研磨子模糊控制
2021-09-27 06:30:20張正橋曾京汪群生
機械 2021年9期
關鍵詞:信號
張正橋,曾京,汪群生
研磨子模糊控制
張正橋,曾京,汪群生
(西南交通大學 牽引動力國家重點實驗室,四川 成都 610031)
基于輪軌粘著的基本原理,對比了撒砂、噴射陶瓷粒子和使用研磨子三種粘著改善策略,以及組合校正法和模糊控制法兩種粘著控制方法,以此設計了一種研磨子模糊控制系統。該系統可以作為目前所采用的恒常研磨策略和組合校正力矩調節方法的輔助,在保證列車在牽引、高速運行和制動過程中維持輪軌接觸面清潔的同時,當車輪在一定速度區間內產生較大滑行或空轉趨勢時控制系統能夠迅速響應,增大研磨子作用壓力,在改善輪軌關系的前提下極大地減少了研磨子及車輪材料的浪費。此外,可以根據增粘和修型需求修改模糊控制參數,以實現不同的作用效果,智能調節研磨子的作用頻率。
研磨子;輪軌粘著;模糊控制
在客運高速化和貨運重載化兩大趨勢下,輪軌接觸正面臨著愈加嚴峻的挑戰。為了保證列車在長距離運營里程、頻繁的牽引制動和惡劣的運行環境中仍能保持足夠的安全性和穩定性,世界各鐵路技術強國均投入了大量的人力及財力對輪軌關系進行積極的探索研究,并將部分成果和結論通過國際輪軌系統接觸力學和磨耗會議、國際車輛動力學會議、國際重載列車大會等國際會議進行信息共享。輪軌關系問題被拆分成幾個不同的板塊,如輪軌接觸理論和計算方法、輪軌粘著、輪軌磨耗損傷、脫軌及噪聲等,這其中,輪軌接觸理論是輪軌粘著的基礎,輪軌粘著又直接決定了輪軌接觸關系,異常的輪軌接觸會增大輪軌間的相互作用力,使車輪和軌道產生不同程度的磨耗[1]。
為改善輪軌關系,要在了解輪軌粘著原理的基礎上有效地提高并利用粘著性能。20世紀70年代,日本國鐵首次將研磨子應用于新干線列車的全列車輪,顯著提升輪軌粘著性能并防止了車輪的空轉和滑行,尤其適合日本多雨雪的氣候特點[2]。我國也在CRH2、CRH380A及CR400AF/BF等動車組列車上配備了國產或進口研磨子,取得了不錯效果。鑒于研磨子巨大的消耗量和重要的作用效果,本文從基本粘著原理出發,用粘著控制思路設計了一種研磨子模糊控制方法,以實現更智能的研磨增粘作用。
1 輪軌粘著基本原理
目前針對輪軌粘著原理的研究已經相當成熟,粘著系數主要與輪軌接觸介質、車輛速度、輪軌表面粗糙度、溫度、濕度以及結構參數有關[3],在一個確定性系統中,粘著系數僅隨蠕滑率的變化而變化。如圖1所示,當蠕滑率增加時,粘著系數不斷增大,粘著區所占面積減小,當蠕滑率增長至一特定值時,粘著系數和粘著力達到最大,輪軌粘著性能達到最優,該時刻的蠕滑率稱為最優蠕滑率,對應的粘著系數為粘著界限。以最優蠕滑率為界限,左右側區域分別為微觀滑動區和宏觀滑動區。
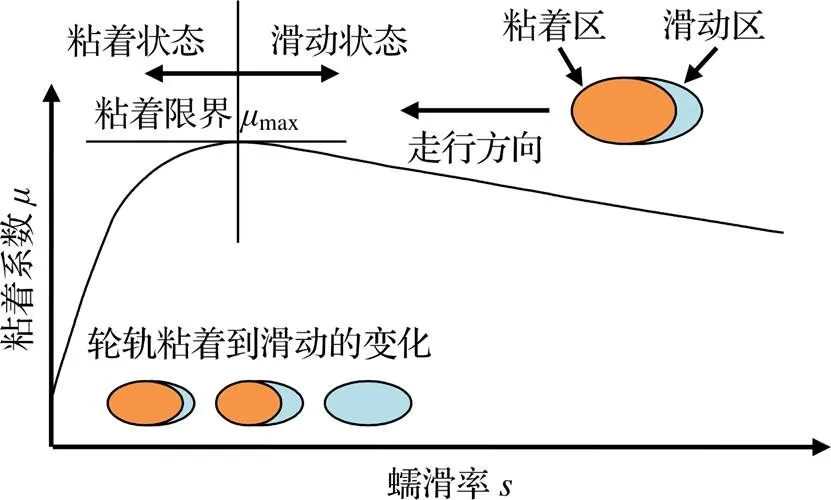
圖1 輪軌粘著蠕滑特性曲線
在制動過程中,列車通過盤式或閘瓦制動向車輪施加制動力矩,制動摩擦力由粘著力提供。車輪正常滾動狀態下系統方程為:

式中:為制動力矩,N·m;=,為粘著力,N,為輪重,表示一個車輪承受的重力,為粘著系數,其最大值為max;為車輪半徑,m;為車輛質量,kg;為車輪的轉動慣量,kg·m2;=d/d為車輪角加速度,rad/s2,為車輪旋轉的角速度,rad/s;=d/d為車輛加速度,m/s2,為車輛速度,m/s。
分析原理時忽略了運行阻力和重力分力。
當<max時,制動初期由于蠕滑率很小,粘著系數和粘著力幾乎為0,故>,導致<,蠕滑速度和蠕滑率逐漸變大,粘著系數和粘著力也相應變大,不斷增大而逐漸減小至0,故輪速和車速的差距即蠕滑速度逐漸減小,如此反復動態變化,但粘著系數始終小于最大粘著系數,蠕滑率在小范圍內變化。
而當>max時,開始制動后>、<,隨著蠕滑率的增加,粘著系數增加到最大值后開始下降,故-max始終為正值,始終不為0,隨著蠕滑速度和蠕滑率的持續增加,粘著系數達到最大值,此時如果仍不調整制動力矩,輪軌接觸將進入顯著滑動區,粘著力就變成了滑動摩擦力,比起靜摩擦力要小得多且持續下降,隨著蠕滑率的不斷增長,車輪滑行現象惡性循環,輪軌均會出現擦傷及磨耗現象,持續的車輪空轉或滑行可能會磨耗掉軌頭形成深坑,車輪出現踏面熱裂和疲勞磨耗,造成車輛噪音和異常振動,降低輪對使用壽命,增加維護成本[4]。
2 輪軌粘著的改善和控制
列車在行駛過程中遇到高速、低溫、雨雪或軌道污染等情況時粘著系數會顯著降低,導致車輛的牽引加速性能和制動減速性能大幅下降。為了應對和避免列車運行過程中可能發生的空轉和滑行現象,目前國內外鐵路系統主要采取兩種措施:改善輪軌粘著性能和通過粘著控制提升粘著利用率。
2.1 輪軌粘著的改善
目前已經普及的輪軌粘著改善方法主要有撒砂、噴射陶瓷粒子和使用研磨子。
(1)撒砂。撒砂是一種古老的增粘方式。貯沙箱中干燥的沙粒經喉管排放到車輪附近的軌道上,可以清除部分輪軌接觸面的污染物、提高輪軌間的表面粗糙度、刮破污染膜進而增加金屬表面的接觸面積和摩擦力。然而撒砂有諸多不利因素:難以準確掌握撒砂量、砂粒積留在軌道和道岔上妨礙軌道電路并且加劇輪軌磨耗,且砂塵會進入軸承表面造成較大危害,增加維修成本[5]。另外,撒砂受風速的影響較大,法國的TGV列車僅在車速低于140 km/h時采用撒砂來增粘,在高速情況下,由于風力過高,無法準確撒砂到適當區域以實現功能。
(2)噴射陶瓷粒子。陶瓷粒子,即氧化鋁粒子Al2O3,其粒徑雖小,但極限粒徑大,機械強度較高,極易鑲嵌到輪軌接觸表面上形成微凸體。日本首先改用氧化鋁陶瓷粒子代替撒砂,并成功研發了可以克服高速運行風速影響的新型噴射器,通過壓縮空氣將陶瓷粒子以100 m/s的速度掠過車輪踏面后噴灑在軌道上,車輪碾過大部分粒子從而提高粘著系數,且能在一段時間內保持良好的粘著條件[6]。
(3)使用研磨子。如圖2所示,研磨子在一定壓力作用下壓在車輪踏面上,當輪軌潮濕時除了可以去除附著在踏面上的雨水之外,還能在磨粒磨耗的作用下增加踏面表面微凸體的數量,提升踏面粗糙度;另外,研磨子摩擦過程中不斷脫落硬質顆粒并附著在輪軌接觸表面上,隨著車輪的轉動嵌入車輪和軌道之間,這些固體顆粒可以突破介于輪軌間的水膜,分擔一部分垂向載荷并提供縱向粘著力,提高粘著系數。目前,CRH380A型動車組列車采取0.3 MPa的研磨子作用壓力,而CRH6A-A型動車組列車研磨子作用壓力為0.49 MPa,研磨子作用壓力越大,增粘作用越強,而磨耗作用也相應增大[7]。

圖2 研磨子實物圖
有試驗對比了撒砂、噴射陶瓷粒子和使用研磨子的增粘效果和輪軌磨耗后發現:三種介質下氧化鋁增粘效果最為顯著和快速,砂次之,但兩者粘著曲線波動均較為明顯,缺乏穩定性,而研磨子作用下粘著系數上升較為平緩;砂介質作用下輪軌磨耗量最大,研磨子作用下磨耗量最小,磨痕最輕微[8]。另外,通過大量跟蹤試驗發現:配有研磨子的車輛,其車輪多邊形磨耗的程度和增速相對較低,踏面等效錐度的增長也相對緩慢[9]。綜上所述,使用研磨子是一種較好的增粘方式。
2.2 輪軌粘著控制
粘著控制最初采用組合校正法:通過蠕滑速度及加速度與閾值的對比判斷空轉或滑行,并按照一定的數學規律降低電機轉矩且維持一段時間,待空轉信號消失后,以一定規律提升轉矩至初始轉矩值的80%,再經過一段時間未檢測到空轉信號后,按一定規律繼續提升轉矩達到司機手柄給定的轉矩值。即是說,傳統粘著控制是在已發生了空轉或滑行之后才進行的一種補救措施,這種控制方法下的粘著利用率較低,但因實現較簡單可靠而在國內外廣泛使用。隨著技術的進步,國內外學者開始嘗試采用現代粘著控制方法來搜尋對應當前軌面條件下的最優蠕滑率并將其應用在防滑裝置上[10],最大程度地提高粘著利用率以縮短牽引和制動距離,其中最具代表性的便是模糊控制方法。
模糊控制是一種模擬人思維的控制方法,與經典PID控制及現代控制理論有著本質的區別[11]。模糊控制不需要準確的數學模型,而是對實踐過程中得到的經驗進行總結和邏輯描述,適應性較強,被廣泛運用于汽車、鐵路、航空等行業的自動控制過程中。
模糊控制大致分為以下三個模塊:
(1)模糊化。將論域上的確定量轉換為相應模糊集合,并為輸入量和輸出量賦予隸屬度的過程。模糊集合通常選取3個{小(S)、中(M)、大(B)}、5個或7個。常見的隸屬度函數形式有三角形、梯形、矩形、高斯型和多項式型等。隸屬函數曲線越尖銳,控制靈敏度越高;隸屬曲線越平緩,控制穩定性越好。
(2)模糊規則和模糊推理。模糊規則的制定基于實踐經驗和專家知識,通常以“IF條件THEN結論”的形式出現,但其條件和結論并不是準確清晰的概念。模糊輸入和模糊規則經過模糊推理進行近似運算后輸出到解模糊環節,模糊推理常采用Mamdani型推理方法。
(3)解模糊。即模糊量的清晰化,將論域上的模糊集合轉為相應的具體數值作為輸出量,從而實現控制目的。
3 研磨子模糊控制系統設計
目前,研磨子僅在收到制動指令后速度降30 km/h的區間內恒常作用,或在檢測到空轉滑行信號及高速勻速行駛時單次作用以保證車輛行駛過程中始終保持較好的粘著性能。當輪軌干燥時,粘著系數較高,研磨子的增粘效果不明顯且研磨子和車輪的磨耗較大,會導致材料的浪費和運營成本的增加。鑒于輪軌接觸復雜的影響因素和非線性特征,設計研磨子模糊控制系統,可以作為制動時恒常研磨策略的輔助,即研磨子始終以一較小壓力摩擦踏面保證輪軌清潔,而當系統判斷出車輪有較大滑行趨勢時,模糊控制輸出信號為1,及時加大研磨壓力迅速增粘;列車牽引時該系統仍可控制研磨子作用以提高牽引性能。
與組合校正法類似,選取車輛速度(V)、蠕滑速度(V)和輪緣加速度(A)的絕對值函數作為模糊控制系統的輸入量,其論域分別設置為[9 m/s, 100 m/s]、[0, 1 m/s]和[0, 5 m/s2]。將輸入量映射到3個模糊子集{小(S)、中(M)、大(B)}中,并設置隸屬函數,控制器輸出的模糊子集設為{零(ZE), 正小(PS), 正中(PM), 正大(PB), 正最大(PL)}。選擇隸屬函數的形狀時,當模糊子集論域較小時選擇較尖銳的隸屬函數以獲取較高的靈敏度,而當模糊子集論域較大時選擇較平緩的隸屬曲線以提高控制穩定性。設置車輛速度的隸屬函數如表1、圖3所示。
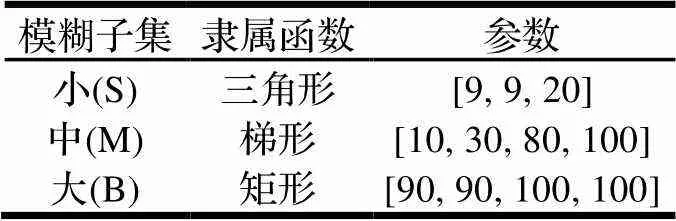
表1 車輛速度的隸屬函數
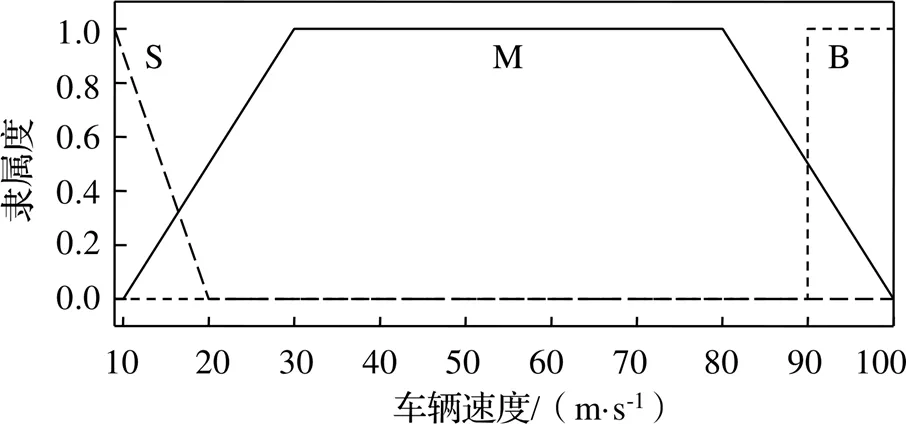
圖3 車輛速度隸屬函數
模糊控制系統的核心是建立模糊規則,即確定三個輸入參數對研磨動作的影響規律。對于車速輸入量來說,列車在制動和牽引過程中采取速度-力矩分級控制,高速時由于輪軌粘著性能較差,力矩輸入偏小[12],且車速越高,研磨子對車輪的接觸越不穩定,磨耗較多且增粘效果較差[13],故車速較高時應判斷為研磨動作較弱,更多地依靠組合校正法來調節力矩。又由層次分析法得出在增粘判斷上蠕滑速度指標比輪緣加速度更為重要[14],由以上判據分別建立制動和牽引工況下各33=27條模糊規則。
如表2所示,制動工況下,研磨過程中,當車速較低且蠕滑速度較大時,研磨子控制信號輸出值為正最大,當車速較低、蠕滑速度較小且輪緣加速度較大時,研磨子控制信號輸出值正大;當車速較高時,即使蠕滑速度或輪緣加數值較大,研磨子控制信號輸出值也較小,研磨作用的愿望較弱;牽引工況下,研磨子的作用會阻礙車輛的提速過程,故模糊控制規則相對嚴苛。上述所有規則的權重均設置為1。
采用面積中心法(Centroid)進行解模糊化,得到模糊推理的最終輸出值,大于設定閾值時研磨控制信號為1,代表研磨子加壓,否則控制信號為0,研磨子不作用。在輪軌粘著性能較差的時節和地區,或者需要研磨子進行踏面修型來去除車輪多邊形時,可以適當修改該閾值以調節研磨子的作用頻率。最終建立的模糊控制系統如圖4所示。
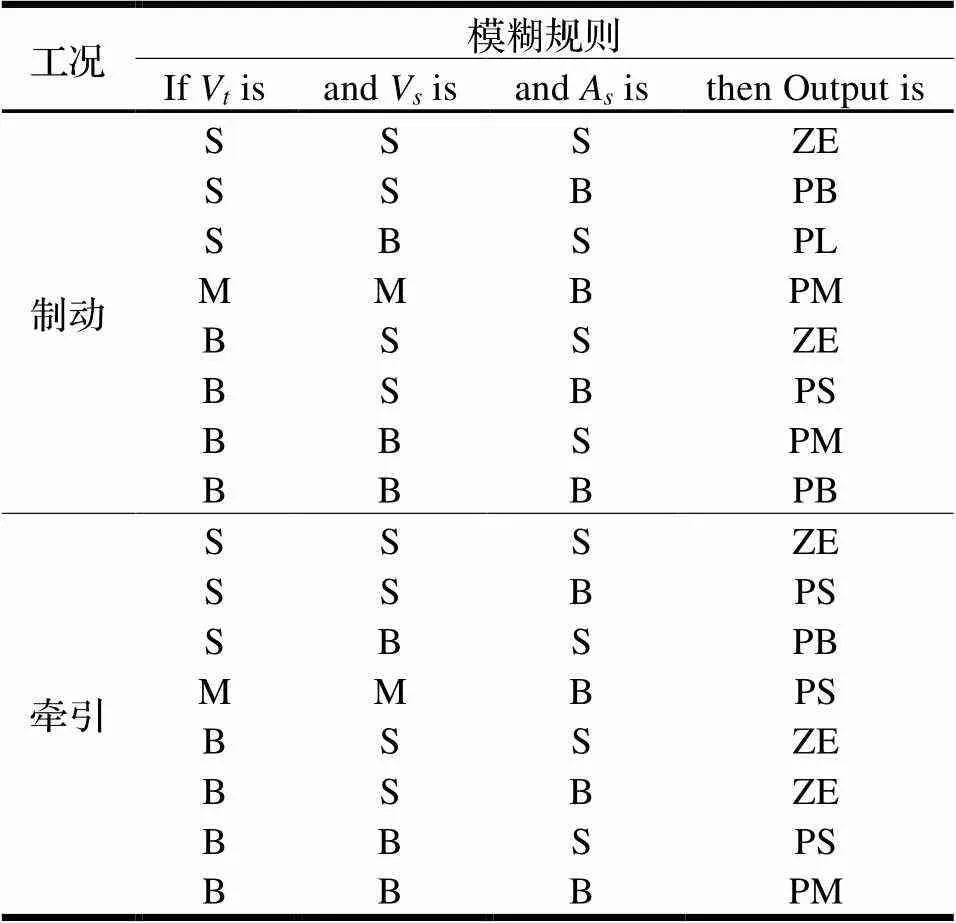
表2 制動和牽引工況下的部分模糊規則

simout為控制器輸出;boolean為布爾邏輯運算判斷,判斷結果為真時輸出為1,否則輸出為0;|u|代表將系統輸入量取絕對值;下標z代表制動工況下的系統輸入量。
4 模糊控制結果分析
為了驗證模糊控制系統的有效性,基于牽引和制動過程中的輸入函數進行空轉滑行判斷,并分別與研磨模糊控制信號進行對比。
4.1 牽引過程
圖5是京津軌道譜下牽引過程中車速、蠕滑速度和輪緣加速度的變化曲線,列車最高牽引速度為350 km/h,牽引加速時間約為436 s。由圖6可知,該車輪分別在牽引38.3 s、122.2 s、256.3 s、289.3 s、293.2 s和362.8 s后因蠕滑速度或輪緣加速度過大產生空轉。
由圖7可知,模糊系統隨車速的變化呈階梯狀分級輸出。最終的研磨控制系統僅在38.3 s和122.2 s兩處有信號輸出,如圖8所示。可以推斷出:研磨子在牽引前期車輪有較大空轉趨勢時收到作用指令;而在牽引中后期隨著車速增加,雖然蠕滑速度波動幅值變大、空轉信號增多,但由于車速較快,研磨作用效果不好,故模糊系統判斷為無信號輸出。
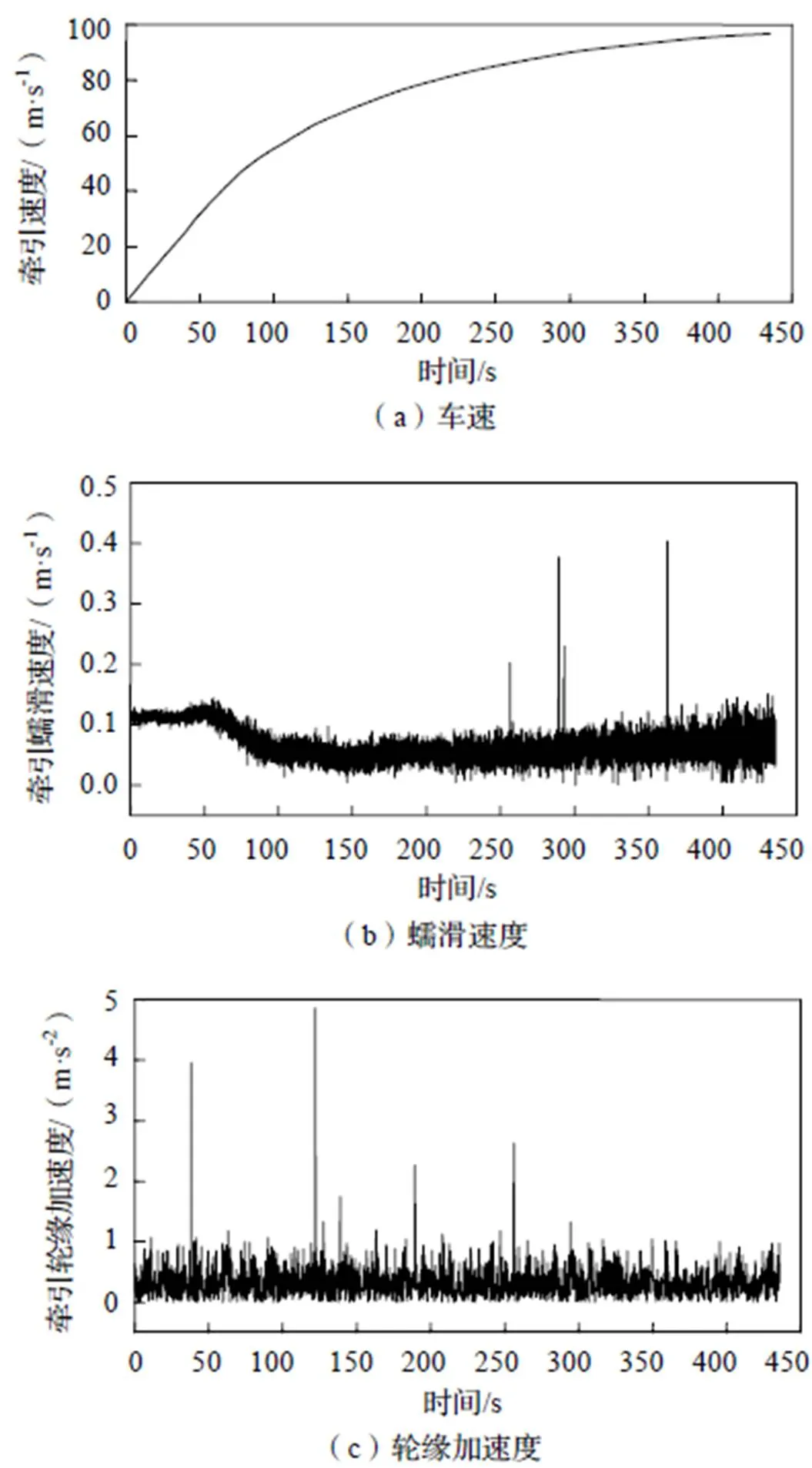
圖5 牽引過程模糊控制系統的輸入量
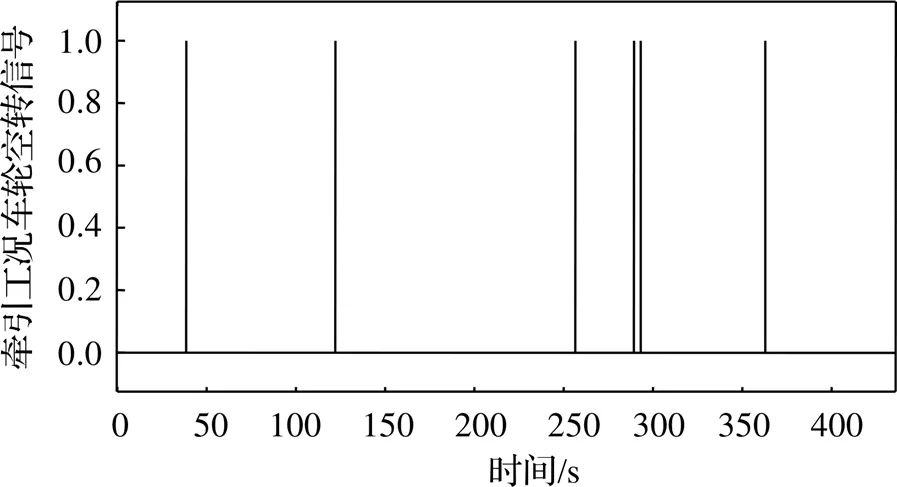
圖6 牽引過程的車輪空轉信號
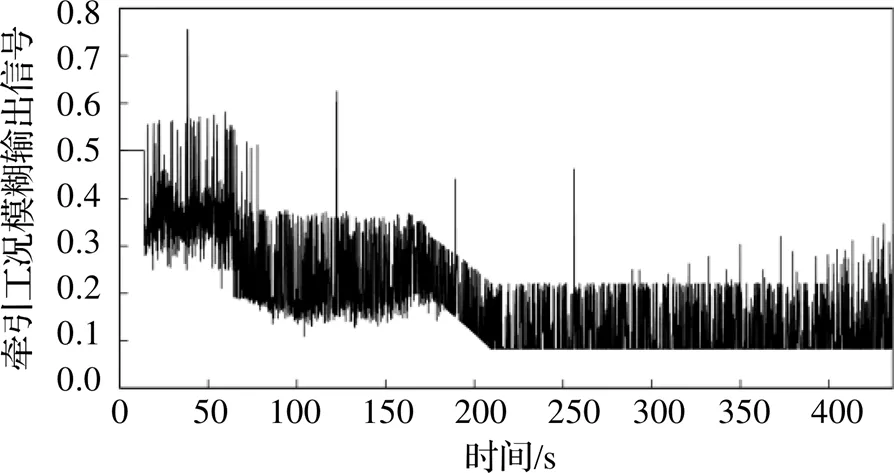
圖7 牽引過程的模糊輸出信號
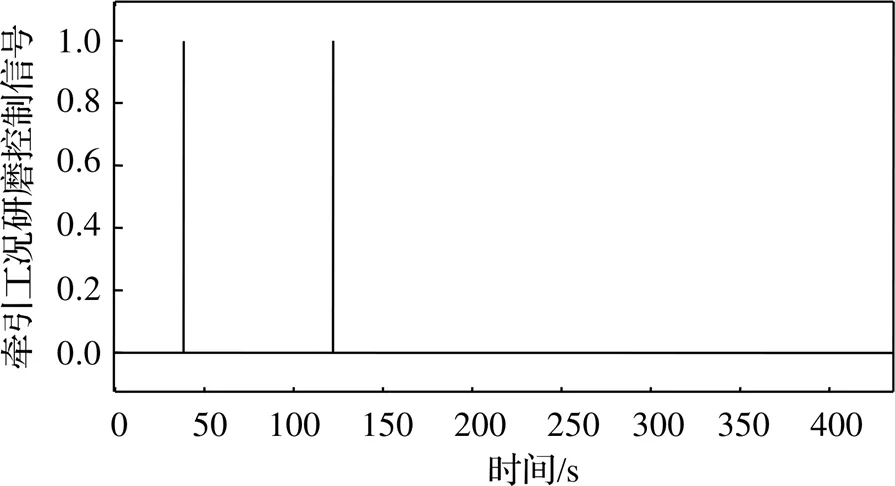
圖8 牽引過程的研磨控制信號
4.2 制動過程
圖9是京津軌道譜下制動過程中車速、蠕滑速度和輪緣加速度的變化曲線,列車制動初速度為350 km/h,制動時間約138 s。制動過程中,車輪分別在16.9 s、22.7 s、33.8 s、38.7 s、50.7 s、67.5 s和108.8 s七處產生車輪滑行信號,如圖10所示。
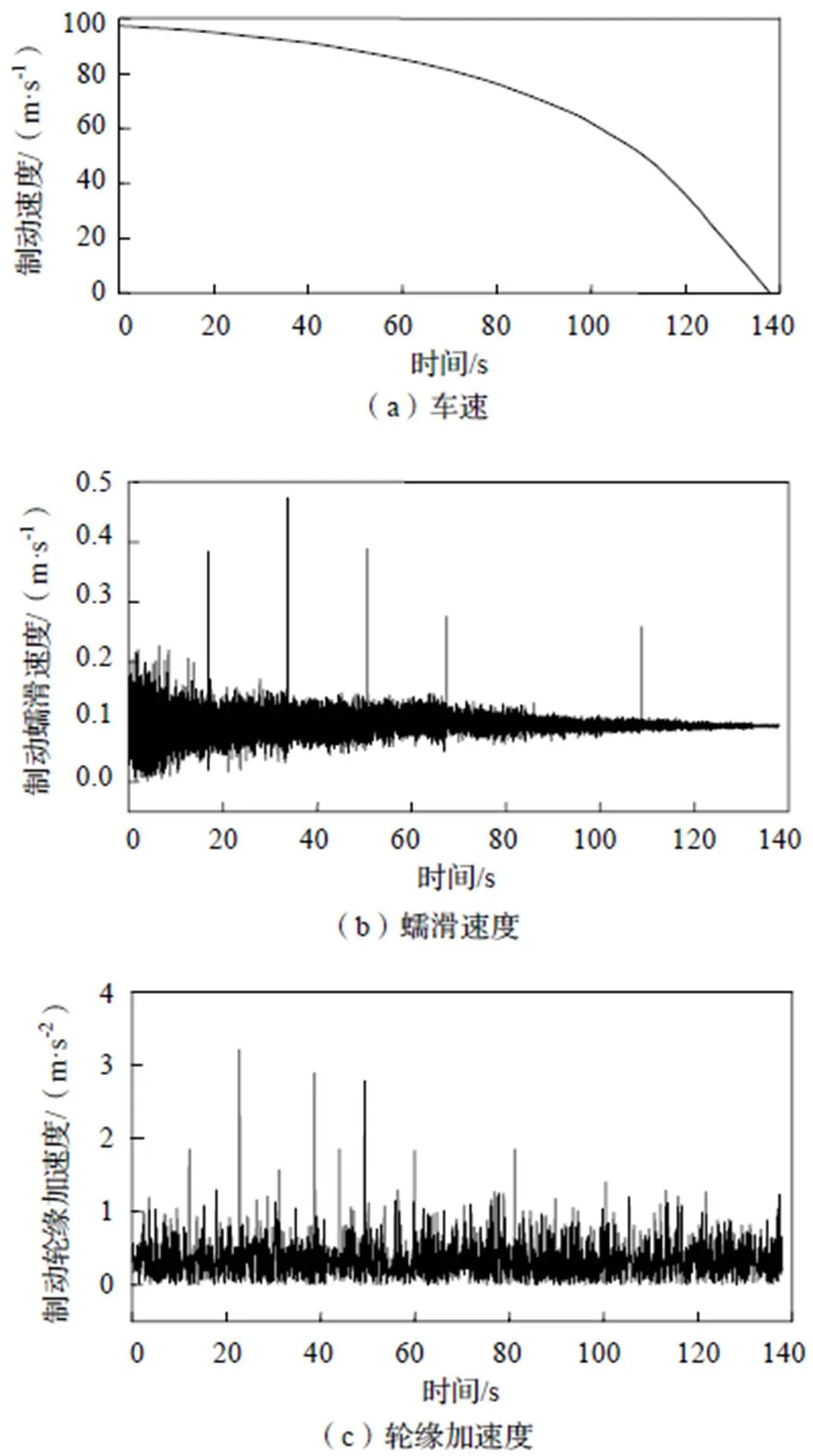
圖9 制動過程模糊控制系統的輸入量
將V、V、A的數據輸入到模糊控制系統進行仿真后可得到制動過程的研磨控制信號,如圖11所示,研磨信號僅出現在50.7 s、67.5 s和108.8 s三處。對比圖10和圖11后發現,雖然在制動初期檢測到了較多滑行信號,但由于43 s前車速高于90 m/s,隸屬于大(B)模糊子集,研磨作用效果不好且磨耗較大,故模糊系統判斷不增加研磨作用,僅靠組合校正法降低力矩來恢復輪軌正常滾動;而在制動中后期車輪滑行時系統及時輸出了控制信號使研磨子加壓工作,模糊控制系統的有效性得到驗證。
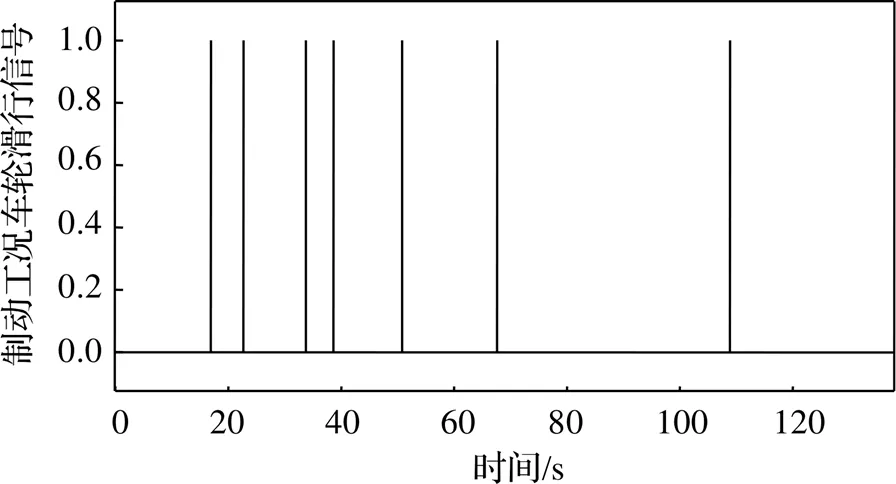
圖10 制動過程的車輪滑行信號
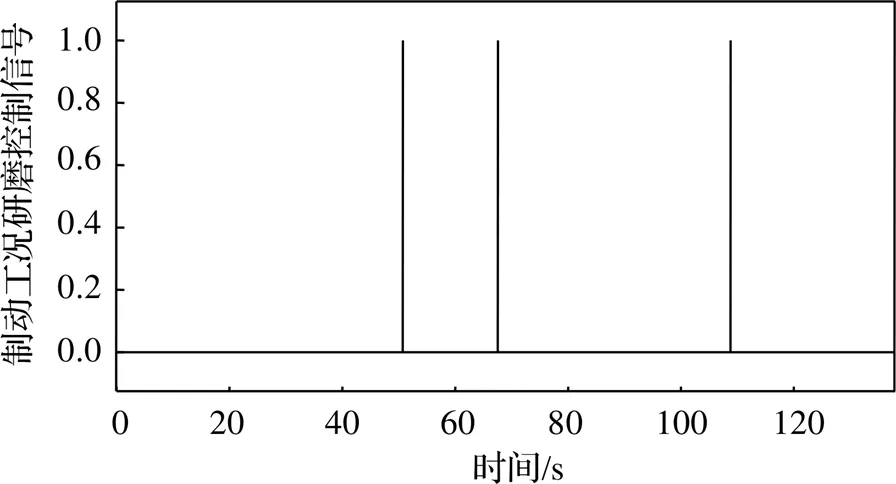
圖11 制動過程的研磨控制信號
5 結語
本文結合研磨子對輪軌粘著的改善作用和粘著控制方法設計了研磨子模糊控制系統,該系統可以配合目前采用的恒常研磨策略和組合校正方法,智能調節研磨子的作用過程,在保證列車運行過程中始終維持基本輪軌接觸清潔的同時,當車輪有較大空轉和滑行趨勢時及時增大研磨子作用壓力,并可根據增粘需求和修型需求調節模糊控制參數以實現不同的作用效果,最大程度上減少材料損耗和維修成本。
將制動工況和牽引工況下研磨子模糊控制系統的輸出結果與車輪的滑行空轉信號進行對比分析后發現:模糊控制可以在有增粘需求時迅速響應,并且可以根據車速高低智能判斷系統輸出,模糊控制系統的有效性得到驗證。
[1]趙艷杰,楊東曉. 高速動車組踏面與不同鋼軌匹配關系研究[J]. 機械,2020,47(1):63-69.
[2]蘆淑媛. 車輪踏面清掃器[J]. 國外鐵道車輛,1979(4):56.
[3]石田誠. 車輪/レール接觸問題の最前線[J]. Railway research review,2008,65(8):2-5.
[4]金學松,趙國堂,梁樹林,等. 高速鐵路輪軌磨損特征,機理,影響和對策——車輪踏面橫向磨耗[J]. 機械工程學報,2018,54(4):3-13.
[5]孫瓊,臧其吉. 噴撒顆粒的增粘機理研究[J]. 中國鐵道科學,2000(4):46-52.
[6]大野薰,將立忱. 通過噴射陶瓷粒子來增大輪軌間的粘著力[J]. 國外內燃機車,1997(8):24-29.
[7]王文健,郭火明,劉啟躍,等. 水油介質下研磨子對輪軌增黏與損傷影響[J]. 機械工程學報,2015(5):71-75.
[8]劉騰飛. 輪軌低粘著與增粘措施試驗研究[D].成都:西南交通大學,2014.
[9]李國棟,劉濤,韓慶利,等. 高速動車組車輪踏面修形器的試驗與應用研究[J]. 鐵道車輛,2019,57,669(12):4,11-13.
[10]Hasemann J M,Kansala K. A fuzzy controller to prevent wheel slippage in heavy duty off road vehicles[C]// IEEE,1994.
[11]黃立,曾京,李大地,等. 高速動車組晃車現象的主動控制[J]. 機械,2019(9):7-10.
[12]初明玲. 提高粘著的利用與列車高速制動技術[J]. 鐵道車輛,1998(8):23-26.
[13]伍安旭,馮暢,吳波,等. 基于研磨子的車輪多邊形抑制機理與跟蹤試驗[J]. 城市軌道交通研究,2019,22(5):143-146.
[14]王飛寬,徐紹龍,賓川,等. 層次分析法在“神華號”八軸電力機車撒沙控制中的應用[J]. 機車電傳動,2017(1):35-40.
Fuzzy Control of Abrasive Block
ZHANG Zhengqiao,ZENG Jing,WANG Qunsheng
( State Key Laboratory of Traction Power, Southwest Jiaotong University, Chengdu 610031, China)
A fuzzy control system for abrasive blocks is designed based on the principle of wheel-rail adhesion. Three adhesion improvement strategies, sanding, ceramic particles and abrasive block, as well as two adhesion control methods, combined correction method and fuzzy control method are compared and analyzed. This system can be used as an aid to the constant abrasive strategy and the combined correction method. It can ensure that the wheel-rail contact surface keep clean during the traction, high-speed operation and braking process of the train. It can also increase the abrasive pressure while the wheel has a tendency to slip in a certain speed range and therefore reduce the waste of materials. In addition, the fuzzy control parameters can be modified according to the requirements of improving adhesion and adjusting the profile to regulate the action frequency of abrasive block intelligently.
abrasive block;wheel-rail adhesion;fuzzy control
U264.7+6
A
10.3969/j.issn.1006-0316.2021.09.004
1006-0316 (2021) 09-0021-07
2021-02-25
國家自然科學基金(61960206010)
張正橋(1996-),男,吉林吉林人,碩士研究生,主要研究方向為車輛系統動力學及控制,Email:zqzhang94@163.com;曾京(1963-),男,湖南漣源人,工學博士,教授,主要研究方向為車輛系統非線性動力學和高速列車系統動力學。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
