片堿與49%液堿同時生產的技術改造
2021-08-23 02:12:28昂衛國王亞
安徽化工 2021年4期
關鍵詞:生產
昂衛國,王亞
(中鹽安徽紅四方股份有限公司,安徽合肥 231602)
中鹽安徽紅四方股份有限公司擁有15萬噸/年燒堿生產裝置,其中片堿裝置設計能力5萬噸/年,采用瑞士博特公司(BCPL)的二效降膜蒸發器和降膜濃縮器,切換生產模式后,可生產49%液堿或98%以上片堿。
本次生產裝置改造達到同時生產49%液堿或98%以上片堿的目的,滿足市場對不同產品的需求,減少切換生產模式物料損失,提高裝置長周期平穩運行及產品質量。
1 原生產工藝流程簡介
原有片堿裝置有兩種生產模式:一種模式為液堿生產,另一種模式為片堿生產(見圖1)。
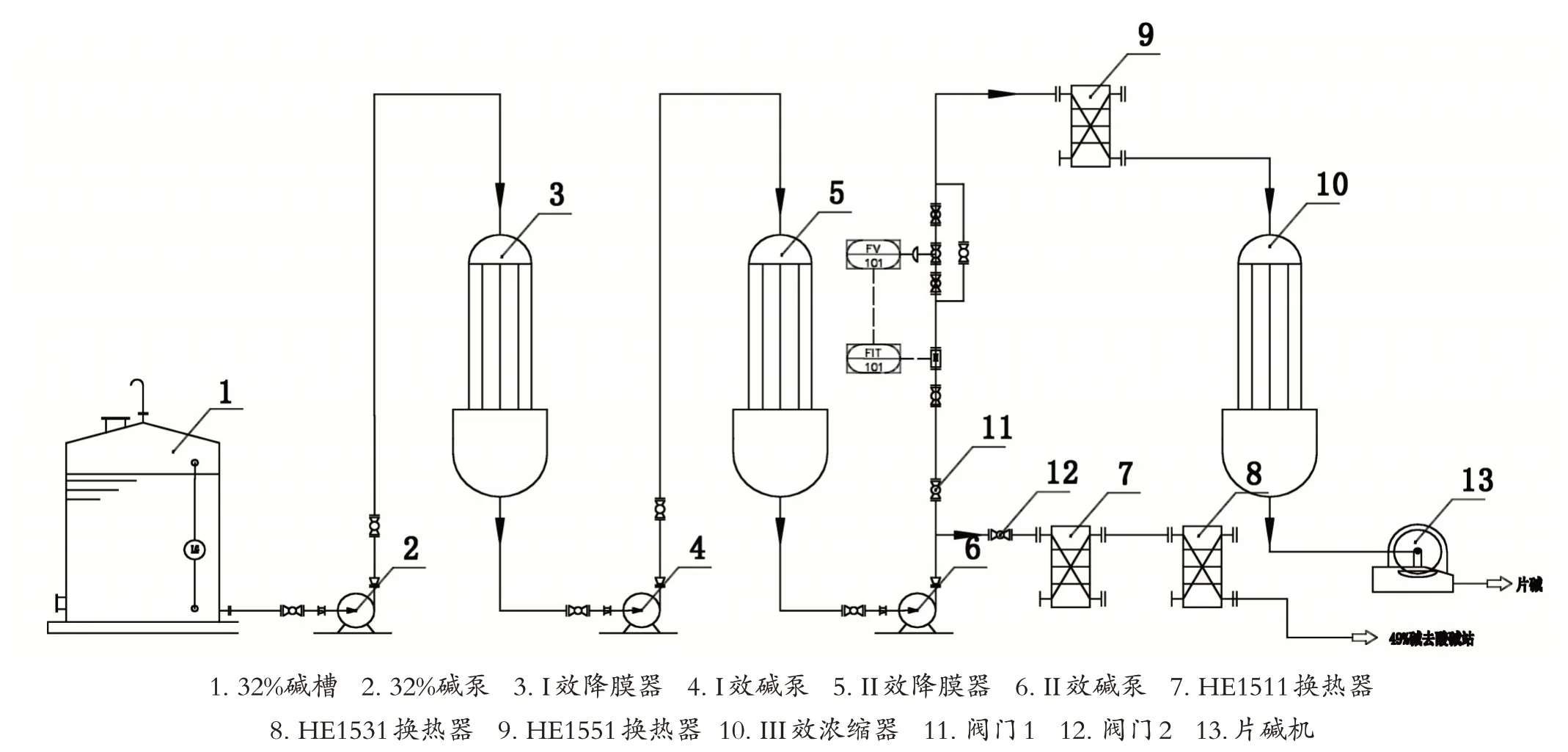
圖1 原片堿裝置工藝流程圖
1.1 片堿生產模式
32%堿液通過泵從貯槽送入一效降膜式蒸發器EV-1101,經蒸發提高濃度后用一效堿泵P-1101 從EV-1101 抽出,經過39%燒堿2#預熱器HE-1551 加熱后進入二效降膜蒸發器EV-1301,通過EV-1301時堿液濃度提高到60%,然后用二效堿泵P-1301 把堿液從EV-1301 打入降膜濃縮器EV-2301。為防NaClO3腐蝕設備,堿液在進入EV-1301之前加一定量5%濃度的糖溶液。通過EV-2301 時60%堿液脫水,達到高濃度98%以上的熔融堿。
高濃度的熔堿通過分配罐依靠重力作用流入兩臺片堿機冷卻制片,片堿進入片堿槽送至包裝秤包裝,從包裝秤接口處漏下的堿塵被除塵器吸走[1]。
1.2 49%液堿生產模式
32%堿液通過泵從貯槽送入一效降膜式蒸發器EV-1101,在真空情況下加熱濃度從32%上升至39%左右,39%的堿液通過泵從抽出經過換熱器HE-1511和 HE-1551 到達 EV-1301,堿液通過 EV-1301 時被濃縮到49%,49%的堿液用泵從EV-1301 中抽出,經過HE-1511和HE-1531后被送入貯槽,利用泵打出界區。
2 存在問題
本裝置在設計之初,綜合考慮物料及熱量平衡,生產過程中需調整EV-1101、EV-1301 溫度等工藝參數,停開降膜濃縮器,達到生產49%液堿或片堿的目的,片堿和49%液堿并不能滿足同時生產的需求。這一設計上的缺陷,導致單一的片堿/49%液堿生產裝置處于較為被動的狀態。
原生產工藝中,在生產片堿時,液堿的庫存隨著每天銷量而逐漸減少。同樣當生產液堿產品時,片堿庫存也會相應減少。單一的生產模式容易造成片堿/液堿產品缺貨或無貨,銷售人員每天都在關注兩種產品的庫存,擔心無堿可售而引起顧客抱怨,造成顧客流失。為了滿足需求,車間需經常性地進行片堿/液堿生產模式切換,不僅影響設備的使用壽命,還會產生廢堿,增加污水處理車間的壓力。
3 改造方案
為更好地滿足49%液堿市場需求,計劃在生產片堿時從二效出口分流部分56%堿用以配制49%液堿,達到液堿、片堿同時生產的目的。
通過方案比選,選擇增加靜態混合器與攪拌配堿罐,兩步配制50%堿的方案。
具體方案:在現有固堿裝置廠房空余場地,新增兩臺不銹鋼儲槽,一臺為50%堿罐(內加蒸汽盤管),一臺為49%堿配制槽(加攪拌、伴熱);槽頂部各加一路純水管;兩臺堿泵同時與兩臺儲槽相連,通過泵進出口閥門控制堿液流向;在39%堿1#換熱器和48%堿冷卻器之間的堿管道抽頭,另配一根堿管到新增50%堿罐,在此堿管上配有靜態混合器,靜態混合器前配32%堿管。
來自HE-1511的60%堿液與32%堿液混合后,通過冷卻器冷卻后進入50%堿罐。50%堿儲槽堿由泵經過流量計打入49%堿罐,經過高純水流量計調節流量并充分攪拌混合,最終調配成合格的49%液堿,輸送至酸堿站產品49%液堿儲槽(見圖2)。
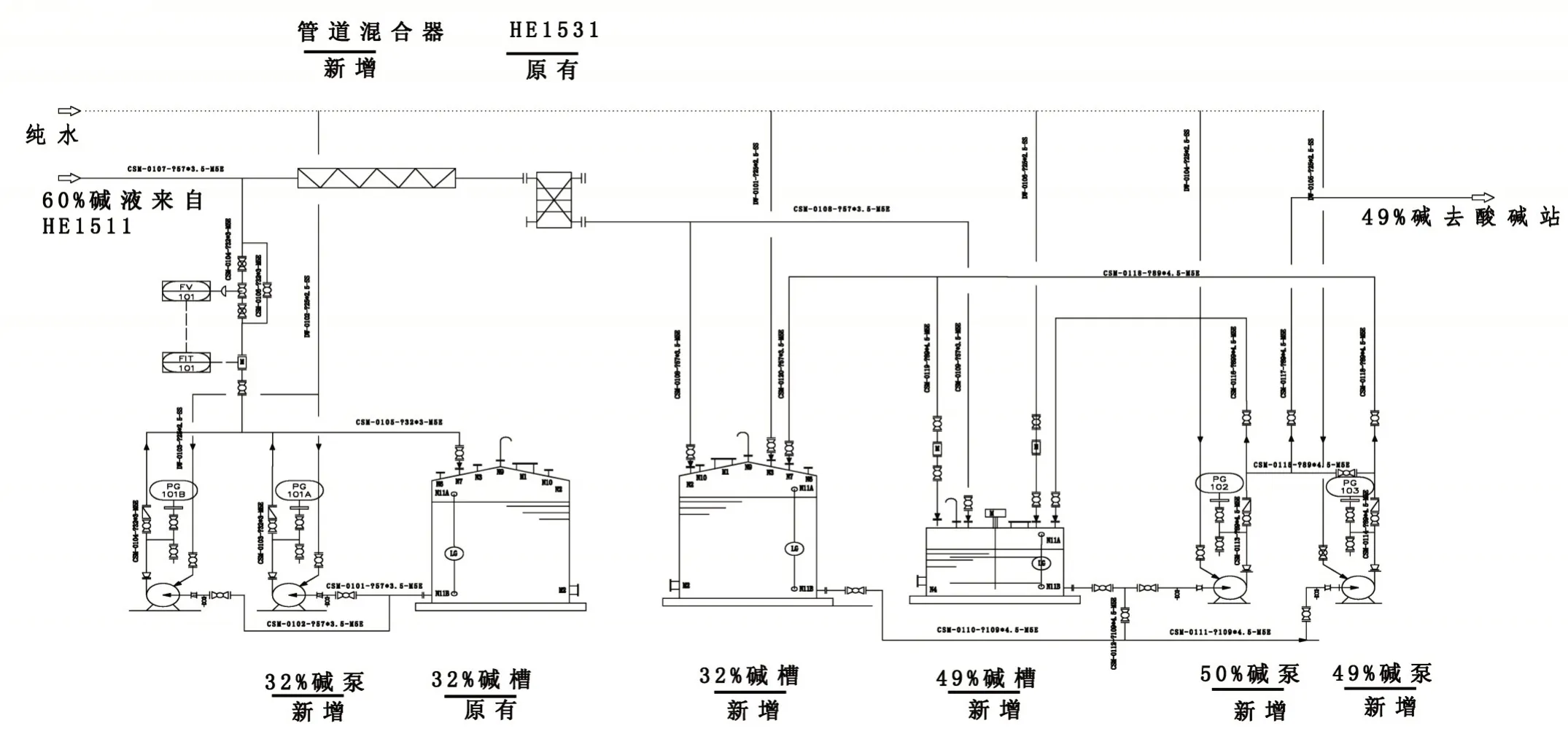
圖2 片堿和49%液堿同時生產技改工藝流程圖
3.1 片堿、液堿同時開車
打開堿泵機封水,將32%堿管流量控制閥切換為手動控制,投用蒸汽伴熱。啟動32%堿泵,向管道混合器送堿。混合后堿液進入50%堿槽,液位達到50%時打開進49%液堿槽閥門并啟動堿泵,通過流量計將高純水加入49%液堿儲槽,待液位達到50%啟動攪拌器,液位達到70%時停泵。攪拌均勻,測密度并取樣分析堿濃度,合格后啟動堿泵送往酸堿站;不合格則通過49%液堿泵打入32%堿儲槽,生產片堿使用。
3.2 片堿、液堿同時生產時液堿停車
關管道混合器32%、60%堿閥門,開32%堿進閥組排放閥,將管道中堿液排掉。將50%堿槽堿打入49%液堿儲槽,調配合格后送酸堿站49%液堿儲槽。關閉分配臺進出儲槽閥門,開啟酸堿站49%液堿儲槽閥門,用蒸汽將管道中液堿吹除至酸堿站儲槽,從進、出儲槽管道低位放盡管道中液堿,保持管道伴熱。
4 改造效果
4.1 提高設備的使用壽命
化工連續生產的方式對設備延長使用壽命有利[2]。在片堿、液堿頻繁的轉換生產過程中,由于溫度變化及設備氧化對降膜濃縮器的使用壽命影響較大,根據資料及運行經驗顯示,降膜濃縮器的開停車次數達到19 次時,降膜管基本損壞需更換。改造后兩種模式同時穩定連續的經濟運行方式,減少了降膜濃縮器的開停車次數,降低了降膜管腐蝕損壞的機率,延長了更換周期,提高了關鍵設備的使用壽命。
通過本次技改,每年可避免降膜濃縮器開停車12次,從而有效延長了設備的使用壽命,同時也為后期的設備維護、保養節省了開支。通過兩年來的運行效果評價,每年可節約設備維護費用約30萬元。
4.2 節約成本、減少浪費
原生產工藝頻繁地切換49%液堿和片堿的生產模式,必須對管道進行排空,片堿機浸槽堿排放,不可避免產生浪費。通過本次技改,徹底地解決了這一問題。經統計,每次切換時浪費約2 t氫氧化鈉(折百),按全年12次的切換總量計算,每年可增加24 t 堿(折百)產量,每噸片堿制造成本約2 000 元,累計可節約制造成本:24 t×2 000元/t=48 000元。
與此同時,減少廢堿排放,也減少了水處理車間處理這部分堿液所產生的鹽酸消耗。以每次排放一噸(折百)堿需要0.912 5 (t折百)鹽酸中和進行計算,每噸鹽酸制造成本約500 元,累計節約污水處理費用為:24 t×0.912 5 t/31%×500元/t=35 223元。
因此,片堿與49%液堿同時生產不僅增加氫氧化鈉的產量,同時也減少污水處理費用,每年可節約成本約8.3萬元。
4.3 能源得以充分利用
(1)副產蒸汽的充分利用
本次技改中所有高濃度的液堿管道、液堿儲槽的伴熱蒸汽,都是來自二合一生產過程中副產的低壓蒸汽,避免了多余的蒸汽出現放空浪費情況,能源的綜合利用效率得到提高。
(2)氫氣的充分利用
以前49%液堿生產時,片堿裝置處于停車狀態,氫氣放空量就會增大,由于得不到很好的利用而造成浪費。技改后兩種模式同時生產,可以充分利用這部分放空的氫氣,減少浪費。
4.4 穩定產品質量和市場份額
經過本次技改,兩種產品在同時生產的模式下,車間可穩定片堿產量(3 m3/h)的同時,增加49%液堿的產出量(4 m3/h),可以保證片堿每天生產60 t左右,產品的質量經過摸索、調整,出堿濃度基本上穩定在49.2%~49.5%,產品的質量得到有效保障。同時每天可多生產120~150 t 的49%液堿,在每月連續運行的情況下,可生產49%液堿4 000 t左右。
此次技改使得公司的產品能夠持續地滿足不同顧客的需求,穩定了49%液堿和片堿產品銷售市場份額,提高了公司燒堿產品的市場競爭力,在燒堿產品銷售市場利好的外部環境下,為公司創造了更多的利潤。
4.5 操作簡便
技改以前,操作人員需要根據市場需求的變化,頻繁進行液堿和片堿的切換。液堿管道的排放清洗、片堿機的清洗等操作過程,由于接觸到高濃度的堿液,風險等級較高,不安全因素較大。技改后裝置不需要頻繁切換,減少了員工的工作量;穩定、連續的生產方式,方便員工操作,減少了在切換過程中誤操作現象的發生。
5 結束語
本次片堿和49%液堿同時生產的技術改造項目實施后,公司49%液堿、98%及99%片堿產品質量均符合國家標準。裝置運行平穩,產品質量穩定,有利于滿足顧客對不同產品的需求,穩定市場占有率,同時避免了頻繁切換生產模式對設備的損害以及氫氧化鈉的浪費,不僅延長了設備的使用壽命,同時也減少了污水處理費用,經濟效益明顯。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
