā)生周期性的接觸和分離,每次短暫的接觸刀刃都會對蜂窩芯材料施加高速的沖擊,在接觸位置產(chǎn)生微裂紋并沿插切方向在蜂窩材料內(nèi)部擴展,改變了蜂窩芯材料的切削機理[21],提高了加工質(zhì)量。
研究表明,超聲振動能夠有效改善Nomex 蜂窩芯插切切口質(zhì)量,為Nomex 蜂窩芯構(gòu)件輪廓邊界的高質(zhì)量加工提供了一種有效的解決方案。
2.3 超聲插切切削過程分析
2.3.1 運動學(xué)分析
為研究超聲插切Nomex 蜂窩芯中超聲振動對于切削過程的影響,以切削刃上選定點為研究對象,在超聲作用下切削刃上該點的位移與速度如式(1)和(2)所示。
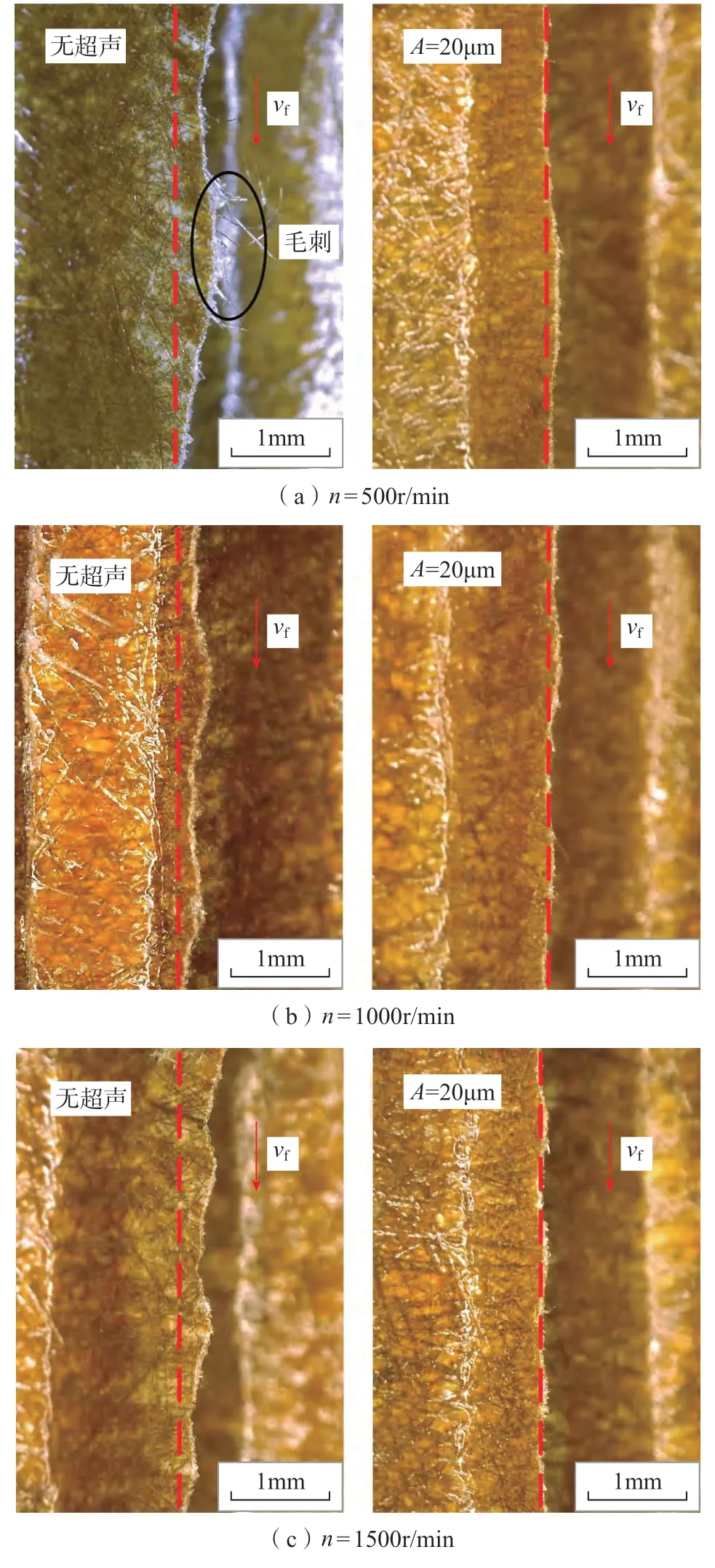
圖9 不同轉(zhuǎn)速下插切切口對比Fig.9 Comparison of trepanning incisions at different spindle speeds
其中,R為插切刀具半徑,mm;ω為刀具角速度,rad/s;t為時間,s;f為超聲振動頻率,Hz。
圖10 為加工參數(shù)R=9.5mm、n=1500r/min、vf=1000 mm/min、f=20060Hz 時切削刃上任意一點在超聲振幅A=20μm 與無超聲振動的插切加工中刀具旋轉(zhuǎn)一周的運動軌跡,超聲振動顯著改變了刀具與工件間的接觸規(guī)律,將無超聲插切中的連續(xù)切削轉(zhuǎn)換為超聲頻率的斷續(xù)切削。傳統(tǒng)插切加工中,Nomex 蜂窩芯材料的切削速度為1492mm/s;超聲插切加工中,在單個振動周期內(nèi),刀刃切入蜂窩芯材料時,切削蜂窩芯材料的速度為1492~2942mm/s,超聲振動顯著提高了插切加工中的切削速度。對比無超聲插切中進給速度為16.6mm/s 的連續(xù)切削,超聲插切加工中刀具在進給方向?qū)ぜ┘佑懈哳l沖擊作用,使切削刃能夠順利地切斷Nomex 蜂窩芯材料并避免毛刺等加工缺陷的產(chǎn)生。
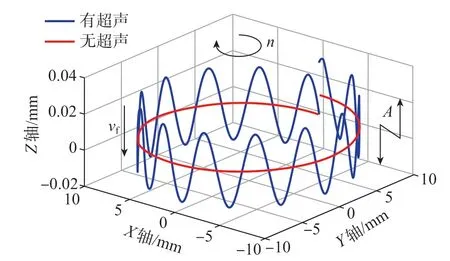
圖10 超聲插切刀具運動軌跡Fig.10 Motion trajectories of ultrasonic trepanning tool
2.3.2 切削力分析
Nomex 蜂窩芯插切加工中,刀具與蜂窩芯材料間的受力關(guān)系可簡化為如圖11 所示。為簡化分析過程,選取插切某瞬時,蜂窩芯材料與插切刀具一側(cè)的受力情況為代表,分析超聲插切過程中的切削力。
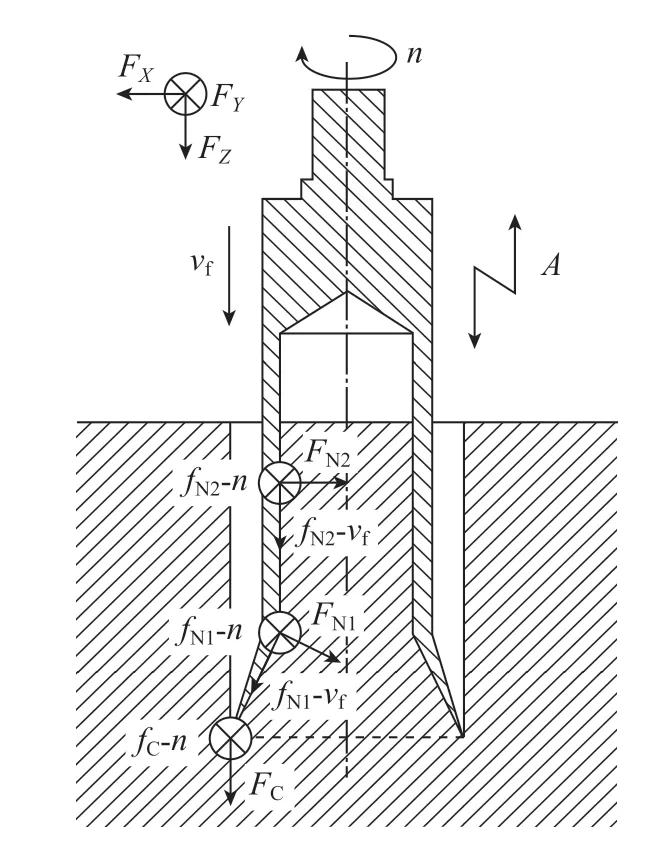
圖11 插切加工Nomex 蜂窩芯受力關(guān)系Fig.11 Schematic diagram of force model on trepanning of Nomex honeycomb core
插切加工Nomex 蜂窩芯時,蜂窩芯材料受刀刃的切割力為FC,切屑受前刀面的壓力為FN1,切屑受插切刀內(nèi)壁的壓力為FN2;因刀具的旋轉(zhuǎn)運動,蜂窩芯材料與刀刃處存在摩擦力fC-n,切屑與前刀面的摩擦力為fN1-n,切屑與插切刀內(nèi)壁的摩擦力為fN2-n;因刀具的進給運動,切屑與前刀面有摩擦力fN1-vf,切屑與插切刀內(nèi)壁有摩擦力fN2-vf。
因蜂窩芯材料在X與Y方向所受切削力,理論分析受力平衡,實際加工中表現(xiàn)為X與Y方向切削力較小,可以忽略。故本文僅研究Z方向切削力FZ。
蜂窩芯材料所受切削力FZ可以表示為:

式中,F(xiàn)CZ、FN1Z與FN2Z分別為蜂窩芯材料在切削刃、前刀面與刀具內(nèi)壁處所受Z向力。
蜂窩芯材料所受沿Z方向的摩擦力fN1-vf與fN2-vf可以表示為:

式中,μF為插切刀具與蜂窩芯材料間摩擦系數(shù)。
蜂窩芯材料在切削刃、前刀面與刀具內(nèi)壁處所受Z向力FCZ、FN1Z與FN2Z可以表示為:
由式(3)和式(5)得知,插切加工Nomex 蜂窩的切削力FZ為:

超聲插切Nomex 蜂窩的切削力FZU和傳統(tǒng)插切的切削力FZN可以表示為:

式中,F(xiàn)CU為超聲插切中蜂窩芯材料受刀刃的切割力;FCN為普通插切中蜂窩芯材料受刀刃的切割力;μFU為超聲插切中蜂窩芯材料與插切刀具間的摩擦系數(shù);μFN為普通插切加工系數(shù)。
超聲插切加工中,由于刀具在進給方向的超聲振動,切削刃對蜂窩芯材料產(chǎn)生高頻沖擊作用,蜂窩芯材料更易于被切斷[21],體現(xiàn)為FCU<FCN。被切斷的切屑受到前刀面與刀具內(nèi)壁的擠壓,分別在插切刀具前刀面和刀具內(nèi)壁處受到壓力FN1與FN2,此壓力的產(chǎn)生主要受刀具結(jié)構(gòu)與加工參數(shù)的影響,超聲振動的引入不改變FN1與FN2大小。由于超聲振動的減摩作用,μFU<μFN[22],進而使蜂窩芯材料所受摩擦力fN1-vf與fN2-vf減小。綜合表現(xiàn)為超聲插切切削力FZU小于無超聲振動的傳統(tǒng)插切切削力FZN,更有利于獲得高質(zhì)量的加工表面。
3 結(jié)論
本文提出了超聲插切的加工方法,研究了超聲插切加工中切削力和插切切口質(zhì)量的影響因素,并得到以下結(jié)論:
(1)插切加工Nomex 蜂窩芯切削力,在刀具轉(zhuǎn)速500~1500r/min 時隨刀具轉(zhuǎn)速增加而減小,在進給速度1000~3000mm/min 下隨進給速度增加而增大。
(2)相對無超聲振動的傳統(tǒng)插切加工,超聲振幅為20μm 的插切加工在插切刀具轉(zhuǎn)速500~1500r/min、進給速度1000~3000mm/min 下均能夠有效降低切削力,平均降幅20%左右。
(3)Nomex 蜂窩芯超聲插切切口,在插切刀具轉(zhuǎn)速500~1500r/min、進給速度1000~3000mm/min 下對比傳統(tǒng)插切切口均更加平順、整齊、無毛刺,插切加工質(zhì)量更好。
(4)超聲振動的引入將無超聲插切加工中的連續(xù)切削變?yōu)榈毒邔Ψ涓C芯材料有高頻沖擊作用的斷續(xù)切削,減小了切削力,提高了插切質(zhì)量。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
艦船科學(xué)技術(shù)(2022年8期)2022-06-05 07:36:28
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中國生殖健康(2019年2期)2019-08-23 08:12:08
中國公路(2017年18期)2018-01-23 03:00:38
數(shù)學(xué)物理學(xué)報(2017年6期)2018-01-22 02:26:40
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
