影響加工表面質(zhì)量的因素及優(yōu)化措施
2021-09-24 08:44:49張偉
內(nèi)燃機(jī)與配件 2021年18期
張偉
摘要:當(dāng)前我國(guó)機(jī)械制造業(yè)發(fā)展迅速,伴隨著制造業(yè)的迅猛發(fā)展,需要與之相適應(yīng)的制造能力。但是由于現(xiàn)有階段技術(shù)水平和工藝水平限制等方面的限制,機(jī)械加工表面的質(zhì)量還有待提高。因此,本文對(duì)影響機(jī)械加工表面質(zhì)量的因素,以及提高加工表面質(zhì)量?jī)?yōu)化措施進(jìn)行研究。
Abstract: At present, China's machinery manufacturing industry is developing rapidly. With the rapid development of the manufacturing industry, it needs manufacturing capabilities that are compatible with it. However, due to the limitations of the current stage of technology and process level limitations, the quality of the machined surface needs to be improved. Therefore, this article studies the factors that affect the surface quality of machining, as well as the optimization measures to improve the quality of the machined surface.
關(guān)鍵詞:加工表面質(zhì)量;影響因素;優(yōu)化措施
Key words: machined surface quality;influencing factors;optimization measures
中圖分類號(hào):TD406? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻(xiàn)標(biāo)識(shí)碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號(hào):1674-957X(2021)18-0147-02
0? 引言
零件的的損壞,往往都是從表面開(kāi)始的,由此可見(jiàn)零件的表面質(zhì)量非常重要,加工表面質(zhì)量的好壞直接影響著零件的質(zhì)量。研究加工過(guò)程中影響表面質(zhì)量的各項(xiàng)因素的目的,就是為了有針對(duì)的采取各項(xiàng)優(yōu)化措施,以便提高加工表面質(zhì)量,從而達(dá)到提升產(chǎn)品質(zhì)量的最終目的。
1? 加工表面質(zhì)量的概念
加工表面是指工件被加工成零件以后零件表面的質(zhì)量。加工表面質(zhì)量包含表面的幾何形狀和表面層的物理力學(xué)性能兩個(gè)方面的內(nèi)容。加工表面的幾何形狀包括表面粗糙度、表面波度。表面粗糙度和波度的區(qū)別在于:表面粗糙度可以抽象的理解為表面層的微觀幾何誤差,表面波度可以抽象的認(rèn)為是表面層的宏觀幾何誤差,表面層波度一般是由于加工過(guò)程中工藝系統(tǒng)的震動(dòng)所引起的。加工表面的物理力學(xué)性能包括表面層的冷作硬化、表面層的殘余應(yīng)力、表面層的金相組織。
2? 加工表面質(zhì)量對(duì)零件使用性能的影響
在生產(chǎn)加工中往往希望零件的表面光滑,但是在實(shí)際加工過(guò)程中,由于各種因素的影響,零件的表面并非是理想的光滑狀態(tài),而是存在著程度不同的凹凸、裂紋等缺陷。雖然這些缺陷可能很細(xì)小,但是對(duì)于零件的使用性以及后期的穩(wěn)定性會(huì)產(chǎn)生影響,如對(duì)零件的耐磨性、耐腐蝕性、抗疲勞性以及裝配過(guò)程中零件之間的相互配合質(zhì)量產(chǎn)生很大的影響。
2.1 加工表面質(zhì)量對(duì)零件耐磨性的影響? 零件材料和潤(rùn)滑條件是決定零件在后期使用過(guò)程中耐磨性的主要因素。一旦確定了加工過(guò)程中的潤(rùn)滑條件和零件材料后,零件的表面加工質(zhì)量就成了決定零件質(zhì)量好壞、性能高低的主要因素。首先,當(dāng)工件表面粗糙度值較大時(shí),兩零件之間的接觸面面積減小。壓力不變的情況下,接觸面積減小,則兩工件接觸處的壓力增大,對(duì)應(yīng)的摩擦阻力也增大。在兩表面接觸的凸峰處發(fā)生擠壓、剪切的作用,致使磨損加劇,工件加工表面質(zhì)量下降。另外,工件表面的物理性能也會(huì)對(duì)工件的耐磨性產(chǎn)生影響。由于工件加工表面冷作硬化的緣故,工件表面的硬度增大,耐磨性獲得了一定程度的增加。但是如果冷作硬化程度過(guò)大,會(huì)使工件表面的組織發(fā)生局部的匯聚,這種現(xiàn)象嚴(yán)重時(shí),工件表面可能出現(xiàn)裂紋等缺陷,降低加工表面質(zhì)量。
2.2 加工表面質(zhì)量對(duì)配合穩(wěn)定性的影響? 工件表面的粗糙度會(huì)影響兩工件的配合質(zhì)量。當(dāng)配合屬于間隙配合時(shí),兩零件的接觸表面越粗糙,在運(yùn)轉(zhuǎn)時(shí),工件表面磨損加劇,造成兩接觸面的間隙過(guò)大,最終造成配合精度下降。當(dāng)配合屬于過(guò)盈配合時(shí),由于過(guò)盈原因,零件粗糙表面會(huì)被互相擠壓摩擦,最終磨平,使得過(guò)盈量小于標(biāo)準(zhǔn)的過(guò)盈量,最終造成過(guò)盈配合強(qiáng)度降低,同樣造成配合精度下降。
2.3 加工表面質(zhì)量對(duì)零件耐腐蝕性的影響? 首先,零件表面的粗糙度值過(guò)大,會(huì)造成零件與外部氣體或液體的實(shí)際接觸面積增大,當(dāng)受到腐蝕作用時(shí),因?yàn)楦g面積更大,所有腐蝕程度會(huì)更大。同時(shí)零件表面的粗糙度值越大,表面裂紋或者砂眼等缺陷相就越多,而這些裂紋和砂眼等缺陷容易存儲(chǔ)腐蝕性物質(zhì),使得零件的抗腐蝕性減弱。另外,零件表面中的殘余應(yīng)力也會(huì)影響零件的耐腐蝕性。不過(guò)表面殘余應(yīng)力對(duì)零件耐腐蝕性的影響具有雙面性,當(dāng)零件表面是殘余壓應(yīng)力時(shí),零件表面的整體性更好,耐腐蝕性增強(qiáng);當(dāng)零件表面的殘余應(yīng)力是拉應(yīng)力時(shí),零件表面的整體性較差,耐腐蝕性減弱。
2.4 加工表面質(zhì)量對(duì)零件疲勞強(qiáng)度的影響? 首先,零件表面粗糙度會(huì)影響到零件的疲勞特性。如果零件表面粗糙度值過(guò)大時(shí),當(dāng)零件處于交變載荷作用下,會(huì)造成表面應(yīng)力分布不均勻,出現(xiàn)應(yīng)力集中的情況,嚴(yán)重時(shí)甚至產(chǎn)生裂紋,導(dǎo)致零件破損變形。另外,冷作硬化不但會(huì)影響到零件的耐磨性,同時(shí)也會(huì)影響到零件的疲勞強(qiáng)度。對(duì)于零件的疲勞強(qiáng)度來(lái)說(shuō),零件表面層的冷作硬化同樣具有兩面性,適當(dāng)?shù)睦渥饔不梢蕴岣吡慵钠趶?qiáng)度。但是當(dāng)零件表面冷作硬化程度太高時(shí),零件的脆性增大,與之相對(duì)應(yīng)的,零件的疲勞強(qiáng)度降低。最后,零件表面層的殘余應(yīng)力也會(huì)影響零件的疲勞強(qiáng)度。如果零件表面有殘余壓應(yīng)力的存在,可以削弱零件在載荷作用時(shí)受到的拉應(yīng)力,有效的減少了疲勞裂紋和產(chǎn)生性。所以,零件表面壓應(yīng)力的存在可有效的提高了零件的疲勞強(qiáng)度。
3? 影響加工表面質(zhì)量的因素
在機(jī)械加工過(guò)程中,因?yàn)閷?shí)際加工環(huán)境比較復(fù)雜,影響加工表面質(zhì)量的因素很多,但是主要有下面幾個(gè)因素。
3.1 刀具對(duì)加工表面質(zhì)量的影響? 首先,刀具材料對(duì)加工表面質(zhì)量會(huì)產(chǎn)生影響,刀具材料需要保證足夠的剛度。倘若刀具剛度不夠,在加工過(guò)程中,由于刀具與工件之間相互作用力和摩擦,會(huì)造成刀具的磨損和變形,這種磨損和變形導(dǎo)致的誤差最終會(huì)體現(xiàn)在工件的表面質(zhì)量上,造成加工表面質(zhì)量下降。另外,刀具的幾何參數(shù)會(huì)對(duì)工件表面的質(zhì)量產(chǎn)生影響。刀具前角過(guò)大,切削力會(huì)隨之增大,加工工件時(shí),工件表面容易產(chǎn)生塑性變形。刀具后刀面磨損加劇時(shí),會(huì)增大刀具和工件已加工好的表面之間的摩擦力,導(dǎo)致冷作硬化加劇,對(duì)加工表面質(zhì)量產(chǎn)生影響。
3.2 工件材料對(duì)加工表面質(zhì)量的影響? 工件被加工過(guò)程中,當(dāng)切削塑性材料時(shí),工件韌性好,切屑在脫落工件前,會(huì)擠壓和撕扯已加工好的表面,對(duì)已加工好的表面質(zhì)量產(chǎn)生影響,導(dǎo)致粗糙度值增大。當(dāng)切削脆性材料時(shí),由于工件硬度較高,因此在切削過(guò)程中,容易產(chǎn)生崩碎切屑,同樣會(huì)增大工件表面的粗糙度值。
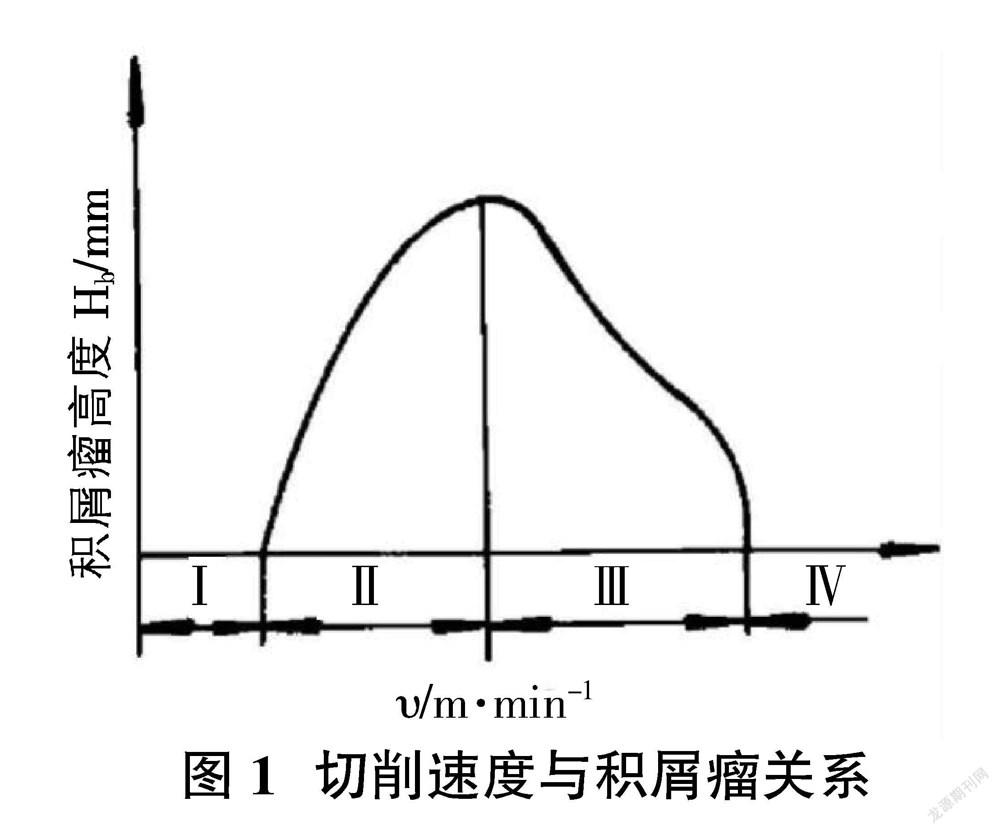
3.3 切削速度對(duì)加工表面質(zhì)量的影響? 加工過(guò)程中,當(dāng)?shù)毒叩那邢魉俣冗^(guò)低時(shí),容易在工件表面產(chǎn)生積屑瘤或者鱗刺狀的毛刺,而不管是積屑瘤還是鱗刺都會(huì)影響已加工表面的質(zhì)量。
3.4 切削熱量對(duì)加工表面質(zhì)量的影響? 在加工過(guò)程中,由于切削的存在,所以會(huì)產(chǎn)生大量的熱量,這些熱量會(huì)導(dǎo)致工件表面溫度升高,當(dāng)工件表面溫度太高時(shí),會(huì)達(dá)到相變溫度,工件表面金相組織會(huì)發(fā)生變化,導(dǎo)致硬度下降、耐磨性降低。在車削時(shí),大量的切削熱隨著切屑會(huì)被帶走,工件表面溫度相對(duì)不高,很難發(fā)生相變。但是在磨削加工中,由于參與磨削的面積增大,單位時(shí)間內(nèi)產(chǎn)生的熱量很多,這些熱量會(huì)使工件表面溫度達(dá)到相變溫度,導(dǎo)致工件表面金相組織發(fā)生變化,最終造成工件表面質(zhì)量下降。
3.5 振動(dòng)對(duì)加工表面質(zhì)量的影響? 在加工過(guò)程中,工件表面會(huì)受到振動(dòng)的影響。振動(dòng)的來(lái)源有兩個(gè)方面,一方面來(lái)自于外部因素也稱強(qiáng)迫振動(dòng),如地震或者外部施工造成的地面振動(dòng)等。另一方面來(lái)自于工藝系統(tǒng)內(nèi)部的振動(dòng),即加工過(guò)程中機(jī)床、刀具、工件、夾具的振動(dòng)。振動(dòng)會(huì)引起工件和刀具之間的相互位置關(guān)系發(fā)生變化,最終導(dǎo)致加工表面質(zhì)量下降。
4? 提高零件加工表面質(zhì)量的優(yōu)化措施
零件表面的加工質(zhì)量直接影響著零件的質(zhì)量。通過(guò)前面的了解,發(fā)現(xiàn)零件表面質(zhì)量對(duì)于零件各項(xiàng)使用性能如耐磨性、耐腐蝕性等影響很大。因此提高零件的表面質(zhì)量是很必要的,這里列舉了幾種提高零件表面加工質(zhì)量的措施。
4.1 選擇合理的刀具材料? 刀具作為加工的直接參與者,直接影響到零件的加工質(zhì)量和加工效率。刀具材料的種類有很多,在選擇刀具時(shí),應(yīng)當(dāng)選擇切削性能好、耐磨性好、強(qiáng)度和韌性較好的刀具材料,如高速鋼刀具。除此以外,在選擇刀具材料時(shí)還需要考慮到刀具材料和工件的親和力,盡量選擇親和力較小的刀具材料。
4.2 選擇合理的刀具角度? 前面提到刀具參數(shù)會(huì)影響到加工表面質(zhì)量,因此在加工中可通過(guò)控制刀具幾何參數(shù)的方式提高加工表面質(zhì)量。合理的增大刀具前角,可以減小加工過(guò)程中工件塑性變形;適當(dāng)?shù)脑龃蟮毒吆蠼牵梢詼p少加工過(guò)程中刀具和工件之間的摩擦。
4.3 選擇合理的工件材料? 工件材料的性質(zhì)會(huì)影響加工表面質(zhì)量,因此在選擇工件材料時(shí)應(yīng)考慮材料的塑性和硬度,也可通過(guò)對(duì)工件材料進(jìn)行適度的調(diào)質(zhì)處理,降低材料的塑性,適當(dāng)提高工件的硬度,避免因?yàn)椴牧洗嘈赃^(guò)大產(chǎn)生崩碎切屑,或者塑性過(guò)大產(chǎn)生擠裂切屑。
4.4 選擇合理的切削速度? 加工表面會(huì)出現(xiàn)積屑瘤的原因是因?yàn)榍邢魉俣冗^(guò)低,如圖1當(dāng)速度處于低速區(qū)域Ⅱ-Ⅲ區(qū)域時(shí)會(huì)產(chǎn)生積屑瘤,因此可通過(guò)適當(dāng)提高切削速度,來(lái)避開(kāi)可能會(huì)產(chǎn)生積屑瘤的低速切削區(qū)域,以達(dá)到提高表面加工精度的效果。
4.5 切削液的使用? 在加工過(guò)程中,工件與刀具之間會(huì)發(fā)生摩擦,同時(shí)產(chǎn)生大量熱量。而不管是摩擦還是切削熱的存在,都會(huì)影響到加工表面質(zhì)量。使用切削液可以減少摩擦和熱量的影響。首先,切削液可以起到潤(rùn)滑作用,從而有效減少工件和刀具的摩擦;同時(shí)切削液還可以起到冷卻作用,有效的降低加工區(qū)域的溫度,從而提高加工表面的質(zhì)量。
4.6 磨削加工中砂輪的合理選擇? 在磨削加工過(guò)程中,相比于車削加工產(chǎn)生的熱量更多,但是冷卻液在磨削加工中使用不便,這時(shí)可通過(guò)選擇合理的砂輪型號(hào),來(lái)起到冷卻效果。如選擇內(nèi)冷卻砂輪或者開(kāi)槽砂輪。
4.7 減少加工過(guò)程中的振動(dòng)? 首先,可通過(guò)調(diào)整切削速度,從而避免振動(dòng)頻率與工藝系統(tǒng)固有頻率發(fā)生共振。另外,還可通過(guò)增加減震裝置來(lái)吸收振動(dòng)產(chǎn)生的能量,常見(jiàn)的減震器有摩擦式減震器、動(dòng)力式減震器等。
5? 結(jié)束語(yǔ)
加工表面質(zhì)量的好壞直接影響著產(chǎn)品質(zhì)量,加工表面質(zhì)量不但影響著使用性能、配合質(zhì)量,同時(shí)還影響著零件耐磨性、耐腐蝕性等后期使用的穩(wěn)定性。因此,要想使我國(guó)制造業(yè)取得大的進(jìn)步,就要采取有效的優(yōu)化措施,提高機(jī)械加工表面質(zhì)量。
參考文獻(xiàn):
[1]王曉萍,張勇.機(jī)械加工表面質(zhì)量管理中的不足及控制策略[J].內(nèi)燃機(jī)與配件,2021(07):174-175.
[2]馬莉.影響機(jī)械加工表面質(zhì)量的因素及控制措施分析[J].數(shù)碼世界,2019(04):257.
[3]邢超華.影響機(jī)械加工表面質(zhì)量的因素及控制措施[J].化學(xué)工程與裝備,2021(03):174-175.
[4]杲立廣.影響機(jī)械加工表面質(zhì)量的因素及改進(jìn)方法[J].現(xiàn)代職業(yè)教育,2020(51):138-139.
猜你喜歡
科學(xué)與財(cái)富(2016年15期)2016-11-24 16:13:54
科教導(dǎo)刊·電子版(2016年26期)2016-11-21 09:32:33
商情(2016年39期)2016-11-21 08:29:46
大經(jīng)貿(mào)(2016年9期)2016-11-16 15:48:40
財(cái)經(jīng)界·學(xué)術(shù)版(2016年19期)2016-11-16 13:12:30
中國(guó)科技博覽(2016年19期)2016-10-19 12:06:26
中國(guó)科技博覽(2016年18期)2016-10-19 06:39:44
中國(guó)市場(chǎng)(2016年36期)2016-10-19 03:54:01
中國(guó)市場(chǎng)(2016年35期)2016-10-19 02:30:10
商(2016年27期)2016-10-17 07:09:07