控制儀表在復雜控制系統中的應用
2021-10-09 09:44:40麻建波李隆昌王軼夫
自動化儀表 2021年9期
麻建波,薛 通,李隆昌,王軼夫
(1.中國核電工程有限公司鄭州分公司,河南 鄭州 450052;2.上海汽車集團股份有限公司乘用車鄭州分公司,河南 鄭州 450000)
0 引言
控制儀表通常是指在控制系統中能自動控制被控變量的一類具有獨立運算功能的儀表。它將由變送器采集來的測量信號與給定值進行比較后,對偏差信號按一定的控制規律進行運算,并將運行結果以規定的信號輸出到執行機構,進而實現某種控制功能。控制儀表具有高穩定性、高控制精度、高安裝靈活度等優點,在工業自動化行業中有較為廣泛的應用。但控制儀表在復雜控制系統中的使用有較為明顯的局限性。如果使用不當,往往會給設備后期的運行及維護造成諸多不便,導致設備高故障率、高運維成本的不良結果。
1 設備概況
“沸石轉輪濃縮+蓄熱焚燒爐(regenerative thermal oxidizer,RTO)裝置”是當前較為流行的處理大風量、低濃度揮發性有機物廢氣的廢氣處理設施。它主要利用疏水性沸石轉輪吸附并濃縮揮發性有機物氣體,再通過焚化爐的焚燒作用處理濃縮后的揮發性有機物。
系統結構如圖1所示。
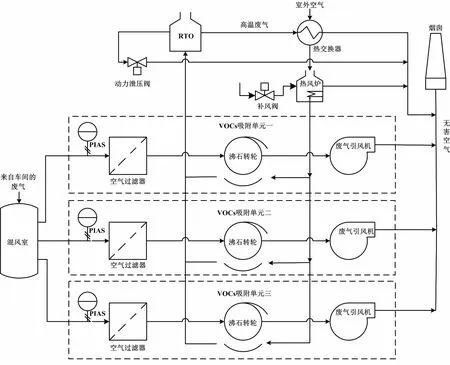
圖1 系統結構圖
1.1 設備工作流程
該設備主要運行流程為:過濾→吸附→脫附→焚燒→排放。流程運行詳述如下。
①廢氣一次側:主要涉及廢氣過濾+濃縮功能單元。廢氣由生產設備排入該環保設備的進口混風室,再被該設備的3臺轉輪濃縮吸附功能單元(控制相互獨立,可同時工作亦可單臺工作)抽取處理。抽取的廢氣先經空氣過濾器吸附攔截固體顆粒物,之后在設備的吸附處理區由沸石轉輪對揮發性有機物進行吸附收集。處理后的氣體最后送入同一個風道內排出。整個設備運行過程中需要保證入口混風室的氣壓維持在一個特定的范圍內,以確保當設備狀態發生變化后車間內生產設備不會出現憋壓現象。
②廢氣二次側:包含廢氣RTO功能單元和脫附風加熱功能單元。吸附了大量揮發性有機物的沸石轉輪在轉到脫附處理區后,被從脫附風加熱功能單元送來的、已加熱到(200±20)℃的潔凈空氣脫附再生。脫附出的高濃度廢氣被送入RTO中進行焚燒處理。焚燒后的氣體經過余熱回收裝置后,直接排放到大氣。
1.2 系統的主要過程控制需求及實際實施方案
過程控制規劃如表1所示。由表1可知,該系統共包含有7項變量調節過程。其中6項均是由小型控制儀表來實現的。雖然控制類型僅有溫度調節和壓力調節2種,但由于所涉及的工藝要求及執行設備不同,所使用的控制儀表也各不相同。整個過程控制系統有如下特點。
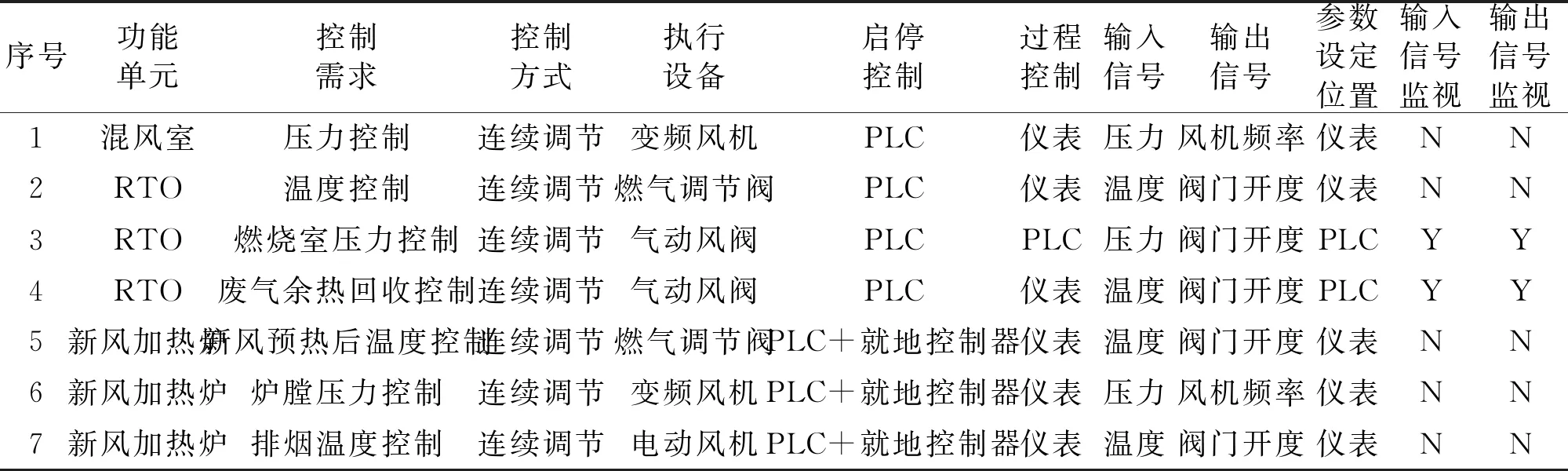
表1 過程控制規劃表
①所有控制需求中除RTO爐膛壓力控制因涉及設備安全而由系統主控柜可編程邏輯控制器(programmable logic controller,PLC)直接操縱外,其余各控制需求僅啟動/停止動作受系統主控柜PLC操縱,參數調節過程均由小型控制儀表獨立完成。各單元擁有獨立的傳感器及控制儀表,輸出信號直接作用于各執行器。控制儀表與主控柜PLC無通信,故系統中控屏及車間中央控制室均無法直接監視其輸入/輸出信號以及設定值,無法生成參數曲線圖,更無法遠程修改設定值。
②系統對各關鍵運行參數的監視由PLC直屬傳感器采集信號,安裝位置上部分傳感器與以上各控制儀表所配的傳感器有重復。另外,由于所有變頻器均為端子控制模式,故系統PLC無法對風機的運行參數進行監控。
③3臺吸附風機的頻率調節分別由3個同型號的控制儀表來實現,在儀表的操作面板上進行參數設置。3個單元的運行控制相互獨立,未設置聯動功能。車間內生產設備產生的廢氣風壓較為平穩,監控曲線呈水平線性狀態。而變頻調節模式下,該廢氣處理設備的實際運行結果是混風室風壓長期處于大幅的波動狀態。
④整套系統累計使用控制儀表種類多達6種,其中新風加熱功能單元就使用了3種共5塊控制儀表。
2 系統優缺點分析
單從設備工藝性能角度來看,該系統設計較為合理。除實現了基本工藝要求外,系統還設計有多重保護功能:設置轉輪前空氣過濾器對廢氣中固體顆粒物進行過濾,以避免對沸石轉輪造成堵塞,并對過濾器的壓差狀態進行監視;設計混風室風壓控制功能,以避免設備運行狀態變化后造成車間內生產設備憋壓;設計余熱回收裝置,以實現節能減排;設計新風加熱爐排煙溫度調節功能,以避免爐內溫度過高造成換熱器燒壞等。
但是功能完善的同時也增加了系統的復雜程度,使得設備對自動化控制水平要求較高。系統采用一套PLC作為主控制器,外加6種共10塊控制儀表作為外圍控制器,主控柜配有人機交互(human machine interface,HMI)操作面板。 PLC能監控到的所有設備狀態信號均通過以太網網絡上傳到車間中央控制系統。表面上看,該設備實現了整體的“自動化”,具備了“一鍵啟動/關機”、運行過程不需要人工干預功能,并在一定程度上實現了設備“集中監控”,但在實際使用過程中還是出現了不少問題。結合該套設備的設計、建設過程總結出該設備的自動控制系統存在如下特點。
2.1 系統優點
①設計周期相對較短。該設備電氣控制系統設計靈活,各單元可由相互獨立的團隊完成,圖紙會簽環節工作量較小,較適合項目分包,從而縮短設計周期。事實上,該設備中脫附風加熱爐和RTO燃燒器整套由第三方設備廠商提供。
②設備主控制程序簡單。該系統省去了大量的變量調節邏輯程序段,設備主系統程序編寫、調試人員的工作量相對較小。
③施工周期相對較短。該系統省去了部分外部控制電纜,可節省材料和人工成本,有利于縮短設備安裝周期。
④控制精度相對較高。設備正常運行時,多數單儀表控制環節的運行狀態較為平穩。
2.2 系統缺點
①操作不便。由于設備工藝參數的設定無法遠程操作,只能在儀表操作面板上進行,需要修改參數時必須直接對各儀表進行操作。而控制儀表操作按鈕較少、步驟繁瑣且可視化程度較低,在人員操作不熟練的情況下,實際操作時極易發生錯誤,造成人為設備異常[1]。
②維護不便。所使用的控制儀表種類繁多,操作方式各不相同,重新更換元器件后需對部分參數重新進行設置。這就要求現場值班人員必須在掌握PLC應用技術的前提下再掌握6種控制儀表的操作方法,對值班人員的崗位技能提出了近乎苛刻的要求[2]。
③使用不便。由于現場參與控制的主要設備參數(例如溫度、壓力等)都是直接傳送到現場控制儀表的,未上傳至系統主控柜PLC,所有由控制儀表輸出的控制信號未上傳至系統主控柜PLC,造成設備的中控系統無法對現場各功能單元的參數調節過程進行有效的監視,無法形成易于查找和分析的歷史記錄。這使得值班人員難以通過對數據的不間斷跟蹤與分析對比研究設備特性、發掘設備潛能以實現工藝優化,更難以在設備發生異常時及時找到其問題點[3]。
④性價比不高。實際上,控制儀表采購價格并不低,有些甚至遠高于功能相等的PLC功能模塊。由于系統要對各關鍵運行參數進行監視而額外安裝了一批傳感器,增加了硬件成本。
⑤電氣線路故障率高。大量使用控制儀表造成的一個負面結果是控制系統的硬件線路變得更為復雜,增加了硬件線路發生故障的概率。而系統各功能單元的工藝關聯性較強,一個區域發生異常時往往會誘發其他區域的聯動,使得設備的局部區域發生故障時較難分析出問題點。這對設備的故障自動預警體系提出了更高的要求[3-4]。
⑥系統優化不便。單臺控制儀表功能的單一化和固定化將系統的組織架構及設備的運行邏輯限定在了一個較固定的范圍內,想要實現設備運行邏輯修改、新功能增加、參數預警體系完善等調整時難度較大。在這方面,與以可編程邏輯控制器作為控制設備的控制系統相比,該系統的劣勢明顯[4]。
3 系統改進
首要,考慮簡化系統操作問題。實現各功能單元控制邏輯標準化、統一化是簡化系統操作的直接、有效方法。由于不同廠家、不同系列的控制儀表在硬件接線、操作邏輯等方面差異較大,整套系統的可操作性與控制儀表種類的數量成反比關系,故改進系統的首要辦法是減少控制儀表的使用種類。目前,各主流品牌的PLC都已具備較為精確的PID調節功能,且通用性較強,在很多場合完全可以替代專用控制儀表,通過開發標準化的過程控制程序模塊來實現各功能單元參數控制邏輯的統一化。
要實現控制變量的遠程監控與工藝參數的遠程設置,就要做到系統的集中控制[2]。除了各過程控制需求盡量由PLC進行集中控制外,還要設置系統層面的通信功能,以應對某些出于特殊考慮而必須使用專用控制的儀表的場合。對此,應盡可能地實現系統CPU與現場控制儀表的實時通信。由于部分控制儀表不具備與可編程控制器的通信功能,或是只支持某一種通信協議,所以可能與系統CPU無法進行通信或需要專用信號轉換器才能進行通信。這對實現過程控制變量的遠程監控與工藝參數的遠程設置增加了較大難度。所以在有特殊功能需求必須使用控制儀表時,還應當考慮控制儀表的遠程通信功能[5-9]。
4 結論
控制系統的設計不能僅僅考慮實現設備的基本使用功能,還應當同時考慮設備的可維護性及操作的方便性,并留有一定的調整空間。控制儀表雖然有諸多優點,但也存在功能過于單一、可視化程度低、不便于操作等缺點,不宜在同一個控制系統中使用過多種類的控制儀表。現在工業控制系統都在追求較高的自動化/智能化水平,系統中任何一個功能單元的調控過程均不宜全部交由現場控制儀表來控制。尤其在涉及設備的關鍵運行參數或各個功能單元運行邏輯緊密性較高時,應當盡可能地由系統CPU集中控制,以便設備運行狀態的集中監控和集中管理,實現設備的高水平自動化。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
中國科技論壇(2017年7期)2017-07-25 08:49:53
工業設計(2016年12期)2016-04-16 02:52:00
消費者報道(2014年7期)2014-07-31 11:23:57
