磁針磁力研磨工藝對發動機渦輪葉片表面質量的試驗研究
2021-10-15 08:24:18朱慧寧馬小剛程海東
航空制造技術 2021年18期
朱慧寧,馬小剛,程海東,陳 燕,韓 冰
(遼寧科技大學,鞍山 114051)
航空發動機渦輪葉片作為航空發動機上的重要組成部分,長期在高溫、高壓等惡劣環境下工作[1],是航空發動機最容易發生故障的部件之一[2]。目前,通過葉片上密布排列的氣膜孔進行冷卻已經成為最廣泛的冷卻方式[3],Bunker[4]在2006年提到,提高冷卻性能和降低循環過程的氣動損失是渦輪冷卻技術的兩個主要目標。氣膜冷卻的相關研究一直關注幾何參數(孔形、節距等)和氣動參數(吹風比、密度比等)對兩個指標的影響[5]。除了渦輪葉片氣膜孔的尺寸精度、表面質量要求,渦輪葉片氣膜孔的形狀對冷卻效果的影響至關重要[6–7]。然而,電火花和激光加工作為當下最成熟的氣膜孔加工技術存在重熔層增厚超標、微裂紋、氣膜孔棱邊毛刺殘留等缺陷,渦輪葉片若不經處理則會在使用過程中造成毛刺、熔融積瘤等的脫落,導致氣膜孔局部阻塞,進而嚴重影響渦輪發動機的使用壽命[8–11]。傳統研磨工藝中很難去除氣膜孔棱邊處重熔層積瘤和毛刺,水射流、磨粒流等新技術也只能去除部分毛刺或造成化學成分的殘留。同時,殘余應力作為一種非穩定狀態下而產生的殘留應力,其大小可直接導致工件的翹曲變形及尺寸變化等問題,是工件因環境應力開裂的主要原因[12],但渦輪葉片殘余應力的研究并無過多參考資料。航空發動機渦輪葉片表面質量、殘余應力等的改善研究已成為企業亟須解決的重大問題之一。目前,磁針磁力研磨應用廣泛,可以去除蒙皮微孔毛刺、渦輪軸內壁積碳[12]、燃油噴嘴積碳[13]、提高異形管內表面質量及使用壽命[14]等。針對這一企業難題現狀及磁針磁力研磨的應用前景,提出采用磁針磁力研磨工藝,在保證渦輪葉片尺寸精度和形狀精度的條件下來改善其表面質量,降低其殘余應力,提高葉片使用壽命。本文以不同磁針型號、磁極轉速及研磨時間為影響因素,以葉片氣膜孔周邊毛刺高度、葉片表面粗糙度及殘余應力大小為指標,定量化研究各影響因素與指標參數間的規律關系,為磁針磁力研磨工藝對渦輪葉片表面質量的改善提供參考依據。
磁針磁力研磨工作原理
1 工作原理
圖1(a)為磁針磁力研磨加工原理圖,在研磨過程中將被加工件置于專用工裝夾具上,與按一定比例混合的研磨液和磁針放入適宜容積容器內,利用電機主軸帶動磁極旋轉從而產生旋轉磁場,磁針在旋轉磁場的作用下開始運動,此過程中磁針在相互碰撞力、研磨液浮力、慣性力及磁場力等力的共同作用下處于無序運動狀態,使磁針與工件之間發生相對運動,無數磁針無序撞擊在工件表面達到有效去除毛刺,強化工件表面,改變工件表面的應力狀態,提高工件抗腐蝕性的目的。試驗裝置圖如圖1(b)所示。
2 磁針受力分析
磁針在磁場中被磁化同樣會產生磁場形成明顯的N 極和S 極。圖2 為磁針在磁場中磁化示意圖,可知磁針總是順著磁感線的方向排布[15]。假設磁極盤上磁極與磁針間距為l1,磁極強度為ma,磁針磁極強度為mb,則
其中,Hma為磁極所處位置磁場強度;Hmb為磁針所處位置磁場強度;μ0為真空導磁率。
則可得磁針公轉時在磁場力中所受的磁場力為

由式(1)~(3)可知磁針在磁場中受力的大小與磁針質量及磁場強度有關。
3 磁針去除機理分析
由于磁針的復雜運動,磁針與工件的接觸形式有很多,目前磁針與工件接觸方式有碰撞、劃擦和翻滾。由于磁針與工件之間不斷地碰撞、劃擦、翻滾,使得工件表面的毛刺發生塑性變形,發生塑性變形的毛刺再經磁針的碰撞、劃擦、翻滾就很容易從工件表面脫落,從而達到去毛刺的效果。圖3 是磁針去除毛刺的機理圖,要想去除毛刺,磁針與工件之間就會存在相對運動,即工件與磁針之間存在速度差。

圖1 磁針磁力研磨加工原理及試驗裝置Fig.1 Magnetic abrasive machining with magnetic needle and test device
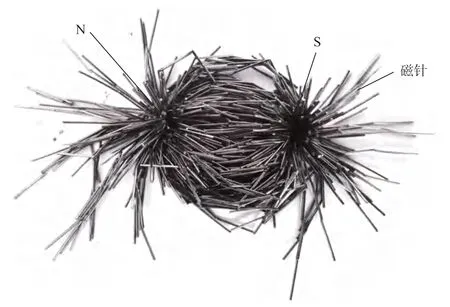
圖2 磁針在磁場中磁化示意圖Fig.2 Magnetization of magnetic needle in magnetic field
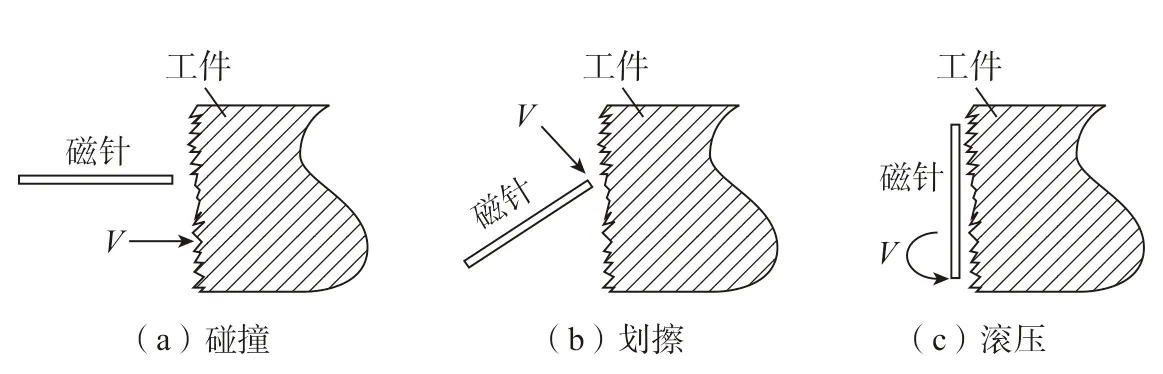
圖3 磁針去除毛刺示意圖 Fig.3 Schematic diagram of magnetic needle deburring
磁針磁力研磨試驗參數
試驗研究對象為某型號航空發動機渦輪葉片,材料為DD6 單晶鎳基合金,葉片示意圖如圖4 所示。采用水基研磨液,在研磨過程中有散熱作用,防止溫度過高導致磁場強度下降。磁針直徑要大于氣膜孔孔徑,防止研磨過程中磁針進入氣膜孔內部造成堵塞。具體試驗參數見表1。
試驗采用廣州廣精精密儀器JB–8E 表面粗糙度儀來檢測研磨前后渦輪葉片表面粗糙度,取樣長度為4mm;研磨前后表面形貌采用日本VHX–500F 超景深顯微鏡進行觀察;殘余應力場采用荷蘭的X’Pert Powder 殘余應力測試分析系統,測試條件:Cμ 靶K–a 波段,靶電壓30kV,靶電流25mA,布格拉角145°,曝光時間9s。
試驗結果與討論
1 氣膜孔周邊毛刺高度
采用JB–8E 表面粗糙度儀檢測研磨前葉片表面粗糙度Ra=0.5μm,超景深顯微鏡觀察葉片氣膜孔周邊毛刺原始高度為43.9μm,采用X’Pert Powder 測的葉片原始表面殘余應力為324.7MPa。本試驗方案如表2 所示,方案分為4 組,研究了磁極轉速、磁針長度、磁針直徑及研磨時間對氣膜孔周邊毛刺的變化,不同影響因素下研磨前后氣膜孔周邊毛刺高度的變化如圖5 所示。當磁極轉速為400r/min 時,毛刺高度h由原始43.9μm 變為研磨后34.5μm,變化量?h較小,這是由于磁極轉數小,磁針研磨壓力較小,因而毛刺去除量小;當磁極轉速為800r/min,毛刺高度變化量?h為20.2μm;當磁極轉速為1200r/min 時,?h為28.3μm。隨 著磁極轉數的增加,磁針獲得的研磨壓力也增加,因而毛刺去除量也不斷增大。
圖6 為 選 用φ0.3mm×5mm 型號磁針、磁極轉數800r/min、磁針長度5mm、研磨時間8min 條件下,利用超景深顯微鏡拍攝的三維表面形貌圖,在氣膜孔棱邊畫一條線AB,表示A到B區域的毛刺平均高度,數值為27.4μm。在磁極轉數800r/min、研磨時間8min 條件下,通過對比φ0.3 mm×5mm、φ0.5mm×5mm 和φ1.0 mm×5mm 3 種不同直徑、同長度的磁針磁力研磨前后毛刺高度的變化,得到磁針直徑越大,毛刺去除量越大。圖7 為在方案4 條件下研磨前后氣膜孔二維表面形貌圖,可知φ0.5mm×5mm 型號的磁針研磨表面最好。利用φ0.3mm×5mm 磁針加工工件表面時,由于單個磁針質量較小,所獲動能小,研磨力度不夠,因而毛刺去除量少,效果不明顯;而磁針直徑為φ1.0mm 時,直徑大,質量大,研磨壓力變大,此時毛刺去除量明顯增大,但對工件表面形貌造成一定的損傷。
在方案3 條件下,先后利用φ0.5mm×3mm、φ0.5mm×5mm、φ0.5mm×7mm 3 種同直徑、不同長度磁針對渦輪葉片表面進行研磨加工,得出φ0.5mm×5mm 磁針研磨毛刺高度去除量最大。這是由于長度3mm磁針在旋轉磁場中速度較低,研磨壓力不足,撞擊毛刺次數較少,研磨不充分,因而毛刺去除量較少;長度7mm 磁針研磨工件表面毛刺去除量少是由于磁針太長,在旋轉磁場的作用下翻滾次數較少,對毛刺劃擦次數少,因而毛刺去除率較低。
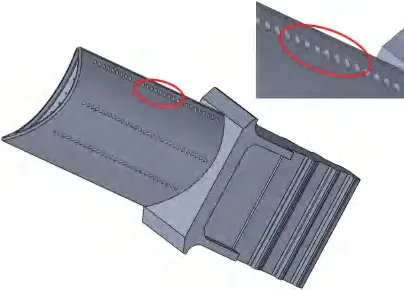
圖4 葉片示意圖Fig.4 Blade diagram
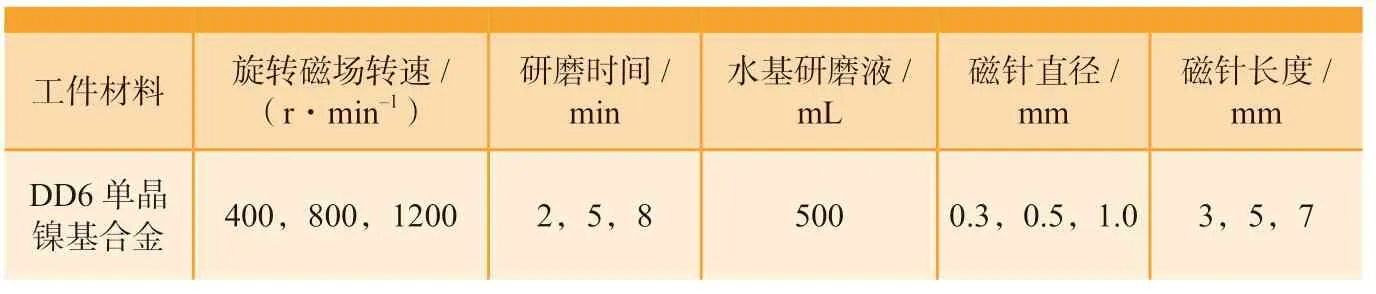
表1 試驗工藝參數Table 1 Parameters of test process
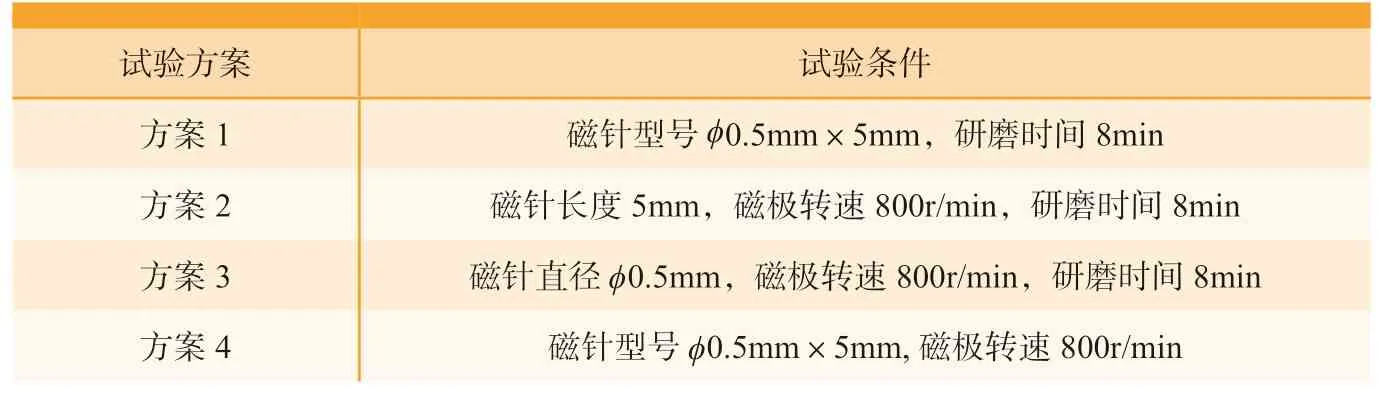
表2 試驗方案及試驗條件Table 2 Test scheme and test conditions
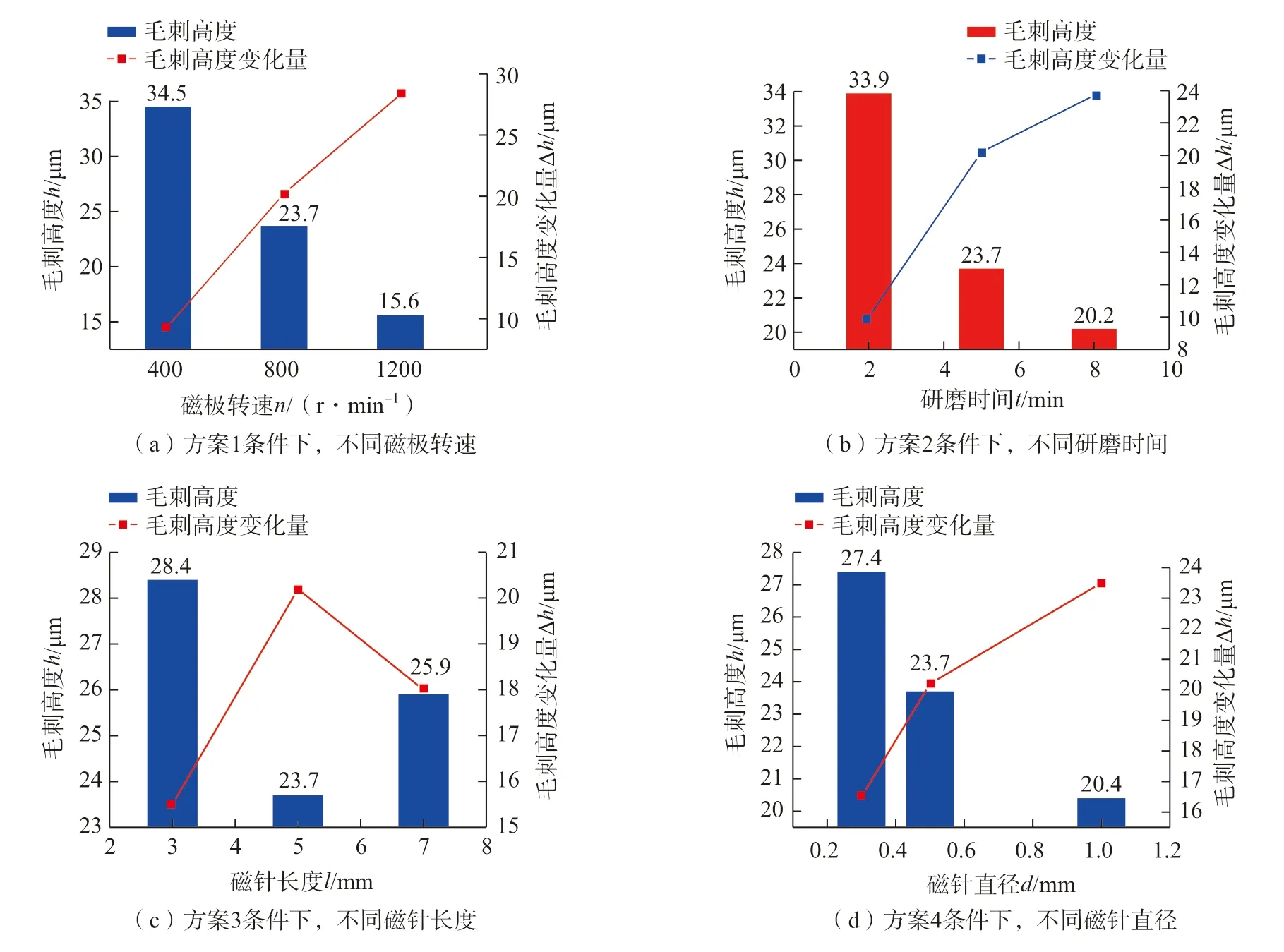
圖5 不同試驗條件下毛刺高度變化圖Fig.5 Variation diagram of burr height under different test conditions
在方案4 條件下,研磨時間分別為2min、5min、8min 時,從表3 數據可得出隨著時間的增加,磁針與工件碰撞、劃擦的次數增加,因而毛刺高度去除量大大增加。
2 表面粗糙度分析
表3 為不同影響因素下研磨前后渦輪葉片表面粗糙度的變化,原始表面粗糙度Ra為0.5μm。由表3 可知,表面粗糙度隨著磁針長度增加呈先降低后增加趨勢。在磁場轉速800r/min、磁針型號φ0.5mm×3mm 條件下研磨5min,表面粗糙度Ra變為0.28μm,變化量?Ra為0.22μm。φ0.5 mm×5mm型號磁針研磨后表面粗糙度最低,對比原始表面粗糙度值變化最大,表面質量最好。
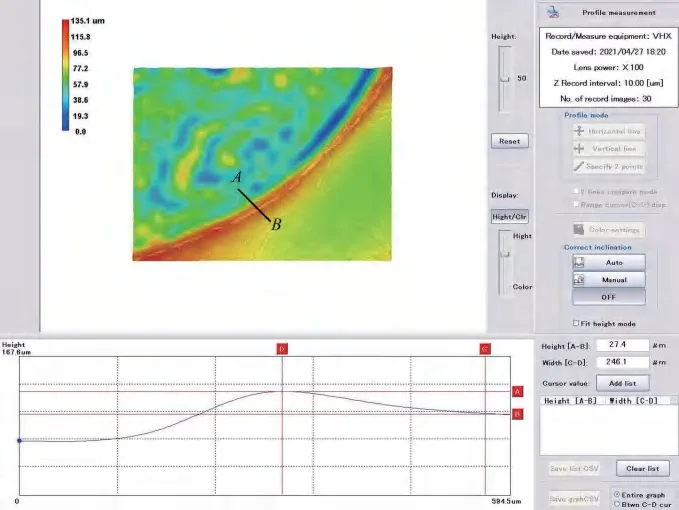
圖6 研磨表面毛刺高度圖Fig.6 Figure of burr height on grinding surface
由表3 可知,葉片表面粗糙度隨著磁針直徑增加先降低再增加。在φ0.3mm×5mm 磁針條件下,表面粗糙度Ra為0.29μm,對比原始表面粗糙度降低了0.21μm;當采用φ1.0mm×5mm 磁針研磨后,表面粗糙度Ra為0.80μm,變化量?Ra為– 0.3μm,這是由于磁針直徑過大,在磁針撞擊、翻滾、劃擦工件表面時磨削痕跡較為明顯,因而表面粗糙度有所增加。

圖7 磁針不同直徑下研磨5min 后表面形貌對比圖Fig.7 Comparison of morphology after grinding for 5min with different needle diameters

表3 不同方案下表面粗糙度對比Table 3 Comparisons of surface roughness under different schemes
同樣,葉片表面粗糙度隨磁極轉速增加呈先降低后增大趨勢,這是由于當磁極轉數為400r/min 時,磁極轉數較小,磁針獲得的動能就小,磁針撞擊工件表面的力越小,僅去除部分毛刺,即工件表面粗糙度有所降低;當磁極轉速為1200r/min 時,由于磁極轉數較大,磁針獲得的動能就大,磁針撞擊工件表面的力越大,造成工件表面磁針擊打過的痕跡較為明顯,因此工件表面粗糙度增加。
3 殘余應力分析
在相同磁場轉速800r/min、研磨8min 時,分別對比了φ0.5mm× 3mm、φ0.5mm×5mm、φ0.5mm× 7mm 3 種不同磁針長度和φ0.3mm× 5mm、φ0.5mm×5mm、φ1.0mm× 5mm 3 種不同磁針直徑對葉片殘余應力的影響。由圖8(a)可得采用3 種不同磁針長度研磨后,工件表面的殘余應力隨著磁針長度的增加由原始的拉應力324.7MPa 變為壓應力83.5MPa,同時隨磁針長度的增加,殘余壓應力的值也隨之增大。
圖8(b)為3 種不同磁針直徑下研磨后殘余應力圖,葉片表面殘余應力值由原始拉應力324.7MPa 變為壓應力110.1MPa,其數值隨磁針直徑的增大而增大。
如圖8(c)所示,當磁針型號同為φ0.5mm×5mm,研磨時間為8min,磁場轉速分別為400r/min、800r/min、1200r/min 時,葉片表面殘余應力由原始拉應力324.7MPa 變為壓應力141.8MPa。在磁場轉速為400r/min時,殘余應力仍然為拉應力,這是由于磁場轉速小,磁針所獲動能不足,研磨壓力不夠因而殘余應力變化不大。隨著磁場轉速增加,殘余應力變化值相應越大。
如圖8(d)所示,磁極轉速為800r/min、磁針型號φ0.5mm×5mm、研磨8min 后,表面殘余應力由原始拉應力324.7MPa 變為壓應力132.8 MPa。這是由于隨著研磨時間的增加,磁針擊打工件次數也隨之增加,工件內部晶格間碰撞次數增大,釋放殘余應力,隨著研磨時間增加,表面殘余應力也呈增大趨勢。

圖8 不同因素下表面殘余應力變化Fig.8 Variation of residual stress under different factors
由前文綜合分析可知,當磁場轉速800r/min、磁針型號φ0.5mm×5mm、研磨時間8min 時,葉片表面質量最好。采用X'Pert Powder 殘余應力測試分析系統所測葉片表面應力變化值。葉片表面殘余應力由原始的拉應力(324.7±56.9)MPa 變為壓應力(132.8±26.9)MPa,可有效提高葉片抗疲勞強度,提高其服役壽命(圖9)。
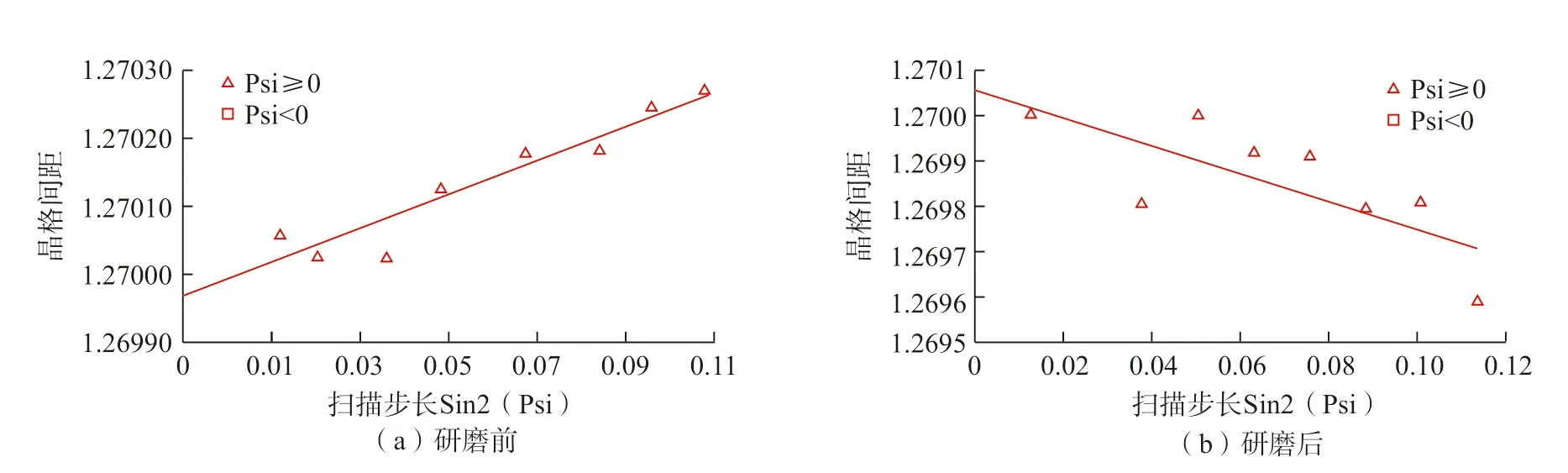
圖9 研磨前后殘余應力變化曲線圖(Phi=0°)Fig.9 Residual stress curve before and after grinding (Phi=0°)
結論
(1)以不同磁針型號、磁極轉速及研磨時間為影響因素,以葉片氣膜孔周邊毛刺高度、葉片表面粗糙度及殘余應力大小為指標,通過試驗得到各影響因素與指標參數間的定量化規律關系,可為磁針磁力研磨工藝對渦輪葉片表面質量的改善提供參考依據。
(2)通過磁針磁力研磨試驗數據可得,當磁場轉速為800r/min,磁針型號為φ0.5mm×5mm,研磨時間為8min 時,渦輪葉片氣膜孔周邊毛刺基本得到去除,毛刺高度由原始的43.9μm 變為20.2μm;表面粗糙度Ra也由原始的0.5μm 下降到了0.16μm,表面質量得到了明顯改善;磁針磁力研磨工藝可使渦輪葉片表面殘余應力得以釋放,并由原先拉應力變為壓應力,可有效提高葉片抗疲勞強度,提高其服役壽命。
