鋁合金盒形零件充液拉深工藝參數優化研究*
2021-10-16 06:07:36門向南呂秀文夏亮亮李曉軍張士宏
航空制造技術 2021年17期
門向南,呂秀文,徐 勇,夏亮亮,李曉軍,周 雄,陳 銘,張士宏
(1.航空工業成都飛機工業(集團)有限責任公司, 成都 610092;2.中國科學院金屬研究所, 沈陽 110016;3.中國科學技術大學, 合肥 230022)
鈑金零件在航空制造業中占有十分重要的地位。據統計,鈑金零件約占飛機零件總數量的50%、飛機制造工作量的20%、飛機工藝裝備數量的65%[1],而多數鈑金零件具有尺寸不一、形狀復雜、品種多且數量少的特點。近年來隨著我國航空工業的快速發展,鈑金零件具有輕量化和整體化的發展趨勢,由此對高強鋁合金的需求不斷增大。由于鋁合金具有良好的抗腐蝕性能、機械性能和輕量化等優點,因此其廣泛應用于航空鈑金零件[2]。鈑金零件采用傳統落壓成形工藝,會帶來材料利用率低、廢品多、零件精度差、模具壽命低等問題,并且鋁、鈦等航空航天常用金屬材料的室溫成形能力較差,導致在加工此類構件時,常出現起皺、開裂等缺陷,對傳統成形工藝提出了巨大的挑戰[1,3]。
充液拉深成形技術作為制造復雜形狀薄壁板件的精密成形技術,能夠大幅提高此類零件的成形極限,已經在航空航天裝備制造工業中得到越來越廣泛的應用[4-6]。板材充液拉深成形的基本原理是采用液體代替剛性凹模或凸模,作為傳力介質傳遞載荷,使板材在液體壓力作用下貼靠模具從而實現金屬零件的成形[7-9]。通過合理加載流體壓力,能夠促進板材貼靠模具,既節省工序又發揮了材料的最大效能,具有制模簡單、周期短、成本低、產品質量好、形狀和尺寸精度高等特點[10]。
異形薄壁鈑金構件多數是非軸對稱結構形式,在航空領域中有廣泛的應用,盒形零件就是其中典型的代表[11]。盒形零件在其成形過程中,側邊直角和底部圓角的變形是不均勻的,成形難度較大。盒形零件直角邊的成形特點類似于彎曲成形,圓角處的成形類似筒形件拉深成形。由于直角和圓角變形區域之間存在聯系,因此變形過程十分復雜[12-13]。為了獲得較好成形質量的目標零件,國內外很多學者也對拉深成形過程進行了研究分析[14-17]。但是在實際的成形過程中,盒形零件的成形質量往往涉及多個參數間的交互作用,通過經驗或者試錯法來調整工藝參數的方法已無法滿足盒形零件的高質量生產。通過使用一些先進的優化方法可以從大量數據中挖掘出有用的規律,這對于指導生產具有非常大的應用價值。
本文將以某航空鋁合金薄壁盒形零件作為研究目標,通過使用有限元模型結合優化方法——響應面法(Response surface method,RSM)對該盒形零件的高效精確成形進行研究。通過Dynaform 5.9.3 有限元軟件模擬目標零件的成形過程,并選取坯料圓角半徑、壓邊力和液壓力3 個工藝參數進行優化,以鋁合金盒形零件的最大減薄率作為優化評價指標,選擇中心復合設計法設計試驗方案并通過有限元模擬獲得不同工藝參數下模擬結果;基于響應面法對試驗數據進行了分析,建立了關于盒形零件的最大減薄率與工藝參數之間二階響應模型,并通過此模型獲得了最佳工藝參數組合。最后通過實際充液拉深成形試驗驗證所建立的響應模型和優化后的工藝參數組合的可靠性。
零件特征及有限元模型
1 試驗材料
本文采用的材料是熱處理狀態為O 態的2A16 鋁合金板材,板材的厚度為1.2mm,所使用材料的化學成分如表1 所示。

表1 2A16 鋁合金的化學成分(質量分數)Table 1 Chemical composition of 2A16 aluminum alloy (mass fraction) %
基于沿著與軋制方向呈0°、45°和90°方向的單向拉伸試驗所獲得的拉伸數據,并采用Swift 硬化模型對真應力-真應變曲線進行擬合,得到的2A16 鋁合金力學性能參數如表2 所示。其中,材料泊松比為0.38,楊氏模量為69GPa,密度為2.7×10-9g/mm3。由強化系數k和加工硬化指數n的分析發現,2A16 鋁合金的硬化行為近乎各向同性。因此,在模擬過程中,可采用0°方向上的硬化曲線作為輸入。
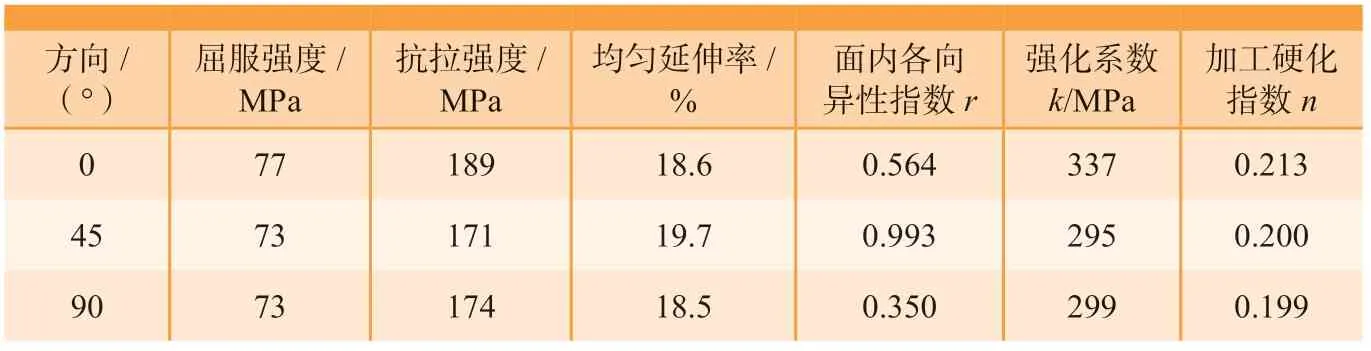
表2 2A16 鋁合金的力學性能Table 2 Mechanical properties of 2A16 aluminum alloy
2 目標零件結構特征
盒形零件結構特征如圖1 所示。其中,零件長度L=322.4mm,寬度B= 222.4mm,高度H0=68mm,底部圓角半徑rp=21.2mm,側壁圓角半徑r=13.2mm。在實際成形中,為了保證液體的密封性及創造良好的拉深條件,設計法蘭邊作為工藝補充面,定法蘭圓角半徑rf=10mm,并考慮切除余量,所設計的最終成形目標零件的幾何模型如圖2 所示,最終拉深高度H=80mm,法蘭邊緣寬度D=24mm。

圖1 盒形零件的結構尺寸(mm)Fig.1 Structure of box-shaped part (mm)
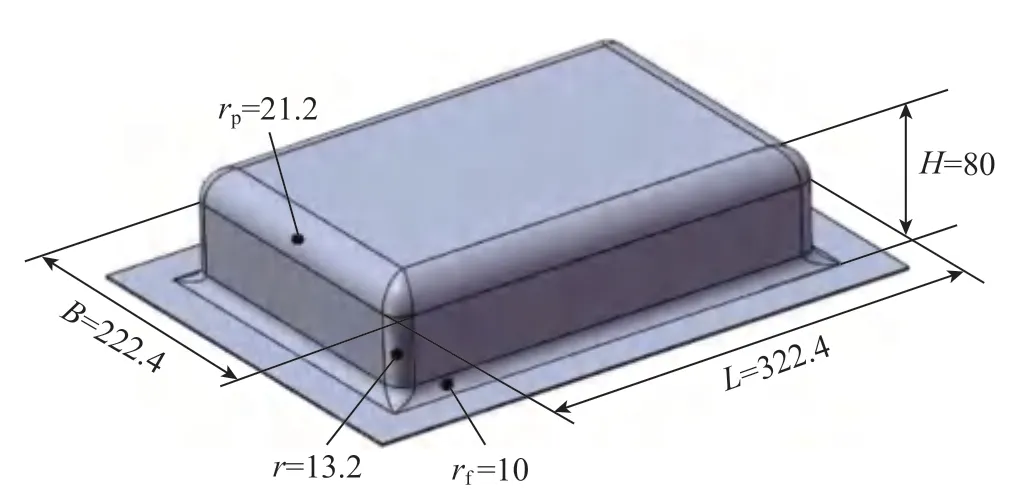
圖2 成形目標零件的幾何模型(mm)Fig.2 Geometric model of forming target part (mm)
3 有限元模型的建立
本文將采用被動式充液成形工藝對所述盒形件進行成形,即液體將以恒定壓力(本文中簡稱為“液壓力”)的方式作用于坯料底部,并在拉深過程中為板料提供一定的背應力,如圖3 所示。
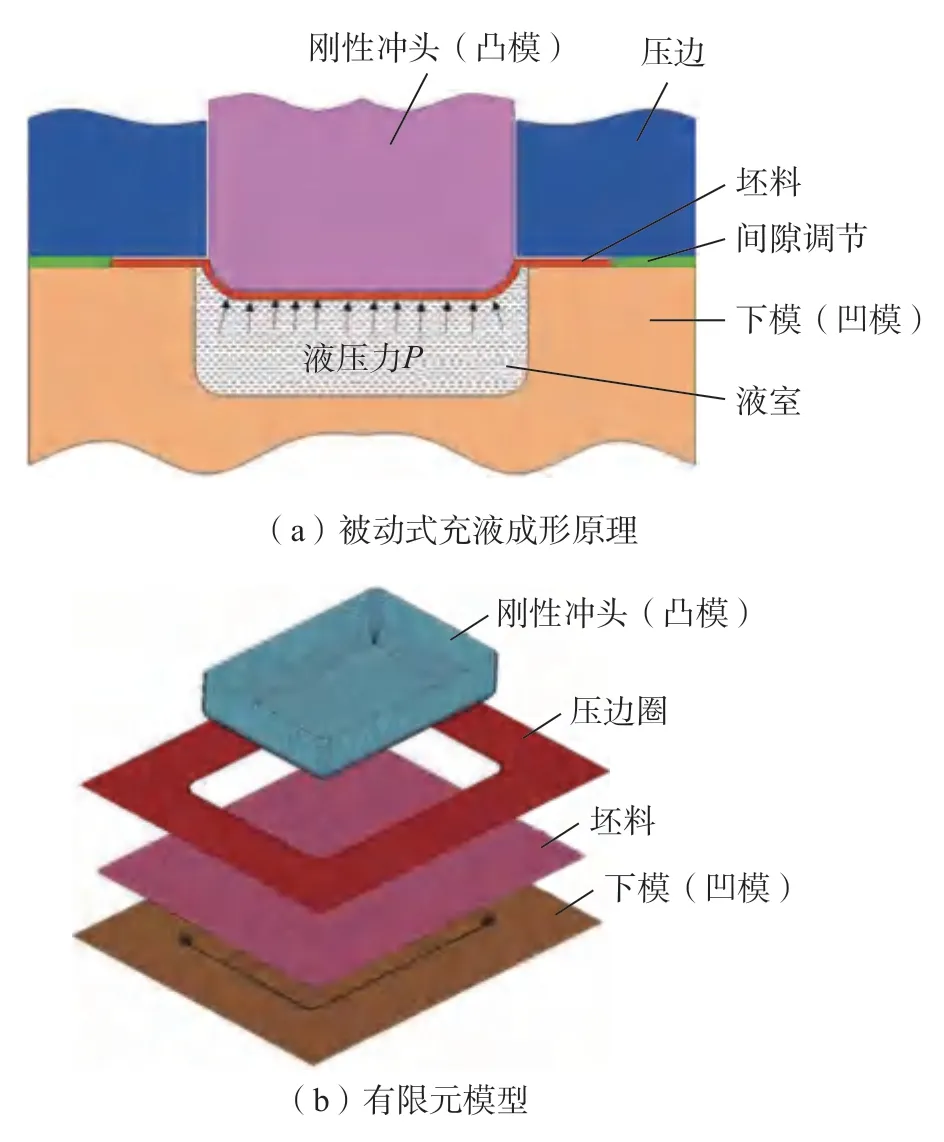
圖3 成形工藝原理及有限元模型Fig.3 Forming process principle and finite element model
在盒形件的拉深過程中,坯料的形狀設計對材料的流動以及最終的成形效果將產生極大的影響。對于盒形件而言,在已知零件幾何模型尺寸的前提下,其初始坯料設計往往依托最終零件尺寸,并根據成形前后面積相等的假設,對最終盒形件進行展開。四周直邊部分,一般按照彎曲變形處理,而圓角部分一般按照1/4 圓筒拉深變形進行處理[12]。此外,考慮到材料在成形過程中的流動性,坯料一般不采用直角矩形形狀,而是采用帶圓角的矩形坯料形狀。本研究基于盒形件展開原則并結合現場預試驗結果,將優化前的坯料形狀設計如圖4 所示。其中,長度a=488mm,寬度b=388mm,坯料圓角半徑R1=71mm。坯料圓角半徑R1對成形過程中的材料流動性影響最大,因此,后續將對該坯料圓角半徑進行進一步的優化設計。
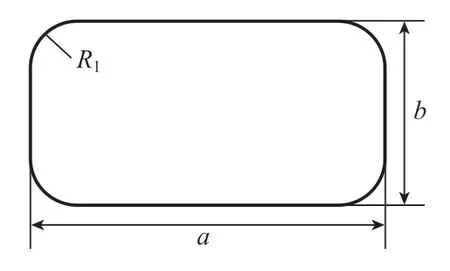
圖4 坯料幾何形狀設計Fig.4 Design of blank geometry
使用有限元模擬軟件Dynaform 5.9.3 對鋁合金薄壁盒形零件的充液拉深過程進行模擬,盒形件拉深的有限元模型如圖3(b)所示。模型中包括板料、凸模、凹模和壓邊圈4 個部分。在成形過程中,由于凸模、凹模和壓邊圈變形幾乎為0,設置為剛體。模型有限元網格劃分中網格類型選用四面體,板料單元設置為Belytschko-Tasy 殼單元,模具劃分為剛性單元。網格大小設置為4mm×4mm,經過網格劃分后板料共有11450 個單元,凸模共有8526個單元,凹模共有20274 個單元,壓邊圈共有8810 個單元。在所有模擬過程中,壓邊間隙均采用1.1 倍料厚,即1.32mm[4]。由于鋁合金存在一定程度的各向異性,在模擬過程中,選取36 號材料模型(Barlat’s-3 Parameter Plasticity Model)對2A16鋁合金的本構關系進行描述。其中材料的硬化行為采用Swift 硬化模型進行描述。其未知參數k和n通過擬合真應力-真應變曲線獲得,具體值見表2。而屈服模型采用Barlat89屈服函數,其函數表達式如下:
式中,σY為單軸屈服應力;k1=m為其冪指數,是與材料的晶體結構相關的數值;σ11為第一主應力;σ22為第二主應力;σ12為剪切應力;a、c、h和p為未知參數,并可通過0°、45°和90°方向上的厚向異性系數r0、r45、r90的值計算獲得。具體計算方法如下:
此外,參數p需通過顯示迭代的方法獲得。由Barlat 屈服函數可獲得任意方向上的厚向異性系數rφ值的表達式為:
式中,σφ為任意φ角度下的單軸應力。當φ=45°時,可獲得參數p關于r45表達式,并通過迭代獲得p值。

式中,m值的選取與材料的晶體結構類型有關,對于鋁合金來說,其具有面心立方結構,m=8。此外,在進行材料模型的定義時,僅需輸入密度、楊氏模量、泊松比、k值、n值、r0、r45和r90,即可建立硬化模型與屈服模型。
影響盒形零件成形的關鍵工藝參數
1 摩擦系數的確定
在實際成形過程中,模具與零件之間的摩擦系數對材料的流動具有顯著影響。因此,在優化之前,需對摩擦系數進行選取。實際生產時,一般會使用潤滑劑,Hu 等[18]研究了不同潤滑劑 (包括PhoS、MoS2、PTFE、拉深油等)下摩擦系數所能達到的大概范圍。依據其研究結果。在有限元模擬中,分別設置摩擦系數為0.025、0.050、0.075、0.100、0.125、0.150,旨在基于模擬所得結果指導實際成形過程中的潤滑劑選擇,其他參數包括坯料圓角半徑、壓邊力和液壓力等保持相同,得到不同摩擦系數下鋁合金薄壁盒形零件的減薄率,結果如圖5 所示,提取最大減薄率,得到如圖6 所示的不同摩擦系數下該盒形零件的最大減薄率的變化趨勢圖,其中壓邊力P為4MPa,液壓力F為7MPa。
從圖6 中可以看出,當摩擦系數小于0.1 時,隨著摩擦系數增大,該盒形零件減薄率不斷減小,但減小幅度很小,可以認為影響很小;當摩擦系數大于0.1 時,該盒形零件的最大減薄率明顯增加,當選取的摩擦系數為0.2 時,該盒形零件的最大減薄率為42.1%,此時該盒形零件已經發生了破裂。這是因為摩擦系數會影響板料的流動狀態,摩擦系數大時,板料流動的阻力更大,在模具和壓邊圈之間對底部的補料不足,因此其最大減薄率急劇增加。考慮到摩擦系數較小時對潤滑劑要求較高,因此,在后續的模擬中均設置摩擦系數為0.1。
2 單因素分析方案確定
由于成形過程中盒形零件容易出現起皺、破裂等缺陷,因此需要對一些工藝參數進行優化從而成形出質量較好的目標零件。已有研究表明,在盒形件的充液拉深過程中,最大減薄率總是出現在直壁圓角r和底部圓角rp交匯處,即底部4 個頂點圓角位置,并可能由于減薄過大而造成材料失效破裂[6,12,14-15]。其產生失效主要有兩個原因:一是該區域材料流動困難,很難得到周邊的補料,只能依靠自身的減薄來維持后續變形;二是在成形過程中,除去液壓力提供的背應力,該區域還承受雙拉應力,使得其接近平面應變狀態,而在成形極限圖(FLD)中,平面應變處于FLD 的最低點,往往是最先發生失效的位置。因此,在盒形件的拉深成形過程中,工藝參數的改變對失效位置的影響不大,即底部4 個頂點圓角處始終是失效危險區。然而,不同的工藝參數組合對失效危險區的最大減薄率有很大的影響,可通過調整工藝參數值以降低最大減薄率,從而避免失效缺陷的發生。
為了探明工藝參數對成形目標零件失效危險區最大減薄率的影響,將坯料圓角半徑、壓邊力及液壓力3個參數進行組合,結合Dynaform5.9.3進行大量有限元模擬,確定了如表3 所示單因素分析方案,為后續在響應面法中優化變量范圍的確定提供依據。
2.1 坯料圓角半徑對成形性能的影響
在研究坯料圓角半徑對目標零件成形的影響時,保證材料參數以及其余的工藝參數一定(壓邊力為4MPa、液壓力為7MPa),分別取坯料圓角半徑為13mm、42mm、71mm、100mm、129mm、158mm 和187mm進行分析。圖7 為不同坯料圓角半徑下模擬所得目標零件的最大減薄率,其中壓邊力P為4MPa,液壓力F為7MPa。當其他條件固定不變時,最大減薄率受圓角半徑的影響有波動的變化規律。當圓角半徑在100mm 和187mm 時,目標零件的最大減薄率比較小,但當圓角半徑為187mm 時,零件完全拉深,沒有法蘭邊,這在實際生產工藝中,存在漏液的風險,因此不考慮該圓角半徑的坯料;圓角半徑較小時,坯料在拉深時,由于4 個角材料的牽制作用,使得法蘭圓角區材料變形很難,材料在此堆積,在拉深成形過程中,該處的材料得到周邊材料的補充流動較少,只有靠自身的減薄來維持后續變形,導致最大減薄率增加;當圓角半徑太大時,會引起壓邊力不足而在成形初期法蘭外緣容易起皺,從而使得坯料在成形后期極易產生壁裂。
2.2 壓邊力對成形性能的影響

圖5 不同摩擦系數下減薄率模擬結果Fig.5 Simulation results of thinning rate of part under different friction coefficients
為了研究壓邊力對目標零件成形的影響,同樣保證材料參數以及其余的工藝參數一定(液壓力為7MPa、坯料圓角半徑為100mm),分別取壓邊力為1~15MPa 進行分析。圖8 為不同壓邊力下模擬結果中目標零件的最大減薄率(底部4 個頂點圓角處),其中液壓力F為7MPa,圓角半徑R為100mm,可以看出,當其他條件固定不變時,僅僅改變壓邊力,目標零件的最大減薄率基本不隨壓邊力改變而改變。這主要是因為在成形過程中,由于壓邊圈與模具之間的壓邊間隙設置為1.32mm,而坯料厚度為1.2mm。因此,在成形過程中,壓邊圈并未與坯料直接接觸,二者之間存在0.12mm 的間隙。此時,壓邊力的作用主要是為了防止成形過程中坯料法蘭邊翹起和法蘭邊過度起皺,而對材料在成形過程中的流動影響較小[4,15]。故改變壓邊力的大小,對減薄率的影響并不顯著。
2.3 液壓力對成形性能的影響
為了研究液壓力對目標零件成形的影響,在保證材料參數以及其余工藝參數不變的條件下(壓邊力為4MPa、坯料圓角半徑為100mm),分別取液壓力為3MPa、5MPa、7MPa、9MPa 和11MPa 進行分析。圖9 為不同液壓力下模擬所得目標零件的最大減薄率。可以看出,當液壓力小于8MPa 時,失效危險區的最大減薄率變化不明顯,而當液壓力大于8MPa 后,隨著液壓力的增大,最大減薄率急劇增大。這主要是因為當液壓力過大時,材料的應力狀態發生了一定程度的改變。過大的液壓力不只起到提供背應力的作用,更為重要的是,在較大的液壓力作用下,材料將在厚度方向上受到壓應力作用而發生一定程度的塑性變形,從而進一步加劇了材料厚度減薄。另一方面,在坯料未完全貼模之前,側壁直段處于一定程度的懸空區,此時液壓力在懸空區有一定的反脹效果。而過大的液壓力將導致側壁直段的徑向拉應力增大,使得頂點圓角處的壁厚發生減薄[4],這也致使頂點圓角處的最大減薄率急劇上升。

圖6 不同摩擦系數下零件最大減薄率的變化趨勢Fig.6 Variation trend of maximum thinning rate under different friction coefficients
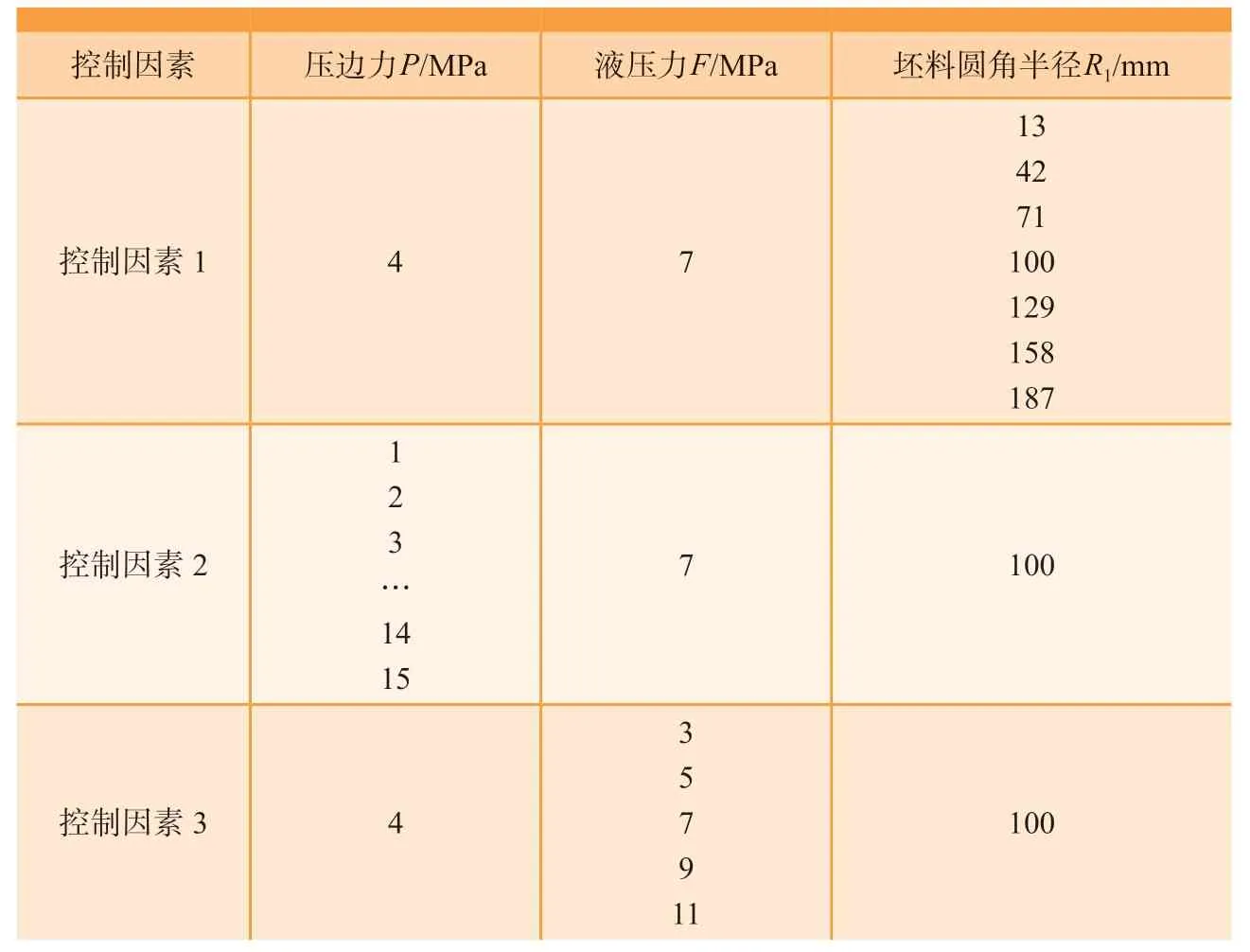
表3 單因素分析方案Table 3 Single factor analysis scheme
基于響應面法的關鍵工藝參數優化
由上述分析結果可知,目標零件的最大減薄率受圓角半徑和液壓力的影響比較大,而壓邊力的影響并不顯著。但是工件的成形質量往往涉及多個參數間的交互作用影響,可以通過響應面法對工藝參數進行優化,獲得可成形目標零件最優成形質量的工藝參數,充分發揮該工藝的潛能。
響應面法是一種通過利用回歸分析對收集到的合理數據建立各響應量與工藝參數之間函數關系的統計與數學方法。常見的試驗設計方法包括3k 全因子設計、中心復合設計(Central composite design, CCD)和Box-Behnken 設計,其中CCD 是最常用的一種方法,較其他設計方法具有試驗次數少、模擬精度高、擬合曲面好等優點[19-21]。
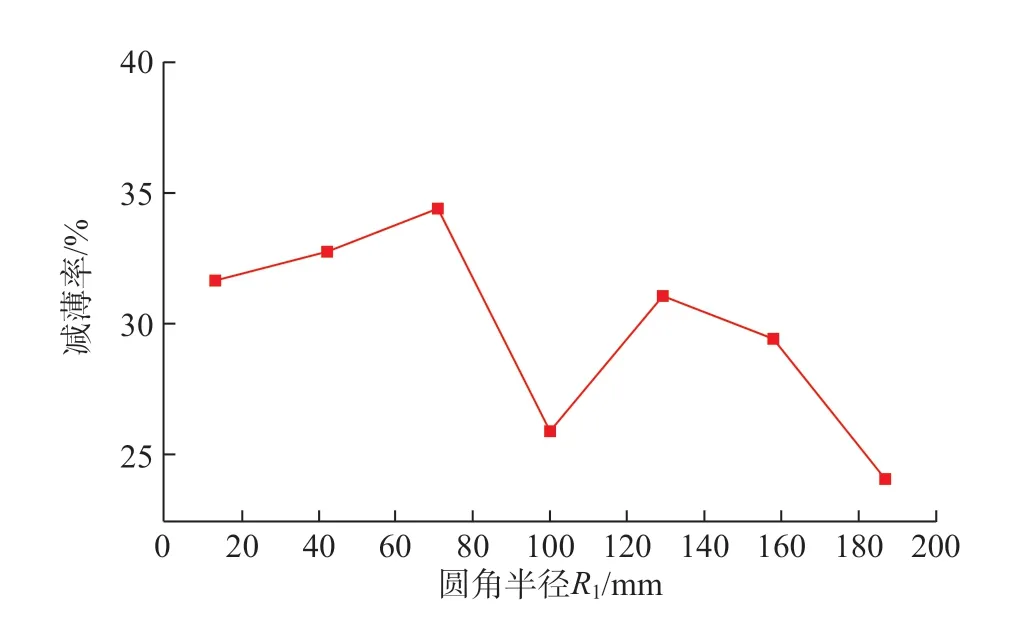
圖7 不同圓角半徑下最大減薄率的變化趨勢Fig.7 Variation trend of maximum thinning rate under different fillet radius
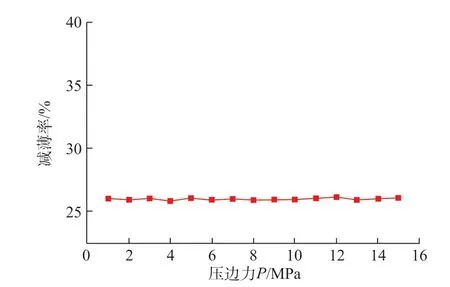
圖8 不同壓邊力下最大減薄率的變化趨勢Fig.8 Variation trend of maximum thinning rate under different blank holder forces
1 響應面模型的試驗設計
根據目標零件的幾何特征,以最大減薄率低于30%為目標,對坯料圓角半徑、壓邊力和液壓力3 個參數進行優化。通過響應面法可以獲得響應量和優化變量之間的經驗函數關系,通常使用一階或者二階模型能很好地描述兩者之間的關系。一階模型表達式為:

二階模型表達式為:

式中,y為響應量;β0為未知系數;βi、βj、βjj分別是一階項和二階項的系數;xi、xj為各個工藝參數;k為工藝參數的個數;ε為試驗隨機誤差;xi xj為參數i與參數j間的交互作用;xj2為參數j的二次作用;βij為參數i與參數j之間的交互作用系數。上述一階和二階模型中的各系數以及常數項均可用最小二乘法進行擬合獲得,獲得未知參數后即得到了經驗函數的表達式。通過對目標零件成形有限元模擬結果分析,確定各個參數水平值如表4 所示。由Design Expert 12 軟件的中心復合設計法設計出如表5 所示的試驗方案。
2 響應面模型設計及方差分析
通常使用建立模型的方差分析來表征模型的準確性和分析不同工藝參數對優化量影響的大小。多元相關系數R2表示工藝參數引起的變動占總變動的百分比,因此多元相關系數在0 到1 之間,同時多元相關系數越接近1,則模擬數據點在回歸直線附近越密集,擬合效果越好[22]。多元相關系數R2的計算公式為:
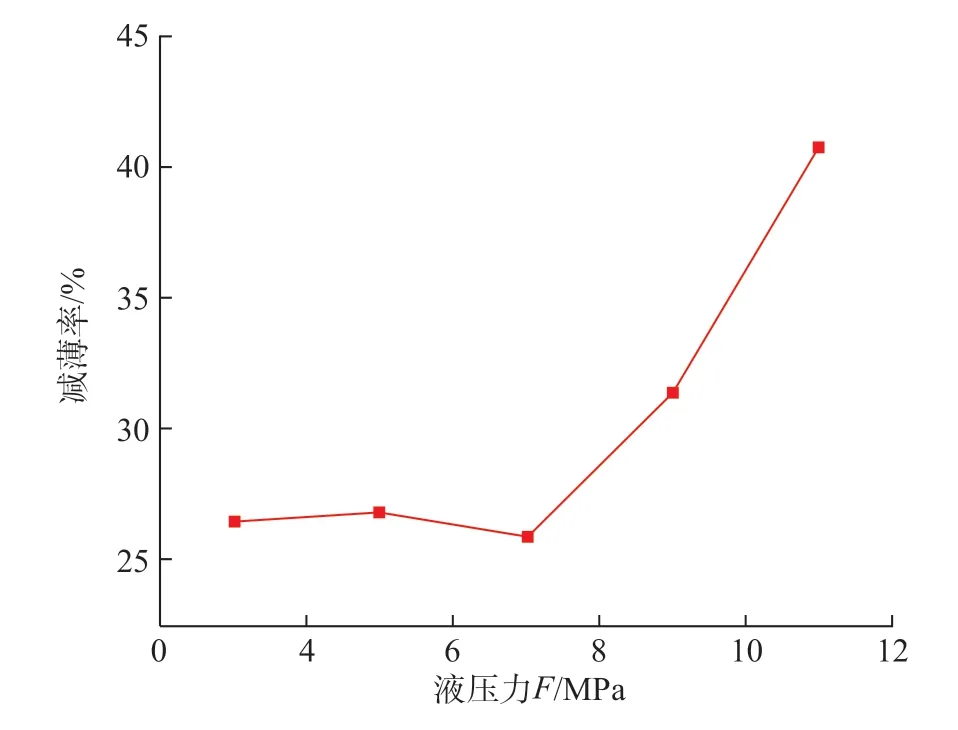
圖9 不同液壓力下最大減薄率的變化趨勢Fig.9 Variation trend of maximum thinning rate under different hydraulic pressure

表4 工藝參數及其水平值Table 4 Process parameters and level values

表5 響應面試驗設計及有限元模擬結果Table 5 Response surface experimental design and finite element simulation results

式中,SSR表示回歸平方和;SSE表示殘差平方和;SST表示總平方和,即SSR與SSE之和。
當變量增加時,必然會帶來R2值增加,但并不是每一個因子項對響應量的影響都顯著,如果只用R2值來判斷模型,可靠度明顯是不夠的。因此使用修正的多元相關系數,其計算公式為:
式中,m′為對響應量的影響不顯著的因子項數目,n為試驗總組數。由此可見,如果m ′>1,即有對響應量影響不顯著的因子項存在時,R2adj<R2。
此外需要使用F′值來衡量模型的有效性和各變量的顯著性,F′值的計算公式為:

式中,MSE為殘差均方;MSR為回歸均方;k′為響應模型中因子項的個數。F′值越大,說明模型更加有效。一般設置某一臨界值F′0,當F′>F′0時認為該模型是有效的。在目前的各種統計軟件中,常將F′<F′0的概率用P′值代表,一般設置P′<0.05 時表示模型或因子項是有效的[23]。
通過Design Expert 12 軟件使用最小二乘法對表5 試驗數據進行擬合。最大減薄率響應模型方差擬合結果如表6 所示。可以看出,模型的P′值小于0.05,表明所建立的模型是顯著,但是也可以看出,與壓邊力x1相關的x1、x1x2、x1x3、x12模型項的P′值均大于0.05,對最大減薄率的影響并不顯著,這和上文得出的結論相同。因此本研究不考慮壓邊力的影響,對試驗數據重新進行擬合,擬合結果如表7 所示。
表7 為不考慮壓邊力影響的最大減薄率響應模型方差分析結果,可知模型的P′值為0.0003,小于0.05,說明模型的建立比較合理。同時多元相關系數R2的值為0.8987,修正多元相關系數的值為0.8424,均接近1,說明模型的精確度較高。在模型的其他變量中,x2、x3對響應量的影響都是顯著的。表6 和表7的結果驗證了上文的結果,即目標零件的最大減薄率受圓角半徑和液壓力的影響比較大,而壓邊力的影響不顯著。
因此,建立的最大減薄率與工藝參數之間函數關系,僅僅考慮了液壓力x2和圓角半徑x3的影響,沒有考慮壓邊力x1的影響。得到經驗函數如下:
殘差是指實際測量值與模型擬合預測值之間的差值。殘差分析檢驗通過得到的差值信息,判斷模型的可靠性。殘差概率分布越接近同一條直線,說明實際值與預測值的差值越小,則模型的可靠性越好。圖10為殘差的正態概率分布圖,可以看出各個殘差序列點在一條直線的附近大致呈正態分布,說明模型擬合較好,試驗設計具有可靠性。圖11 為殘差與預測值分布圖,可看出響應面模型的殘差序列點分布的比較分散,隨機性較好。殘差序列點的正態性、分散性及隨機性分布表明所構建的響應面模型擬合效果好,可靠性強[24]。

表6 最大減薄率方差Table 6 Variance of maximum thinning rate
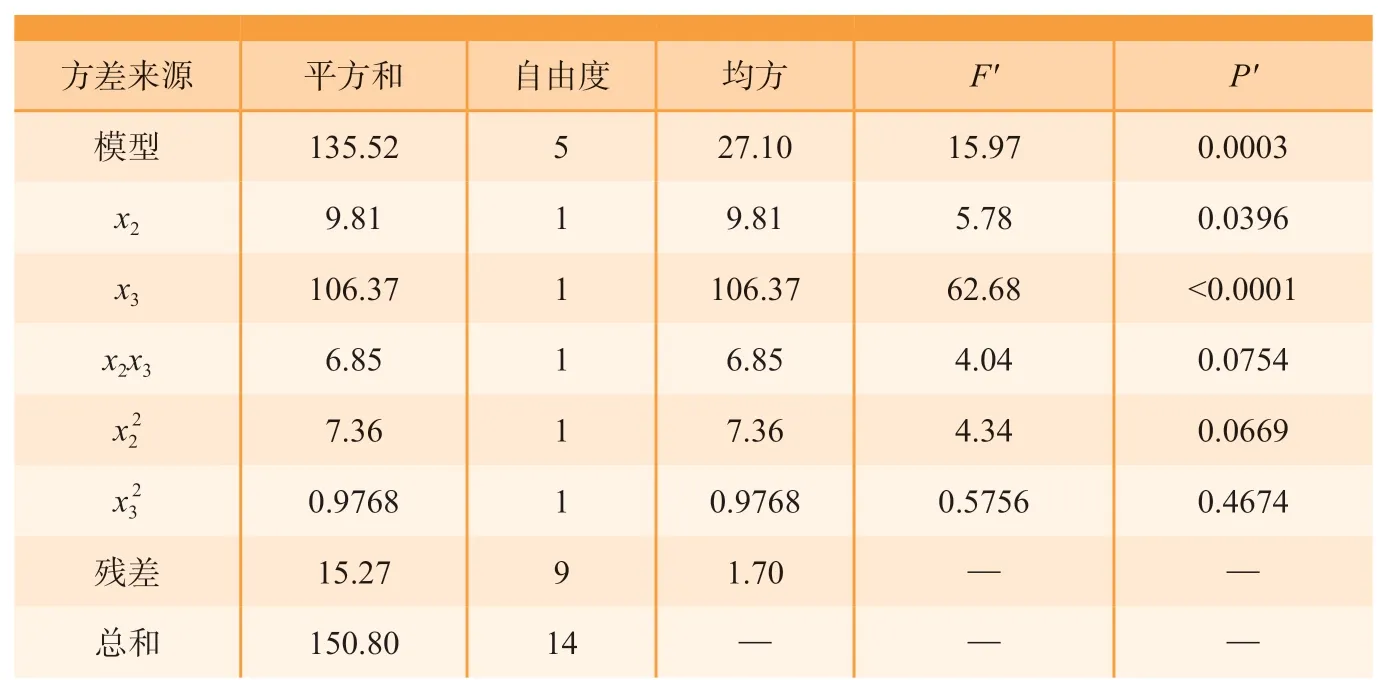
表7 不考慮壓邊力的最大減薄率方差Table 7 Variance of maximum thinning rate without considering BHF
圖12 為最大減薄率的預測值與實際值關系圖,可以看出預測值與實際值的各點大致分布在同一條直線上,說明響應模型的預測值與實際值較為接近,其誤差基本可忽略不計,建立的最大減薄率二階響應模型可以較為準確地預測成形過程中的實際值。
3 響應面分析
通過對各響應模型的三維函數圖進行繪制,可直觀地分析各工藝參數對響應量的交互影響規律。由單因素分析以及響應面模型分析可知,壓邊力對目標零件的最大減薄率影響不顯著,因此繪制出液壓力與圓角半徑對最大減薄率交互影響的響應面圖,如圖13 所示。因此在保證零件完全成形的前提下,通過獲得的響應面進行尋優以獲得最低的最大減薄率。為了保證盒形零件的產品要求,以最大減薄率低于30%為優化目標。通過盒形零件的最大減薄率與工藝參數之間二階響應模型使用Design Expert 12 獲得了最佳工藝參數組合如下:壓邊力為2.819MPa,液壓力為5.268MPa,圓角半徑為100.24.8mm。考慮到實際成形過程中的可操作性,修正最佳工藝組合為:壓邊力為2.8MPa,液壓力為5.3MPa,圓角半徑為100mm,以修正后的最佳工藝參數進行有限元模擬,模擬結果如圖14 所示。成形零件最大減薄位置也在底部圓角部位,該處的曲率半徑變化比較大,和模具之間產生的接觸摩擦也比較嚴重,材料流動性不如其他部位,導致了在拉深成形過程中,該處的材料得到周邊材料的補充流動較少,只有靠自身的減薄來維持后續變形。使用響應面法優化得到的最大減薄率為25.594%,使用有限元法得到的最大減薄率為26.18%,相對誤差為2.29%,驗證了響應面模型的準確性。
4 響應面優化工藝的試驗驗證
根據修正后的最佳工藝參數進行了一道次充液拉深成形試驗,得到的實際目標零件如圖15 所示。為了驗證模擬結果的準確性,采用超聲波測厚儀,針對所成形零件的不同位置進行了壁厚測量,如圖15(b)所示。考慮零件的對稱性,僅測量圖15(b)中1~18 號點的位置。從測量結果可以看出,最大減薄位置出現1 號、5 號、11 號等位置,這與模擬所得規律相吻合。但是減薄率在數值上存在一定偏差,模擬所得最大減薄率為26.18%,而實測最大減薄率為27.31%,二者的相對誤差為4.3%(圖16)。這可能與試驗過程中的潤滑有關系。在模擬過程中,對摩擦系數進行了理想化假設,即認為成形時摩擦系數在摩擦處均相等。而在實際成形時,往往由于模具表面的粗糙度不同、潤滑劑的均勻性以及厚度不同等原因,造成摩擦系數在各處存在差異。特別是在1 號、5 號、11 號等變形較大的位置,隨著變形的進行,摩擦系數會有一定程度的增大,進而造成了實際減薄率大于模擬減薄率的現象。另一方面,通過實測壁厚和模擬結果的對比可以看出,二者之間的誤差較小,這也驗證所建立有限元模型的準確性。同時,也證明了采用響應面法得到的回歸模型有很高的可靠性。
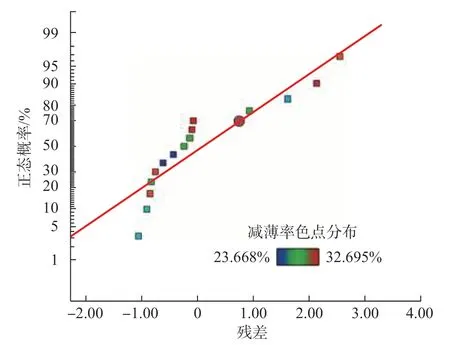
圖10 模型殘差的正態概率Fig.10 Normal probability distribution of model residuals

圖11 殘差與預測值分布Fig.11 Distribution of residuals and predicted values
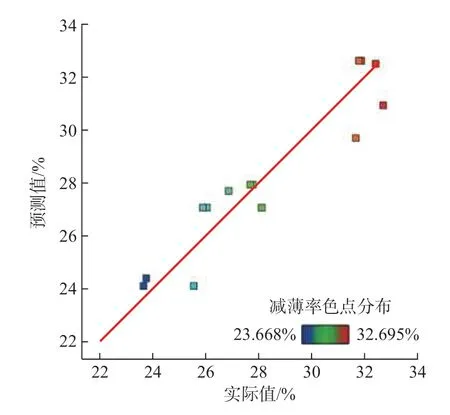
圖12 最大減薄率模型的預測值與實際值Fig.12 Predicted values and actual value of maximum thinning rate model
結論
本文采用有限元模擬結合響應面法,以目標零件的最大減薄率為優化指標,對盒形零件充液拉深成形中的工藝參數進行了優化,得到的主要結論如下:
(1)目標零件的最大減薄率受液壓力和坯料圓角半徑的影響比較大,而壓邊力的影響不顯著。隨著液壓力增大,目標零件的最大減薄率也隨之增大;坯料圓角半徑對最大減薄率的影響無明顯的變化規律,當圓角半徑在100mm 和187mm 時,目標零件的最大減薄率比較小。
(2)建立了盒形零件的最大減薄率與工藝參數之間二階響應模型,以最大減薄率小于30%為目標優化條件,通過該二階響應模型獲得了最佳工藝參數組合為:壓邊力為2.8MPa,液壓力為5.3MPa,圓角半徑為100mm。

圖13 液壓力與圓角半徑對最大減薄率交互影響的響應面圖Fig.13 Response surface diagrams of interaction between hydralic pressure and fillet radius on maximum thinning rate

圖14 工藝參數修正后有限元模擬結果Fig.14 Finite element simulation results after correction of process parameters
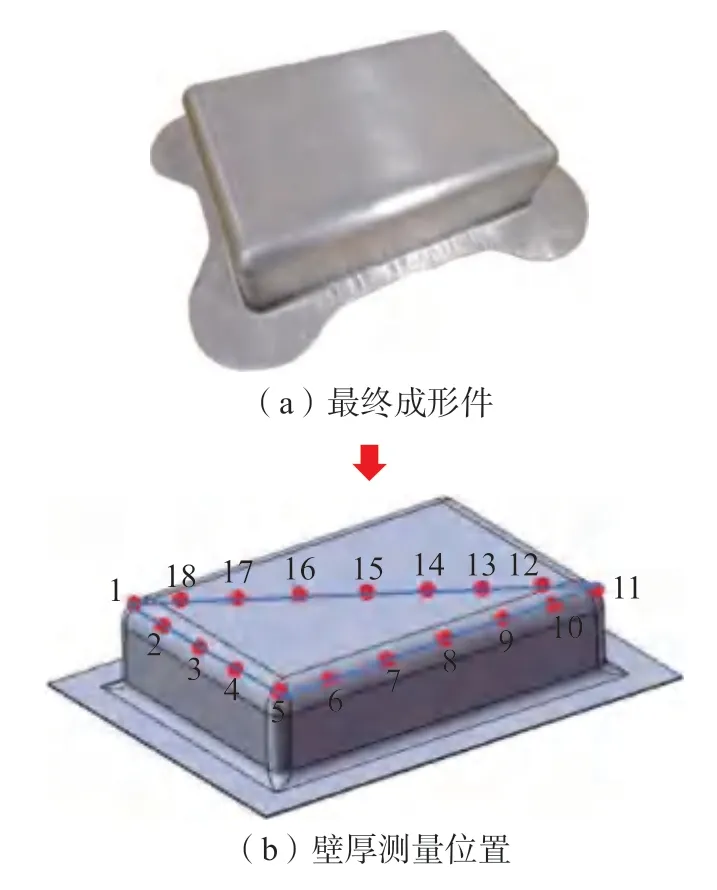
圖15 目標零件Fig.15 Target part
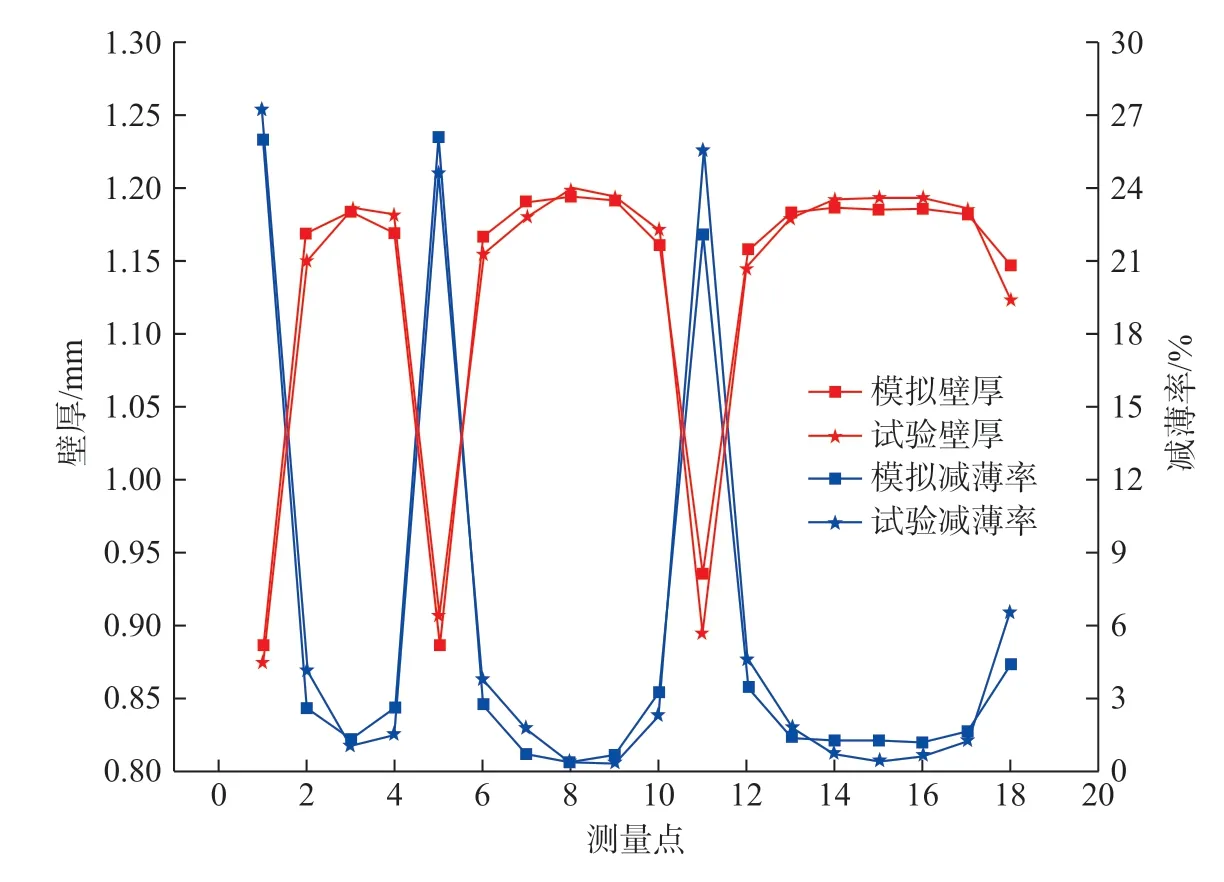
圖16 壁厚與減薄率的模擬和試驗結果對比Fig.16 Comparison of simulated and experimental results of wall thickness and thinning rate
(3)利用修正后的工藝參數對盒形零件進行有限元模擬,模擬結果與試驗值對比,相對誤差不超過5%。同時利用該最佳工藝參數組合開展一道次充液拉深成形試驗,可獲得滿足成形質量要求的盒形零件。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
光學精密工程(2016年6期)2016-11-07 09:07:19
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
核科學與工程(2015年4期)2015-09-26 11:59:03
石油化工應用(2014年8期)2014-03-11 17:40:03
