馬鞍型帶筋整體壁板噴丸成形數值模擬及優化
2021-10-16 06:07:40高國強鐘李欣陳福龍曾元松尚建勤
航空制造技術 2021年17期
田 碩,高國強,鐘李欣,陳福龍,曾元松,楊 輝,尚建勤
(1.中國航空制造技術研究院,北京 100024;2.中航西安飛機工業集團股份有限公司,西安 710089)
帶筋整體壁板尤其是薄壁高筋整體壁板因具有重量輕、密封性能好等優點在新一代航空航天裝備中備受青睞[1]。噴丸成形技術由于其成本低、操作靈活等特點,在大型壁板的成形中廣泛應用[2]。隨著現代航空制造工藝越來越復雜,對加工性能、精度要求也隨之提高,若依賴試驗的設計手段,易導致其設計費用提高,周期延長,不容易保證可靠性。數值模擬技術的應用可以大大減少試驗的比重,減少設計的盲目性,節省巨額的設計費用,并縮短設計周期[3]。
針對噴丸成形數值模擬,國內外學者展開了系列研究。目前噴丸成形模擬分為直接模擬和間接模擬。直接模擬即模擬實際彈丸流轟擊受噴材料從而獲得變形結果的過程。鄭淑琴等[4]通過建立1500 個彈丸撞擊模型,利用動態顯示噴丸沖擊過程以及靜力通用的回彈分析過程,對60Si2MnA 鋼噴丸成形整個過程進行仿真,并量化彈丸數量和速度等工藝參數對噴丸成形的影響。國際著名噴丸設備生產商維爾貝萊特(Wheelabrator)公司通過建立包含噴嘴位置、數量、噴丸介質種類、噴丸角度、彈丸速度、數量等在內的140余個參數的模擬模型以獲得接近真實的噴丸過程,采用模擬技術既可節約能源,還能縮短噴丸機生產周期,降低技術風險,同時也是獲得理想工藝方案的基礎[5]。
間接數值模擬方法即利用等效溫度場或應力場下的變形來替代噴丸變形。溫度場法[6]是將噴丸后的板料沿厚度方向分為塑性層和彈性層,在塑性層中賦予材料熱膨脹參數,通過設定溫度場使塑性層的材料產生熱應變,帶動彈性層的材料產生變形,塑性層的熱變形量與噴丸變形相對應,從而等效模擬噴丸變形。胡凱征等[7]采用溫度場法噴丸成形模擬方法對帶筋板工件的成形進行了模擬,并對工藝參數進行了優化。Hong 等[8]通過噴丸試驗和數值模擬建立了溫度載荷與噴丸強度之間的關系式,并利用此關系式對單曲率蒙皮及雙曲率馬鞍型帶筋壁板進行了數值模擬。利用溫度場模擬噴丸變形時,需要建立噴丸參數與溫度場之間的關系,增加了建模的復雜性,而且當采用殼體建模時,加載在單元節點上的溫度場在模擬過程中難以改變板料厚度方向的應力梯度,難以獲得真實的噴丸應力場。應力場法[9]是將通過試驗測得或有限元模擬獲得的噴丸誘導應力以初始應力的形式直接賦給有限元單元,應力平衡計算后獲得噴丸成形形狀。Gariépy 等[10]利用應力場法對板坯噴丸成形進行模擬,獲得了板坯彎曲曲率與噴丸工藝參數間的關系。田碩等[11]提出了基于應變中性層內移的反彎曲應力場法模擬模型,實現了雙凸外形帶筋壁板預應力噴丸成形較高精度的數值模擬。
本研究針對某新型飛機機翼馬鞍型帶筋整體壁板,采用應力場法噴丸成形數值模擬方法對代表該壁板典型結構特征的典型件工藝方案進行模擬分析,通過試驗驗證工藝方案并優化方案的準確性,為后續整體1∶1 模擬件、裝機件研制提供技術支持。
馬鞍型帶筋壁板噴丸成形數值模擬
1 應力場法噴丸成形模擬方法
噴丸誘導應力是指約束受噴材料邊界后所獲得的內部應力,材料被約束時,誘導應力等效產生延展和彎曲作用,去除約束后,板坯發生延展和彎曲變形,此時內力達到平衡,仍保留在板坯內部的應力為殘余應力,這幾種內力之間的關系為[10,12]:

式中,σi為噴丸誘導應力;σa為與延展有關的軸向應力;σb為與彎曲有關的彎曲應力;σr為噴丸殘余應力。
應力場法噴丸成形數值模擬是指,將通過多彈丸撞擊模擬獲得的誘導應力以初始應力的形式引入代表工件的有限元殼單元中,進行模擬分析,從而獲得受噴工件最終變形結果的一種數值模擬方法,其過程見圖1。
圖1(a)為多彈丸撞擊模型,在撞擊過程中固定該模型所有非噴丸面,然后對受噴表面進行噴丸,撞擊結束時模型內部的應力即為噴丸誘導應力(圖1(d))。圖1(b)為代表工件的有限元殼模型,對殼模型進行分區,每個分區都由施加應力場所需的復合殼單元(圖1(e))構成,層1 和層2 的厚度之和即為圖1(a)中模型厚度d,引入誘導應力后進行模擬計算,得到工件噴丸變形結果,見圖1(c);此時工件內部仍保留的應力即為噴丸殘余應力,見圖1(f)。
2 馬鞍型帶筋整體壁板噴丸成形工藝規劃流程
在實際工藝制定過程中,由于部分馬鞍型區域曲率較大,需要采取預應力噴丸,即沿筋條方向施加彈性預彎,在運用應力場法模擬時需要考慮預應力的施加,通常的做法是將同一厚度處的預應力值疊加利用圖1(a)中多彈丸撞擊模型獲得的相同厚度處的應力場值,見式(2)和式(3)。

式中,σx和σy為預應力噴丸成形模擬中施加在工件殼模型兩個方向的應力;和為多彈丸模型中沿X和Y方向的誘導應力;為沿Y方向施加的預應力值。
針對馬鞍型帶筋整體壁板噴丸成形,通過數值模擬和迭代優化,規劃其工藝參數,見圖2。
對壁板設計數模進行工藝分析,依據其外形特征劃分噴丸區域及其噴丸成形方式(如單面噴丸或雙面噴丸),按照外形面最大主曲率線確定噴丸路徑,利用基礎試驗結果建立的噴丸變形量與工藝參數模型確定噴丸路徑上的工藝參數——彈丸直徑、噴丸氣壓、彈丸流量、進給速度、預應力等工藝參數,利用試驗參數與模擬參數間的關聯模型校核彈坑直徑,使彈坑直徑滿足噴丸成形標準要求。接著進行壁板應力場法噴丸成形有限元模擬分析,對比模擬結果與理論外形,是否符合預期目標值,若否則進一步模擬迭代優化直到符合預期,由此該迭代模擬優化的噴丸工藝參數確定為帶筋整體壁板預應力噴丸成形工藝參數。
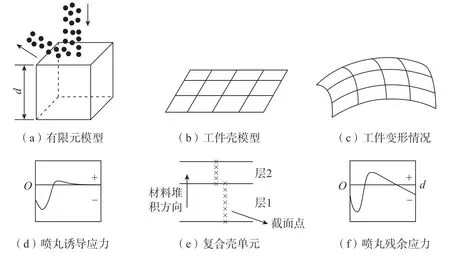
圖1 噴丸成形應力場法數值模擬過程Fig.1 Numerical simulation process of shot peen forming based on stress field
依據所選工藝參數進行噴丸成形,噴丸成形結束后測量壁板貼模間隙是否符合技術要求,若否則對相應區域進行噴丸校形,直至帶筋整體壁板的外形面精度達到技術要求。
3 噴丸變形量定義
為便于比較模擬結果與理論外形間的差異,對模擬變形量和理論變形量加以定義。依據壁板理論數模,提取底面作為目標變形曲面,定義前后梁、長桁軸線與肋位線的交點為測量點,定義過底面3 個頂點的平面為參考平面,將測量點到參考平面的距離定義為理論變形量,見圖3。由于壁板外形有雙凸型和馬鞍型,因此定義沿筋條內凹變形為正,沿筋條外凸變形為負。
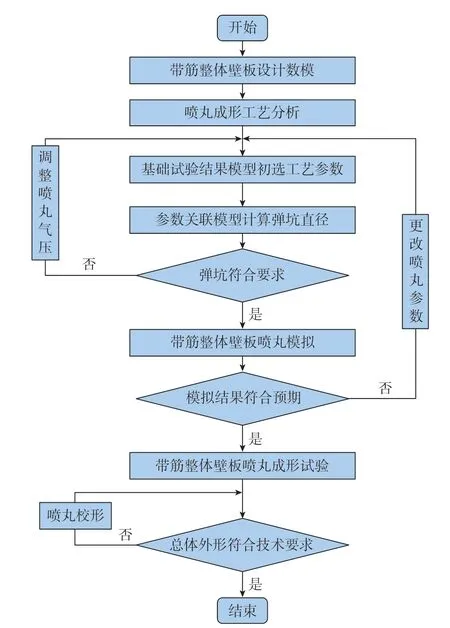
圖2 帶筋整體壁板噴丸成形工藝參數規劃流程Fig.2 Process parameter planning of shot peen forming of integrally-stiffened panel
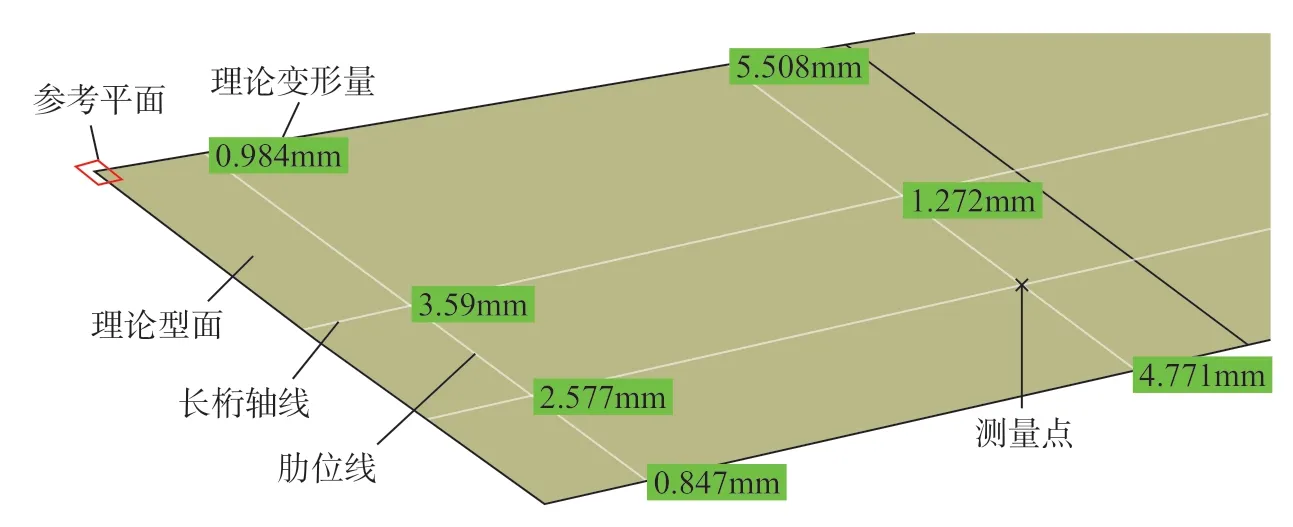
圖3 參考平面、測量點及理論變形量定義Fig.3 Definition of reference plane, measuring point and theoretical deformation
在模擬軟件后處理模塊中,創建沿前后梁和長桁的取值路徑(圖4),沿著取值路徑提取Z向位移即為模擬變形結果,測量點處的Z向位移即為該測量點的模擬變形量,測量點的空間位置可以根據數模肋位位置分布獲取。

圖4 取值路徑示意圖Fig.4 Schematic diagram of value path
典型件馬鞍型壁板數值模擬及優化
1 典型件壁板數值模擬分析
某壁板典型件見圖5,材料為2024-T351 鋁合金,利用圖2 中的模擬流程,給定初始方案后模擬結果見圖6,理論變形量見表1,模擬變形量見表2。
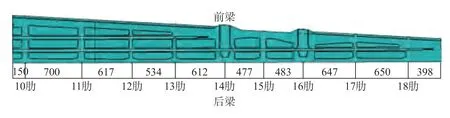
圖5 某壁板典型件Fig.5 Typical part of panel

圖6 典型件噴丸變形結果Fig.6 Shot peening deformation results of typical part
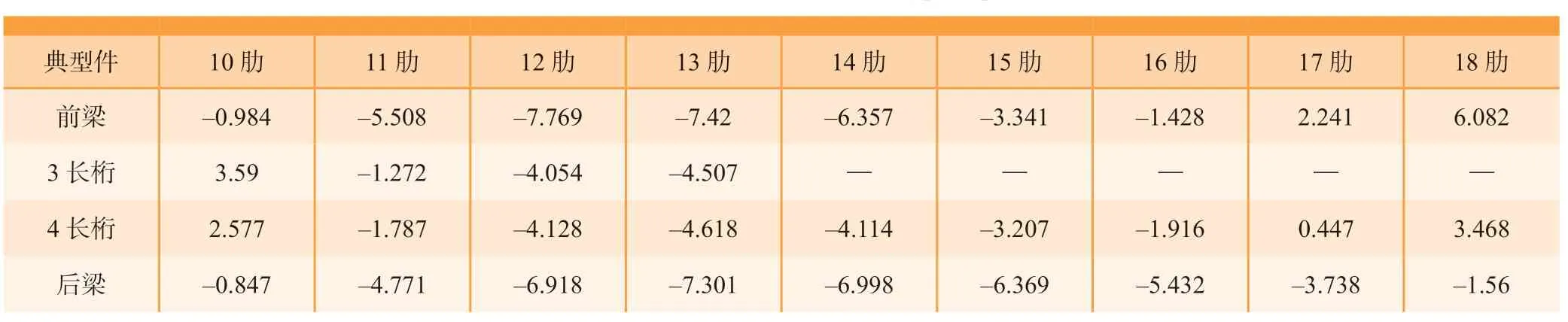
表1 壁板典型件理論變形量Table 1 Theoretical deformation of typical part mm

表2 壁板典型件模擬變形量Table 2 Simulated deformation of typical part mm
圖7 和圖8 分別為前后梁和長桁的模擬變形量和理論變形量對比,圖9 為10 肋、11 肋、12 肋和13 肋 弦向模擬變形量和理論變形量對比。
由圖7 和圖8 可以看出模擬變形量曲線和理論變形量曲線差距較大,整體表現為展向坐標1500~ 3500mm(12~16 肋區域)區域內展向變形不足,最大差值位于前梁14肋處,達到11.8mm,因此需要在初選工藝方案的基礎上進行方案優化,即補充對4 長桁13~16 肋筋頂區域噴丸。此外,由圖9 看出模擬變形量與理論變形量近似為平行的兩條折線段,說明弦向噴丸參數制定合理。
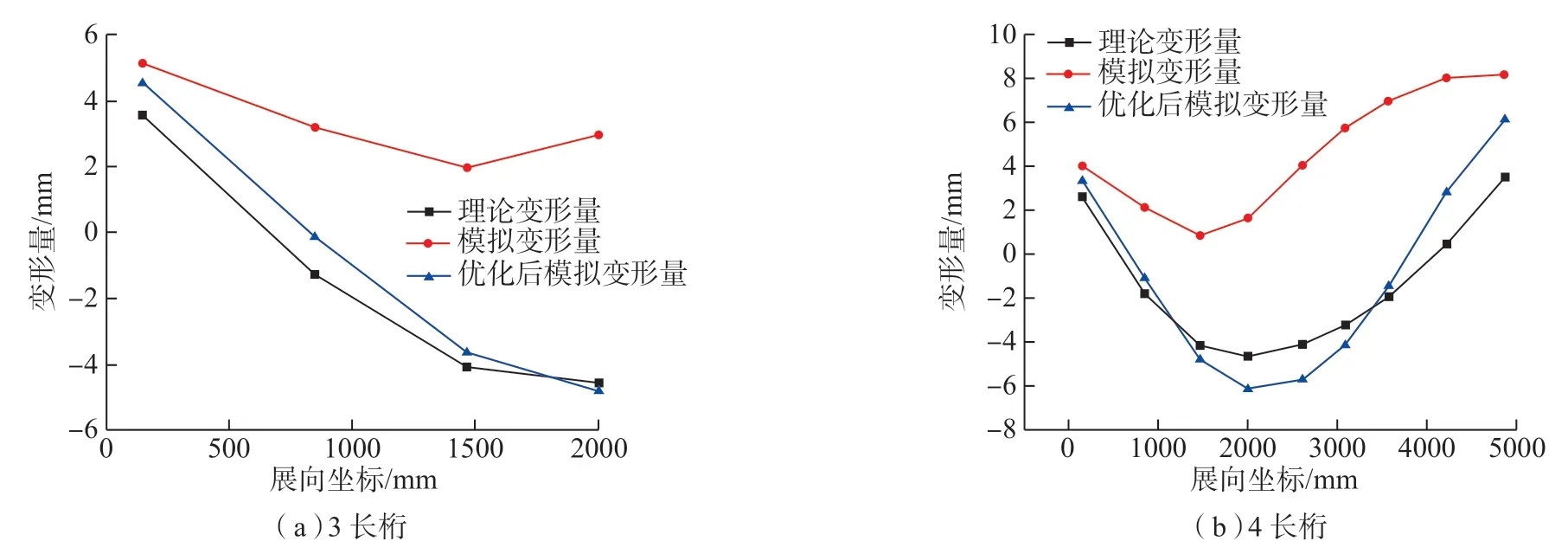
圖8 長桁模擬變形量與理論變形量對比Fig.8 Comparisons of simulated deformation and theoretical deformation of stringers
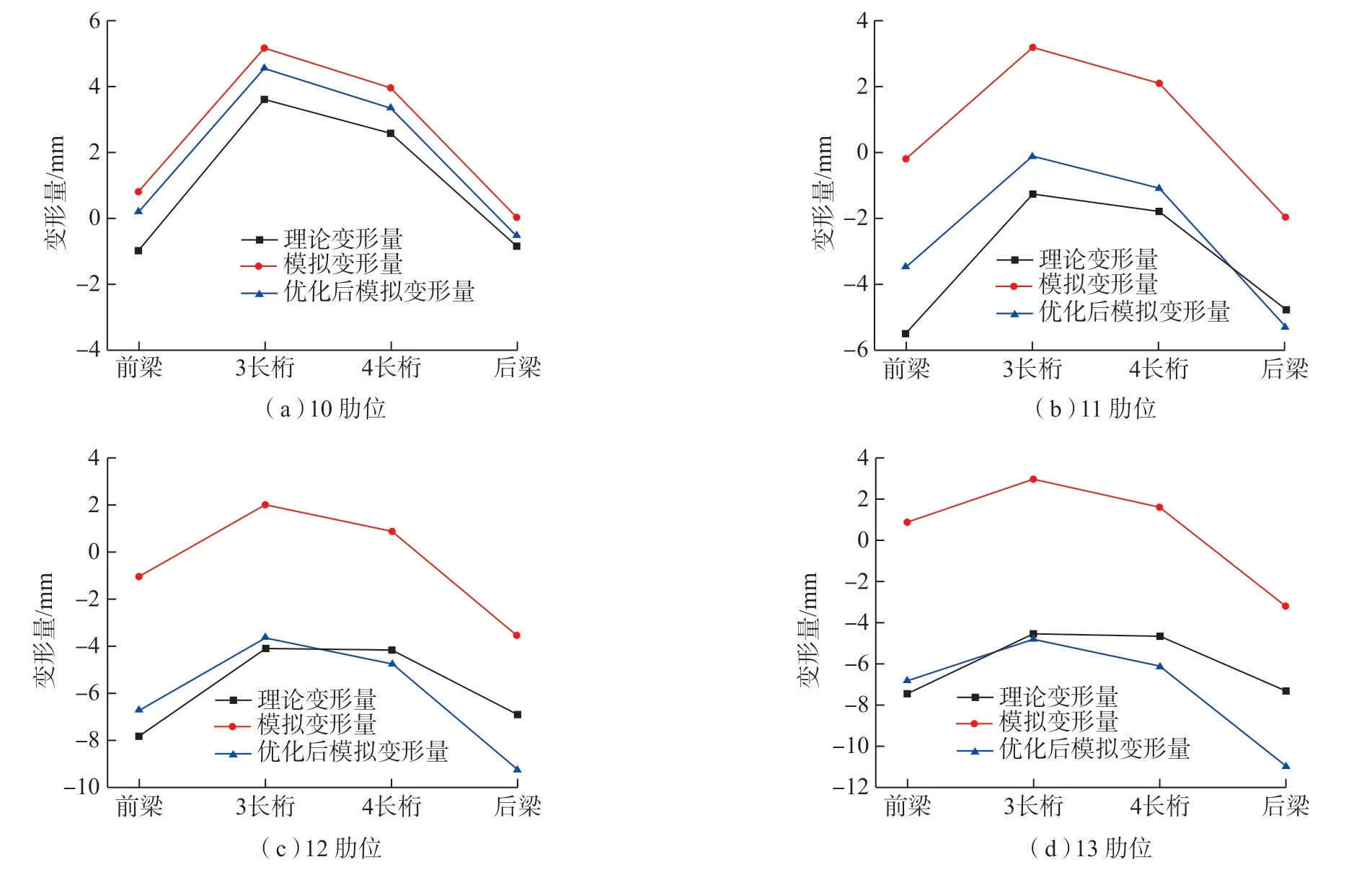
圖9 10~13 肋位模擬變形量與理論變形量對比Fig.9 Comparisons of simulated deformation and theoretical deformation of ribs 10-13
利用優化工藝方案進行噴丸變形模擬,結果見表3。圖7~9 分別顯示了優化后展弦向模擬變形結果,可以看出優化后模擬變形量和理論變形量曲線基本重合,最大差值位于后梁13 肋處,僅為3.7mm,比初始方案減少了8.1mm,因此優化方案更加合理可行。
圖7 前后梁模擬變形量與理論變形量對比Fig.7 Comparisons of simulated deformation and theoretical deformation of front and back beams
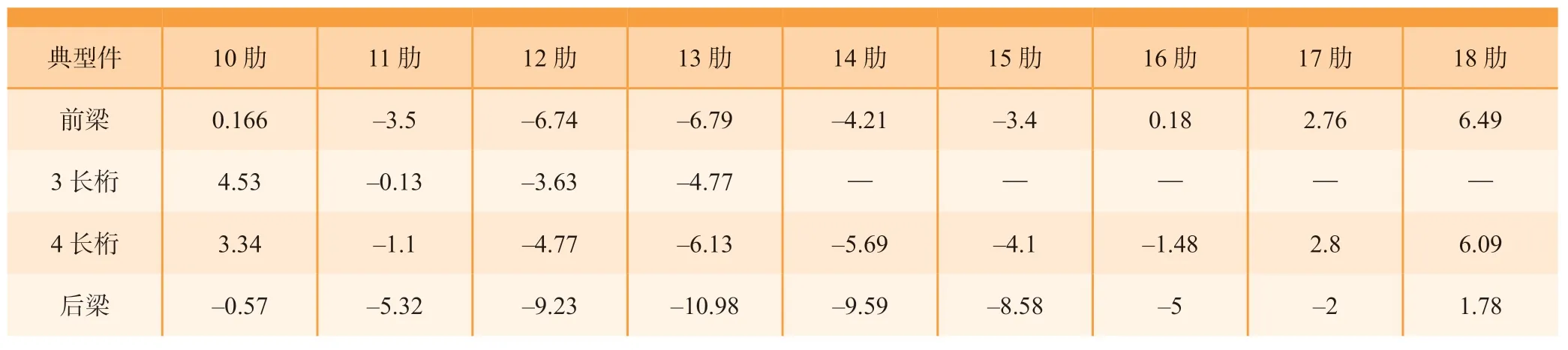
表3 典型件優化后模擬變形量Table 3 Simulated deformation of typical part after optimization mm
2 典型件噴丸試驗驗證
利用優化后的工藝方案進行典型件噴丸成形試驗,試驗結束后將典型件壁板放到檢驗型架上,利用塞尺和刻度尺測出自由狀態下壁板貼模間隙值見表4,為實現變形情況統一,利用表1 中理論變形量減去表4中間隙值獲得的試驗變形量見表5。
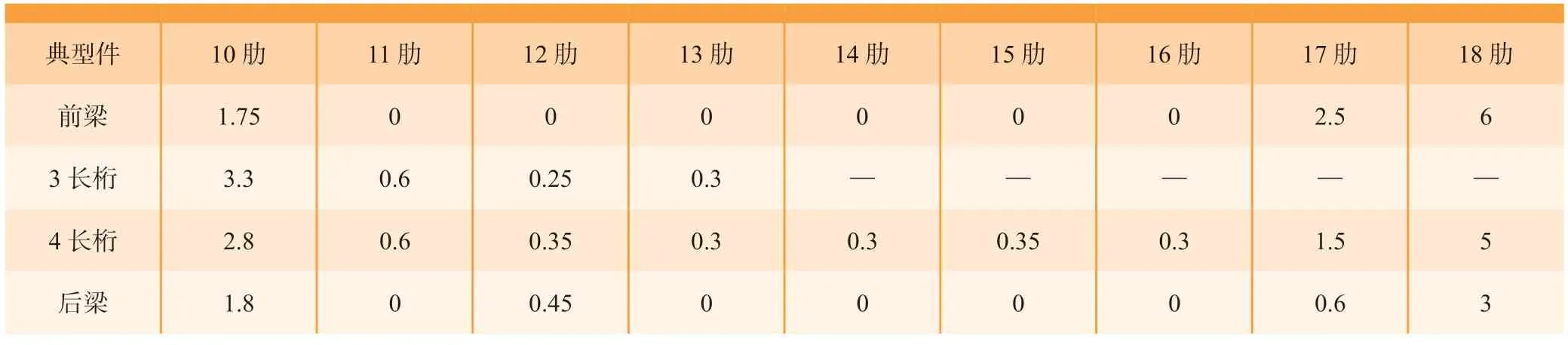
表4 壁板典型件自由狀態貼模間隙Table 4 Free state placement gap of typical part mm
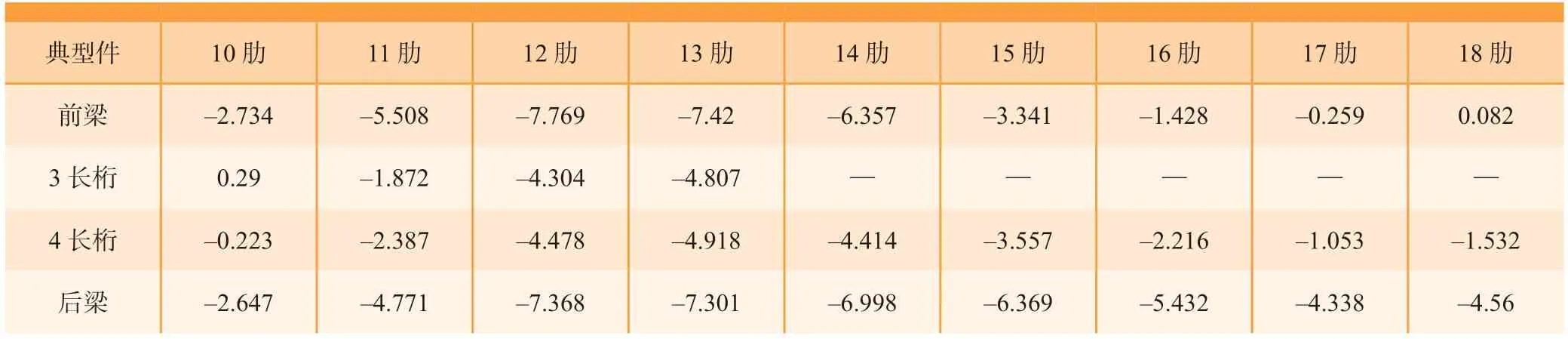
表5 典型件試驗變形量Table 5 Test deformation of typical part mm
圖10~12 為試驗變形量、理論變形量和優化后模擬變形量對比圖,試驗變形量與優化后模擬變形量相比,11~17 肋間差值均小于4 mm,說明噴丸變形模擬方法較為準確,僅在壁板兩端差值較大,分析原因,是由于實際試驗時兩端噴丸覆蓋率小于優化方案,造成兩端變形小。試驗變形量與理論變形量相比,11~17 肋間差值均≤2.5mm,12~16 肋間差值均≤0.5mm,已經滿足精度要求(間隙值≤0.5mm),壁板兩端雖有較大差值,考慮到端部噴丸覆蓋率較小,可進一步補噴丸或采用超聲波校形進行處理。最后將典型件壁板放到檢驗型架后加載少量沙袋即能滿足貼模要求,見圖13,因此優化后的試驗方案總體合理可行。
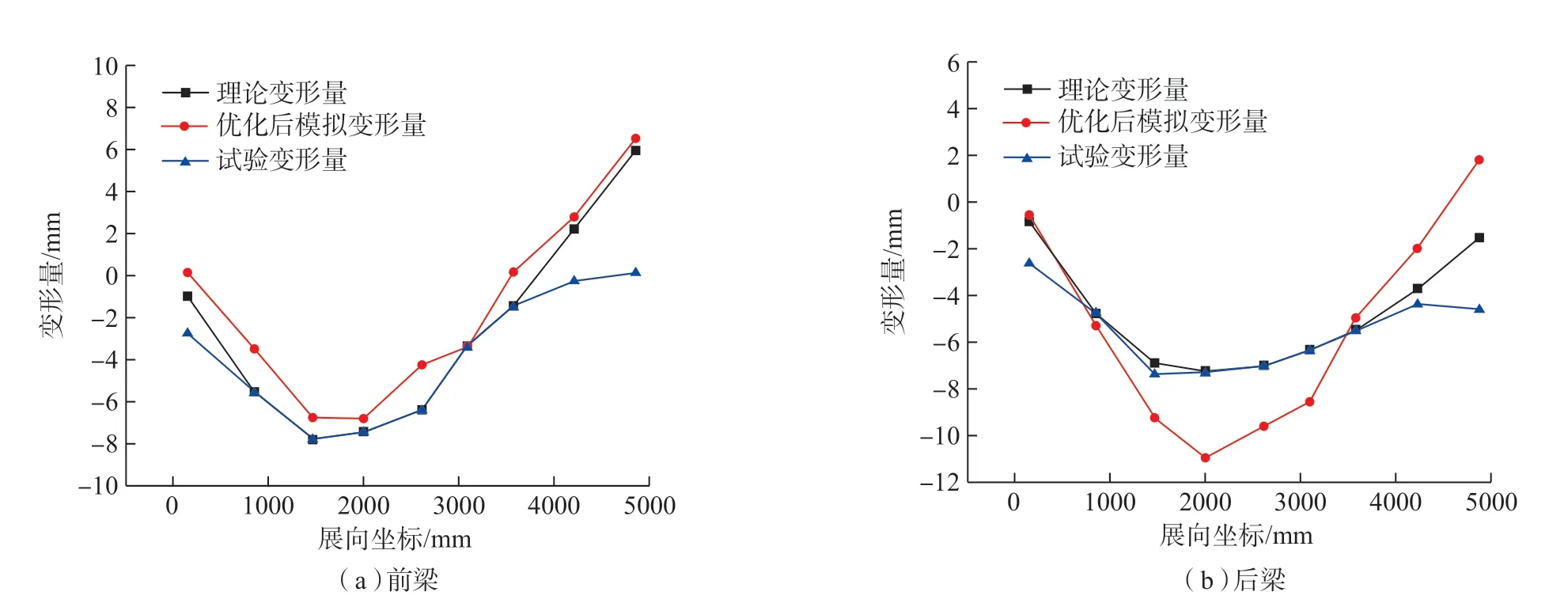
圖10 前后梁試驗變形量、理論變形量和優化后模擬變形量對比Fig.10 Comparisons of test deformation, theoretical deformation and simulated deformation after optimizing of front and back beams
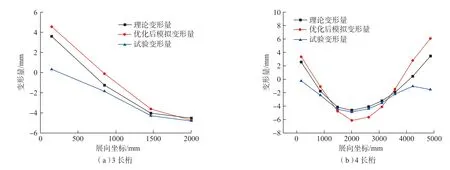
圖11 長桁試驗變形量、理論變形量和優化后模擬變形量對比Fig.11 Comparisons of test deformation, theoretical deformation and simulated deformation after optimizing of stringers
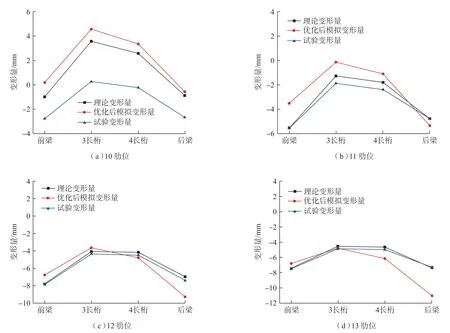
圖12 10~13 肋位試驗變形量、理論變形量和優化后模擬變形量對比Fig.12 Comparisons of test deformation, theoretical deformation and simulated deformation after optimizing of ribs 10-13
結論
針對某新型飛機機翼馬鞍型帶筋整體壁板,采用應力場法噴丸成形數值模擬方法對壁板典型件工藝方案進行模擬及優化,模擬結果及優化方案通過試驗驗證。
(1)模擬分析可知,采用對典型件4 長桁13~16 肋筋頂區域進行噴丸的優化方案,模擬變形量和理論變形量曲線基本重合,最大差值位于后梁13 肋處,僅為3.7mm,比初始方案減少了8.1mm。

圖13 壁板典型件試驗圖Fig.13 Test picture of typical part of panel
(2)試驗變形量與模擬變形量相比,11~17 肋間差值均<4mm,說明噴丸變形模擬方法較為準確;試驗變形量與理論變形量相比,11~17肋間差值均≤2.5mm,12~16 肋間差值均≤0.5mm,因此優化方案合理可行。
(3)基于模擬的噴丸成形工藝方案制定方法,為整體壁板噴丸成形技術研究和應用提供了一種成本低、效率高、周期短的途徑。
猜你喜歡
當代陜西(2022年5期)2022-04-19 12:10:18
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:28
湘潮(上半月)(2021年4期)2021-07-20 08:05:28
汕頭大學學報(自然科學版)(2020年4期)2020-12-14 07:05:00
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
