Ti2AlNb 合金孔擠壓加工殘余應力仿真與疲勞實驗
2021-08-18 06:30:06王彥菊沙愛學李興無
航空材料學報 2021年4期
王彥菊,王 欣,沙愛學,李興無
(1.中國航發北京航空材料研究院 應用評價中心,北京 100095;2.中國航發北京航空材料研究院 表面工程研究所,北京 100095)
Ti2AlNb 合金隸屬于三大Ti-Al 系金屬間化合物(γ-TiAl、α2-Ti3Al、O-Ti2AlNb)之一,具有良好的高溫力學性能、高比強度、較好的高溫抗蠕變、抗鈦火等性能,在航空航天高溫部件上得到越來越多的應用[1-3]。然而,Ti2AlNb 合金的典型特征是缺口敏感性強,應用于航空發動機部件,不可避免地需要加工一些螺栓孔、配合孔、安裝孔等結構,這些孔結構存在明顯的應力集中,是部件實際服役中容易產生疲勞斷裂失效的部位。Ti2AlNb 合金部件使用中需要有足夠的高溫低周疲勞性能[4-6],孔擠壓強化是提高帶孔零件疲勞性能的重要手段之一[7],研究其對Ti2AlNb 合金疲勞性能的影響對于Ti2AlNb合金在航空航天高溫部件上的推廣應用具有非常重要的意義。
孔擠壓強化工藝是采用直徑大于孔徑的擠壓芯棒,表面潤滑后以一定的速度穿過孔結構,使得孔結構處的材料發生彈塑性變形。其原理是在孔結構的周邊引入殘余壓應力,殘余壓應力的存在會使得小裂紋閉合,裂紋的擴展速率減慢,同時改善孔邊應力集中,從而大幅度提升孔結構的疲勞壽命。孔擠壓強化也會使材料微觀結構發生變化,如增加位錯密度、產生胞狀位錯纏結等,從而阻礙晶體滑移,起到提高疲勞壽命的效果[8-9]。目前,國內外在孔擠壓強化工藝提升材料疲勞性能方面做了大量的研究[10-14],但相關研究也發現,孔擠壓強化并不是采用的擠壓芯棒直徑越大越好,當擠壓芯棒過大時,構件的其他表面完整性參數如粗糙度、微觀組織等發生較大變化并對構件的最終疲勞壽命產生較大的影響,同時進出口殘余應力的不一致也會造成構件的疲勞壽命存在較大的差異。
殘余應力作為影響孔擠壓強化效果的重要因素,對于研究并指導孔擠壓強化工藝尤為重要,但由于受殘余應力測試儀器的限制,目前還無法得到完整的孔壁殘余應力。因此,在設計階段常采用實驗和模擬分析相結合的方法研究孔擠壓強化[15-18],通過孔擠壓模擬仿真得到擠壓孔殘余應力沿深度方向的分布規律,再結合實驗測得的殘余應力結果分析仿真的可靠性。研究發現,利用有限元分析能夠對孔擠壓疲勞壽命進行較好的預測[19-21]。孔擠壓強化工藝的方法已經相對成熟,然而,針對新型材料Ti2AlNb 合金的孔擠壓強化工藝研究鮮有系統的報道,對該材料孔擠壓強化工藝的仿真分析方法也沒有系統的研究。
本工作采用有限元方法建立孔擠壓過程殘余應力場模型,通過實驗測量試樣表面殘余應力,并結合有限元分析結果討論孔擠壓工藝的強化機理;開展Ti2AlNb 合金孔擠壓強化工藝的高溫低周疲勞性能驗證實驗,對孔擠壓試樣和未擠壓試樣的疲勞壽命、斷口形貌等測試結果進行分析討論。
1 實驗材料與方法
實驗材料為北京航空材料研究院研制的Ti-22Al-23Nb-2(Mo,Zr)的五元合金(以下稱Ti2AlNb合金),其主要化學成分與拉伸性能如表1和表2所示。所用坯料先經過B2 單相區軋制變形,后經過(B2+α2)兩相區上部固溶+(B2+O)兩相區時效雙重熱處理,圖1為Ti2AlNb 合金的XRD 分析結果。由圖1可以看到,Ti2AlNb 合金由B2 相、O 相和少量α2組成。試樣從合金軋制熱處理后的坯料上取樣,圖2為Ti2AlNb 合金顯微組織SEM 圖像,細密的針狀O 相以編織網籃狀分布于基體B2 上,呈現良好的β 鍛網籃組織。
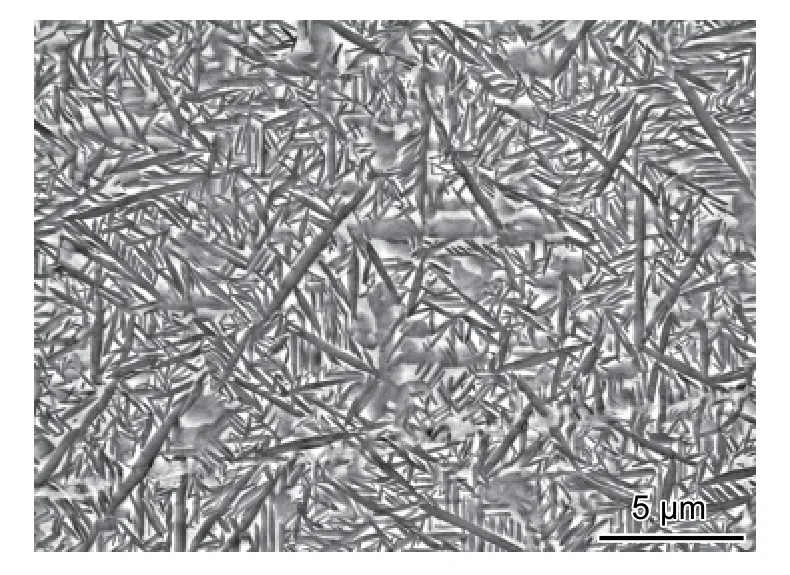
圖2 Ti2AlNb 合金的β 鍛網籃組織Fig.2 β-forged basket microstructure of Ti2AlNb alloy

表1 Ti2AlNb 合金化學成分(質量分數/%)Table 1 Chemical composition of Ti2AlNb alloy(mass fraction/%)

表2 Ti2AlNb 合金拉伸性能Table 2 Tensile properties of Ti2AlNb alloy
孔擠壓強化實驗參考HB/Z 170—2005《航空金屬零件孔擠壓強化工藝》進行,疲勞試樣形狀和孔擠壓強化裝置如圖3所示。實驗所用的孔擠壓芯棒前角為3°,后角為5°,最大直徑為5 mm,疲勞試樣中心小孔預先通過鉆削加工至直徑4.95 mm。孔擠壓強化過程中,孔壁周圍均勻涂抹潤滑劑,擠壓芯棒在拉拔裝置的牽引下勻速穿過疲勞試樣中心的小孔,使孔壁產生塑性變形,小孔直徑達到5 mm,整個擠壓強化過程的變形比為1%。疲勞實驗參考GB/T 15248—2008《金屬材料軸向等幅低循環疲勞試驗方法》在MTS-100kN-13 高溫萬能試驗機上進行。疲勞實驗通過應力控制方式加載,加載波形為三角波,應力比R=?1,加載頻率為1 Hz,實驗溫度為650 ℃。
2 孔擠壓強化殘余應力仿真
2.1 孔擠壓過程有限元建模
小孔結構的殘余應力測試較為困難,由于孔徑較小,X 射線應力儀檢測探頭無法進行擺動,對小孔進行剖切又會造成殘余應力重新分布,不能真實反映小孔結構的殘余應力分布。采用有限元數值模擬方法能夠避免上述困難,建立Ti2AlNb 合金疲勞試件孔擠壓過程的有限元分析模型,如圖3所示。試件材料選用J-C 本構模型,具體參數根據拉伸實驗結果確定,由于擠壓試樣和擠壓棒均存在圓角結構,因此采用正四面體網格對模型進行網格劃分,并對孔周圍變形區域進行局部網格細化,網格總數為50000 個,如圖3(a)所示。根據實際擠壓工藝特點,對模型進行設定:擠壓棒與試樣上孔的位置同軸,且只有沿軸線方向上的自由度,試樣的下底面固定不動。擠壓工藝過程中,擠壓棒外表面會依次與擠壓試樣上表面、孔壁面和試樣下表面接觸,根據HB/Z 170—2005 要求,擠壓棒表面粗糙度Ra值低于0.4 μm,且擠壓棒與試樣孔壁之間采取良好潤滑措施,因此在模型中定義接觸條件為剪切摩擦罰函數,摩擦因數取為0.1,如圖3(b)所示。

圖3 有限元分析模型網格劃分及邊界條件(a)網格劃分;(b)模型設置Fig.3 Meshing and boundary conditions of finite element analysis model(a)meshing;(b)model settings
2.2 殘余應力仿真結果及驗證
圖4為有限元仿真計算結果,圖5為擠入端表面殘余應力場分布云圖和仿真與實驗對比圖,圖6為擠出端表面殘余應力場分布云圖和仿真與實驗對比圖。殘余應力1~5 號提取點與測試點如圖5(a)、6(a)所示。由殘余應力場分布云圖可以看出,經孔擠壓強化后,小孔孔壁表面及表層呈殘余壓應力狀態,同時,擠出端表面殘余壓應力為700 MPa左右,擠入端表面殘余壓應力為400 MPa 左右,擠出端明顯大于擠入端。此外,由于小孔孔壁在試件長邊方向上為約束狀態,而在試件短邊方向上為自由狀態,使得殘余應力場整體呈現扁圓形分布,短邊方向上殘余壓應力數值和分布深度明顯小于長邊方向上殘余應力分布。

圖4 孔擠壓有限元仿真結果Fig.4 Finite element simulation results of hole extrusion

圖5 擠入端表面周向殘余應力的有限元仿真和實驗測量對比驗證(a)三維云圖;(b)仿真與實驗結果Fig.5 Comparison and verification of finite element simulation and experimental measurement of circumferential residual stress on surface of entrance(a)three-dimensional cloud image;(b)simulation and experimental results

圖6 擠出端表面周向殘余應力的有限元仿真和實驗測量對比驗證(a)三維云圖;(b)仿真與實驗結果Fig.6 Comparison and verification of finite element simulation and experimental measurement of circumferential residual stress on surface of exit(a)three-dimensional cloud image;(b)simulation and experimental results
采用有限元分析方法能夠獲得較為細致的殘余應力場分布計算結果,但有限元計算精度受到網格劃分、參數設置、邊界條件等多種因素的影響,為了驗證有限元計算結果的正確性,通常要與實驗值相對比,確保誤差在可接受的范圍內。本工作使用PROTO LXRD 殘余應力分析系統對擠壓強化后的Ti2AlNb 合金疲勞試樣進行殘余應力測試,為了避免剖切小孔破壞殘余應力分布狀態,實驗分別測量了擠入端表面和擠出端表面不同位置的殘余應力,并與有限元計算結果進行了對比驗證。此外,因小孔周邊疲勞裂紋萌生和擴展主要受到周向應力的影響,故僅討論周向殘余應力的分布情況。在開展X 射線殘余應力測量時,由于X 射線衍射光斑為具有一定直徑的圓形區域,實驗測量的殘余應力結果為該圓形區域內周向應力的平均值,故測量結果為非連續的數據點,而有限元仿真在小孔周圍進行了網格細化,其輸出結果為連續的曲線。
圖5(b)為擠入端表面有限元仿真和實驗測量的周向殘余應力分布,圖6(b)為擠出端表面有限元仿真和實驗測量的周向殘余應力分布。可以看出,孔擠壓的周向殘余壓應力隨著距小孔周邊的距離增大而減小,擠入端的最大殘余壓應力的位置接近小孔周邊,數值為400 MPa 左右,擠出端的最大殘余壓應力的位置距小孔周邊0.3 mm 左右,數值為800 MPa 左右。擠入端的殘余應力仿真與實驗結果,誤差最大為12 MPa(9.7%),位置為距小孔周邊1.5 mm,擠出端的誤差最大為142 MPa(18.7%),位置為距小孔周邊0.5 mm。由此可得有限元仿真與實驗測試結果具有良好的一致性,這說明本工作建立的有限元模型具有良好的精度,后續基于有限元計算結果的機理分析能夠反映實際情況。
2.3 孔擠壓強化殘余應力分布規律
進一步分析圖5和圖6中周向殘余應力有限元仿真結果可知,經孔擠壓強化工藝后,孔壁呈較大殘余壓應力狀態,在擠入端,殘余壓應力數值隨到孔壁的距離增大而降低,在距孔壁約2 mm 處降為0,而后一定深度內呈殘余拉應力狀態,這是由于材料的自平衡作用造成的;在擠出端,隨著到孔壁距離的增加,殘余壓應力數值先增大,在表層以下約300 μm 處達到最大殘余壓應力,之后殘余壓應力數值逐漸減小,在距孔壁約2.5 mm 處降為0。在擠出端,殘余壓應力整體呈勺形分布,即擠出端最大殘余壓應力出現在表層以下,這與經噴丸強化后的表面殘余壓應力分布規律接近[22]。整體來看,孔擠壓工藝能夠在孔壁表面及表層形成較深的強殘余壓應力層,這一殘余壓應力狀態能夠抑制初始疲勞裂紋的萌生和擴展,增加試樣的疲勞壽命,這與噴丸強化工藝類似。
此外,通過圖5和圖6的有限元分析結果可知,孔擠壓強化工藝后試件擠入端和擠出端的殘余壓應力分布有所不同,為了進一步研究強化效果的差異性,通過有限元計算結果繪制了孔壁表面殘余壓應力在厚度方向上的分布曲線,如圖7所示。由圖7可以看出,孔壁表面殘余壓應力從擠入端到擠出端呈先增大后減小變化規律,擠出端表面殘余壓應力顯著高于擠入端。此外,隨著前角的增大,擠入端與擠出端的殘余壓應力均逐漸減小,但其沿厚度方向的變化趨勢基本一致。因此,通過有限元分析結果可知,孔擠壓強化產生的殘余壓應力在厚度方向上分布不均勻,小孔擠入端附近的殘余壓應力值明顯小于小孔中部和擠出端。

圖7 孔壁表面殘余應力在厚度方向上的分布規律Fig.7 Distribution law of residual stress on surface of hole wall in thickness direction
3 疲勞實驗結果
3.1 高溫低周疲勞性能對比
圖8所示為孔擠壓和未擠壓Ti2AlNb 合金疲勞試樣的高溫低周疲勞實驗測試結果。由圖8可以看到,在相同的應力加載條件下,相比于未強化疲勞試樣,經孔擠壓強化后的試樣循環次數(疲勞壽命)提高接近一個數量級,如在400 MPa 加載時,其疲勞壽命由擠壓前接近1000 次增加至擠壓后接近10000 次;在相同的壽命要求下,經孔擠壓強化后,試件能夠承受的最大循環加載應力得到提升,如循環10000 次時,試件能夠承受的最大循環加載應力提升接近80 MPa。高溫低周疲勞性能測試結果說明,孔擠壓強化工藝可以有效提升Ti2AlNb 合金的高溫疲勞性能。

圖8 Ti2AlNb 合金試樣高溫低周疲勞實驗測試結果Fig.8 High temperature and low cycle fatigue test results of Ti2AlNb alloy specimens
結合有限元分析結果可知,出現上述現象的主要原因為,孔擠壓工藝使得材料發生塑性變形,孔壁表面及表層存在顯著的殘余壓應力。進一步對650 ℃保溫處理的試樣進行殘余應力測試,如圖9(a)所示,選取距小孔周邊0.5 mm、1.5 mm 的6 個不同位置。由實驗測的結果可知,高溫下殘余應力會存在一定的降低。如圖9(b)所示,擠入端距小孔周邊0.5 mm 的殘余壓應力為145 MPa 左右,距小孔周邊1.5 mm 的殘余壓應力為65 MPa 左右。如圖9(c)所示,擠出端距小孔周邊0.5 mm的殘余壓應力為430 MPa 左右,距小孔周邊1.5 mm的殘余壓應力為120 MPa 左右,650 ℃保溫處理試樣的殘余壓應力基本保持在初始常溫試樣的50%~60%。

圖9 650 ℃保溫處理試樣的周向殘余應力(a)小孔周邊殘余應力測試示意圖;(b)擠入端;(c)擠出端Fig.9 Circumferential residual stress of samples treated with heat preservation at 650 ℃(a)schematic diagram of residual stress test around small hole;(b)surface of entrance;(c)surface of exit
圖10為斷裂試樣的周向殘余應力,由實驗測得的結果可知,孔擠壓試樣斷裂后殘余應力接近0。由此可得,由孔擠壓引入的殘余壓應力層在高溫狀態下依舊能夠保持,能夠對高溫條件下疲勞裂紋的萌生和擴展起到抑制作用,從而顯著提升孔擠壓試樣的疲勞壽命。

圖10 斷裂試樣的周向殘余應力(a)300 MPa 時斷裂疲勞試樣;(b)400 MPa 時斷裂疲勞試樣Fig.10 Circumferential residual stress of of fractured specimen after extrusion(a)fracture fatigue specimen at 300 MPa;(b)fracture fatigue specimen at 400 MPa
3.2 疲勞試樣斷口特征分析
圖11為疲勞試樣斷口低倍SEM 照片,試樣為室溫孔擠壓的疲勞試樣,經過650 ℃,應力比-1 的低周疲勞測試斷裂后的斷口。由圖11可以看到,試樣斷口形狀整體較為平整,以擠入端表面為中心呈放射狀,這說明疲勞裂紋起源于擠入端表面,進而逐步擴展,最終導致整個試樣斷裂。結合有限元分析結果可知,疲勞試樣經孔擠壓強化過程后,其擠入端表面的殘余壓應力顯著小于小孔中部和擠出端,因此試樣經孔擠壓強化后,小孔的擠入端為薄弱區域,應重點關注。

圖11 孔擠壓疲勞試樣斷口形貌SEM 照片Fig.11 SEM image of fracture morphology of extruded specimen
圖12為應力幅300 MPa 時未擠壓疲勞試樣的斷口形貌。由圖12可以看出,斷口整體相對平整,斷面面積與初始斷面面積相比無明顯減小,斷口處形狀呈河流花樣,河流的流向為裂紋擴展方向,河流狀花樣由若干解理臺階組合在一起,故為解理斷裂。除此之外,還觀察到一系列平行的疲勞條紋,綜合以上分析,試件是以解理斷裂為主的疲勞斷裂。圖13為應力幅380 MPa 時未擠壓疲勞試樣的斷口形貌。相比于應力幅為300 MPa 的疲勞試樣,應力幅為380 MPa 時疲勞條紋更加明顯且間距較大,高倍圖像顯示,疲勞條紋分布在韌窩上,除此之外,還觀察到大量二次裂紋,綜上所述,應力幅為380 MPa 的未擠壓試樣疲勞斷裂以脆性斷裂為主,伴隨少量韌性斷裂,這說明當循環應力增加時脆性斷裂增加,裂紋擴展速率增大。
圖14為應力幅300 MPa 時孔擠壓后疲勞試樣的斷口形貌,與圖12中未擠壓試樣的斷口相比,孔擠壓試樣顯示出比未擠壓試樣更加密集的波浪形條紋,條紋間距明顯縮小,這說明經過孔擠壓工藝強化后,在低應力循環載荷作用下,疲勞裂紋擴展受到抑制,結合有限元仿真分析結果可知,經孔擠壓強化工藝后,孔壁由于塑性變形而在表面及表層產生了較強的殘余壓應力層,在疲勞裂紋擴展過程中,由于殘余壓應力的作用,使得裂紋擴展速率降低,表現為疲勞條紋間距減小、密度增加。圖15為應力幅400 MPa 時孔擠壓試樣的斷口形貌圖像,斷口整體呈解理斷裂特征,應力幅為400 MPa 的孔擠壓試樣并未觀察到明顯的疲勞條紋,且存在細小的韌窩,這表明隨著應力幅的升高,試樣斷裂速度顯著增加;相比于應力幅為380 MPa 時的未擠壓試樣(如圖13所示),兩者都存在明顯的解理臺階,且分布在韌窩上,這表明當應力幅較大時,孔擠壓試樣和未擠壓試樣斷口特征基本相似,其裂紋擴展速率也接近。結合有限元分析結果可知,經孔擠壓強化后,疲勞試樣孔壁表面及表層存在殘余壓應力層,延遲了初始裂紋萌生的時間,這是應力幅為400 MPa時孔擠壓試樣疲勞壽命增加的主要原因,而當初始裂紋萌生后,孔擠壓試樣和未擠壓試樣的裂紋擴展過程和斷裂形式基本相同。

圖12 應力幅300 MPa 時未擠壓疲勞試樣的斷口形貌(a)低倍;(b)高倍Fig.12 Fracture morphologies of un-extruded fatigue specimens at stress amplitude of 300 MPa(a)low magnification;(d)high magnification

圖13 應力幅380 MPa 時未擠壓疲勞試樣的斷口形貌(a)低倍;(b)高倍Fig.13 Fracture morphologies of un-extruded fatigue specimens at stress amplitude of 380 MPa(a)low magnification;(d)high magnification

圖14 應力幅300 MPa 時孔擠壓疲勞試樣的斷口形貌(a)低倍;(b)高倍Fig.14 Fracture morphologies of extruded fatigue specimens at stress amplitude of 300 MPa(a)low magnification;(b)high magnification
4 結論
(1)建立了Ti2AlNb 合金孔擠壓強化工藝殘余應力場的有限元分析模型,通過對比擠入端和擠出端表面的X 射線殘余應力測試結果,驗證了殘余應力有限元計算結果具有較高的精確性;基于有限元分析結果,發現孔擠壓強化工藝能夠在Ti2AlNb 合金板孔周圍產生數值較大的殘余壓應力層,且擠入端附近的殘余壓應力明顯小于擠出端附近。
(2)Ti2AlNb 合金疲勞試件經孔擠壓強化工藝后,相比于未經強化的試件,其高溫低周疲勞性能顯著提升,在相同應力加載條件下,疲勞壽命提高接近一個數量級;在相同的壽命要求下,試件能夠承受的最大循環加載應力得到提升。
(3)通過疲勞斷口形貌分析,發現疲勞裂紋從小孔擠入端表面萌生并擴展至斷裂,結合殘余應力有限元分析結果,表明孔擠壓過程對擠入端強化效果弱于擠出端;對比孔擠壓和未擠壓試件斷口形貌發現,在殘余壓應力層的作用下,孔擠壓試件表面初始裂紋萌生被延后,疲勞裂紋擴展過程受到抑制。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
艦船科學技術(2022年13期)2022-08-11 09:29:16
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
機械工程師(2015年10期)2015-02-02 01:14:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
