滑動速度對鋁合金石油套管干摩擦性能的影響*
2021-08-09 11:55:24靳曉偉楊海濱梁玉林
石油機械 2021年8期
張 敏 靳曉偉 劉 君 楊海濱 梁玉林
(1.西部鉆探工程有限公司玉門鉆井分公司 2. 中國石油西部鉆探準(zhǔn)東鉆井公司3. 中國石油長慶油田第二采油廠 4. 川慶鉆探工程有限公司鉆采工程技術(shù)研究院)
0 引 言
隨著能源需求的增加,油氣鉆井作業(yè)面臨著更加惡劣的環(huán)境。為克服非正常地層井壁遇水失穩(wěn)、保證井控安全、提高機械鉆速以及實現(xiàn)完全欠平衡鉆進,空氣鉆井技術(shù)應(yīng)運而生。但應(yīng)用空氣鉆井技術(shù)時,由于缺乏鉆井液潤滑,所以鉆桿與套管之間面臨著更為嚴(yán)峻的干摩擦問題。
為滿足高溫高壓井、酸性油氣井以及超深井對套管材料性能的需要,7075鋁合金被用作套管材料[1]。在油氣鉆井高強度工作條件下,要求套管材料除了具有良好的力學(xué)性能以外,還應(yīng)該具備優(yōu)異的摩擦學(xué)性能。近年來,不少學(xué)者針對不同條件下7075鋁合金的摩擦磨損行為進行了研究。LU J.等[2]通過球盤摩擦試驗研究了溫度對7075鋁合金摩擦學(xué)性能的影響,發(fā)現(xiàn)150 ℃以下犁耕是主要磨損機制,而300 ℃以上鋁合金表面主要磨損機制為黏著剝落。SHEN M.X.等[3]分別在油水環(huán)境中針對7075鋁合金開展了一系列微動磨損試驗,結(jié)果表明,在水環(huán)境中,7075鋁合金主要磨損機制為磨粒磨損、脫層和氧化磨損,而在油環(huán)境下以磨粒磨損為主。B.VENKATARAMAN等[4]利用銷盤摩擦試驗研究了7075鋁合金的機械混合層與摩擦學(xué)性能之間的關(guān)系,結(jié)果表明,盡管機械混合層的存在會增大摩擦因數(shù),但7075鋁合金磨損率大大降低。A.BARADESWARAN等[5]通過銷盤磨損試驗研究了干滑動條件下石墨顆粒對7075鋁合金的摩擦磨損行為的影響,發(fā)現(xiàn)石墨微粒的加入起到了固體潤滑劑的作用,7075鋁合金的摩擦學(xué)行為有了顯著的改善。沈明學(xué)等[6]通過扭轉(zhuǎn)復(fù)合微動試驗,研究了接觸載荷對7075鋁合金扭轉(zhuǎn)復(fù)合微動磨損行為的影響,結(jié)果表明:接觸載荷能夠明顯改變微動運行區(qū)域,隨著接觸載荷的增加,微動推遲進入混合區(qū)和滑移區(qū),且混合區(qū)逐漸擴大。黃偉九等[7]采用銷盤摩擦試驗機研究了時效處理對7075鋁合金摩擦學(xué)性能的影響,結(jié)果表明:時效處理后樣品在輕微磨損時以磨粒磨損和氧化磨損為主,嚴(yán)重磨損時以黏著磨損和剝層磨損為主。綜上所述,7075鋁合金套管的摩擦學(xué)行為還沒有引起足夠重視,尤其是在干摩擦條件下。
鉆井作業(yè)中,因鉆桿與套管之間的接觸壓力難以確定,所以鉆桿轉(zhuǎn)速成為影響套管磨損的唯一可控因素。而關(guān)于滑動速度對鋁合金石油套管干摩擦學(xué)性能影響的相關(guān)研究還未見報道。因此,本文以7075鋁合金(T6)為研究對象,采用銷盤摩擦磨損試驗方法,系統(tǒng)地研究滑動速度對7075鋁合金摩擦磨損性能的影響,以期為鋁合金套管的防磨損方法研究提供一定的指導(dǎo)。
1 試驗方法
以往的研究表明,實際鉆井過程中,鉆桿和套管的局部接觸可以近似地看成面接觸[2]。因此,采用UMT型摩擦試驗機開展盤銷式干摩擦試驗(見圖1)。
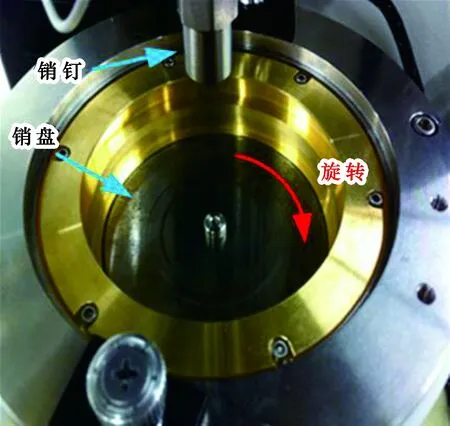
圖1 磨盤摩擦磨損試驗示意圖Fig.1 Schematic diagram of friction and wear test of grinding disc
磨盤采用7075鋁合金,銷釘采用40CrNiMo石油鉆桿材料。磨盤直徑70 mm,硬度150 HB,表面粗糙度0.68 μm;銷釘直徑6.3 mm,硬度260 HB,表面粗糙度0.62 μm。試驗環(huán)境空氣相對濕度45%,試驗介質(zhì)為空氣,摩擦半徑25 mm。試驗載荷50 N,初始溫度20 ℃。摩擦線速度分別為50、100、150、350和600 mm/s,摩擦路程512.6 m。
試驗前后,將試樣在超聲波清洗儀中用石油醚清洗5 min并干燥。不同試驗條件下每組試驗重復(fù)3次,用三維光學(xué)顯微鏡測量磨盤磨損體積并取其平均值,采用以下公式計算磨盤磨損率[8]:
(1)
式中:WR為磨盤磨損率,mm3/(N·m); ΔV為磨損體積,mm3;L為摩擦路程,m;F為載荷,N。
試驗結(jié)束后,采用三維光學(xué)顯微鏡測量磨盤磨損面三維形貌、磨痕深度和表面粗糙度;采用JSM-6610A型掃描電子顯微鏡測量磨損面表面形貌、截面形貌并分析磨損面元素組成。
2 試驗結(jié)果
2.1 磨損率與摩擦因數(shù)
圖2為不同滑動速度下磨盤磨損深度和磨損率的變化曲線。由圖2a可知:隨著滑動速度v的增加,磨盤磨損深度總體呈增加趨勢;在低滑動速度(50~150 mm/s)下,磨盤磨損深度低于5 μm,磨損深度隨速度的增加變化不明顯;隨著滑動速度繼續(xù)增加,磨盤磨損深度明顯增加,在滑動速度為600 mm/s時,磨損深度達到40 μm左右。由圖2b可知,磨損率隨滑動速度的增加而增加,在150 mm/s以后,磨損率上升趨勢明顯。

圖2 不同滑動速度下磨盤磨損深度和磨損率曲線Fig.2 The wear depth and wear rate of the grinding disc under different sliding speeds
圖3為不同滑動速度下摩擦因數(shù)隨滑動距離的變化曲線。從圖3可以看出:在低滑動速度(50 mm/s)下,摩擦因數(shù)在0.8左右波動;隨著滑動速度增加,摩擦因數(shù)呈現(xiàn)減小趨勢。不同滑動速度下平均摩擦因數(shù)和方差見表1。從表1可以看出,盡管平均摩擦因數(shù)隨滑動速度的增加而減小,但摩擦因數(shù)方差隨滑動速度的增加而增加,這表現(xiàn)為摩擦因數(shù)曲線波動增大(見圖3)。

表1 不同滑動速度下平均摩擦因數(shù)和方差Table 1 The average friction coefficient and variance table at different sliding speeds
磨損率和摩擦因數(shù)等摩擦學(xué)行為的變化與磨損表面特點以及磨損機制緊密相關(guān),為分析圖2和圖3中磨損率和摩擦因數(shù)的變化規(guī)律及其原因,筆者針對不同滑動速度下磨盤表面形貌特點進行了研究。

圖3 不同滑動速度下摩擦因數(shù)隨滑動距離的變化曲線Fig.3 Variation of friction factor with sliding distance under different sliding speeds
2.2 表面形貌
圖4為不同滑動速度下SEM形貌及其區(qū)域放大圖。由圖4可知,不同滑動速度下,磨盤表面呈現(xiàn)出不同的形貌。
圖4a中,在低滑動速度下,磨盤表面比較粗糙,密集的磨屑分布在磨損表面,顆粒狀、團狀和層狀磨屑在載荷的作用下堆疊在磨盤表面。這是因為在低滑動速度下,干摩擦產(chǎn)生的磨屑無法被及時帶出摩擦接觸面,在高載荷下磨屑一旦產(chǎn)生就在摩擦副之間不斷被擠壓、融合、粘接在磨盤表面。當(dāng)滑動速度增加到100 mm/s時,磨盤表面比滑動速度為50 mm/s更加平整,但仍然有磨屑堆積在磨盤表面,堆積的磨屑體積比圖4a中更小。這是由于隨著滑動速度的增加,產(chǎn)生的大體積磨屑能夠在離心力的作用下被帶出接觸面[9],剩余的磨屑被擠壓進磨盤表面,仍然可以起到保護作用。在滑動速度為100 mm/s下銷釘磨盤表面真實接觸面積更大。因此,在此滑動速度下,磨盤磨損率無明顯變化,但摩擦因數(shù)減小至0.73左右。
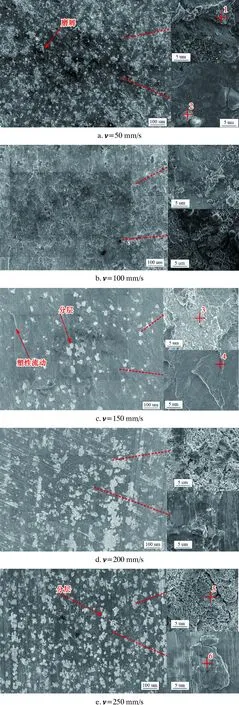
圖4 不同滑動速度下SEM形貌及其區(qū)域放大圖Fig.4 SEM morphology and area magnified view at different sliding speeds
當(dāng)滑動速度增加到150 mm/s時,磨盤表面磨損形貌發(fā)生了較大變化。磨盤表面可以大致分為光滑區(qū)和分層區(qū)域,并且光滑區(qū)域占據(jù)主導(dǎo),這是一種典型的氧化磨損行為[10]。在局部放大區(qū)域圖中,僅有少量磨屑堆積在分層區(qū)域邊緣。此外,在光滑區(qū)域放大圖中可以看到波紋狀塑性流動痕跡。當(dāng)滑動速度為350 mm/s時,表面分層區(qū)域面積增大且變得粗糙多孔隙,光滑區(qū)域也出現(xiàn)了材料破碎以及進一步分層的現(xiàn)象。隨著滑動速度進一步增加到600 mm/s,分層區(qū)域成為表面主導(dǎo)形貌。分層區(qū)域表面同樣粗糙多孔,且出現(xiàn)了大裂紋。在光滑區(qū)域,可以觀察到表面存在材料黏著現(xiàn)象。
為進一步獲取磨損表面元素組成信息,對低、中、高滑動速度下磨損表面具有代表性的區(qū)域進行EDS分析。
2.3 EDS和XPS分析
圖5為不同滑動速度下磨損表面EDS分析結(jié)果。

圖5 不同滑動速度下表面EDS分析結(jié)果Fig.5 Surface EDS analysis results at different sliding speeds
由圖5可知,磨盤表面元素主要是氧和鋁,不同滑動速度下磨盤表面都存在氧化現(xiàn)象。這是因為在高載荷下,即使滑動速度不高,摩擦接觸面也能達到較高的溫度,促使合金材料發(fā)生氧化。在50 mm/s滑動速度下,點1層狀磨屑處含氧質(zhì)量分?jǐn)?shù)為11.81%,而點2顆粒狀磨屑處含氧質(zhì)量分?jǐn)?shù)為22.43%,遠高于點1。合金磨粒產(chǎn)生后,在接觸面被擠壓、運移、熔結(jié),最終堆積在磨盤表面。在此過程中,顆粒狀磨粒與空氣接觸更充分,因此點2含氧質(zhì)量分?jǐn)?shù)更高。在圖4c中,分層區(qū)點3的含氧質(zhì)量分?jǐn)?shù)顯著低于光滑區(qū)點4。這可能是材料剝落后新鮮表皮氧化不充分所致。在600 mm/s滑動速度下,黏著區(qū)域含氧質(zhì)量分?jǐn)?shù)達到48.52%,盡管分層區(qū)含氧質(zhì)量分?jǐn)?shù)仍然低于光滑區(qū),但含氧質(zhì)量分?jǐn)?shù)也達到30.93%,高于點3。值得注意的是,隨著滑動速度的提高,不論是分層區(qū)域還是光滑區(qū),含氧質(zhì)量分?jǐn)?shù)都在上升。圖6為不同滑動速度下磨損表面XPS分析結(jié)果。從圖6可以看出,隨著滑動速度的提高,鋁的氧化物峰面積相應(yīng)增大,即更多的鋁元素被氧化,這與EDS分析結(jié)果一致。

圖6 不同滑動速度下磨損表面XPS分析結(jié)果(分析區(qū)域0.4 mm2)Fig.6 XPS analysis results of worn surface under different sliding speeds (analysis area 0.4 mm2)
為進一步研究磨盤磨損面形貌特征,對不同速度下磨盤磨損中心1 mm區(qū)域三維形貌和局部截面形貌進行分析。
2.4 磨痕中心截面形貌
圖7為不同滑動速度下磨損截面形貌及三維形貌。從圖7可以看出,低滑動速度下,磨盤表面較為平整,而隨著速度的增大,磨盤表面分層區(qū)域面積增加,這與SEM 表面分析結(jié)果一致。隨著滑動速度增加,磨盤表面粗糙度逐漸降低,這也是摩擦因數(shù)隨滑動速度增加而降低的原因之一。在掃描電鏡二次模式下,磨盤截面形貌圖中白色區(qū)域為氧化物,黑色區(qū)域為鋁合金基體。在低滑動速度下,部分氧化物、基體和磨屑在載荷作用下擠壓糅合在一起,覆蓋在磨盤表面;在中滑動速度下,表面材料被大部分氧化,外表層覆蓋的黑色淺層是由磨損面剩余的小體積磨屑被壓實而成,在高載荷下氧化物內(nèi)部出現(xiàn)了微裂紋;在高滑動速度下,表面磨屑形成后,大顆粒和大體積磨屑被迅速甩出接觸面,小體積磨屑則被迅速軟化壓實在上表層,形成一層厚厚的膜。在摩擦過程中,這層膜不斷地在接觸面脫落、壓實。由于合金材料與氧化物層在材料性質(zhì)上具有較大差別,在高壓載荷和循環(huán)應(yīng)力下,二者結(jié)合不緊密,所以在截面形貌中可以看到二者接觸點存在大裂縫。
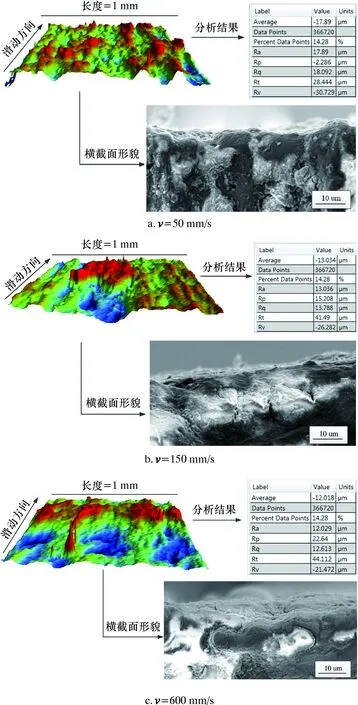
圖7 不同滑動速度下磨損截面形貌及三維形貌Fig.7 Wear section morphology and three-dimensional morphology at different sliding speeds
2.5 討論
以上試驗結(jié)果表明,滑動速度對鋁合金套管材料的摩擦學(xué)行為有重要影響。大量的研究表明,滑動速度的提高會造成局部接觸面溫度的升高,進而影響接觸面摩擦磨損行為。由摩擦造成粗糙峰的局部溫升可由下式計算[11]:
(2)
式中:μ為摩擦因數(shù),取表2中平均摩擦因數(shù);p為所加載荷,N;a為對磨面粗糙峰實際接觸區(qū)的半徑,μm;k1為鋁合金7075導(dǎo)熱系數(shù),k1=134 W/(m·K);k2為40CrNiMo導(dǎo)熱系數(shù),k2=44 W/(m·K)。
圖8為接觸面溫度隨滑動速度的變化曲線。從圖8可以看出,隨著滑動速度從50 mm/s上升至600 mm/s,接觸面局部溫度逐漸升高,盡管溫升速率呈現(xiàn)下降趨勢,但由滑動速度上升引起的接觸面溫升仍然對磨損機制產(chǎn)生了重要影響。
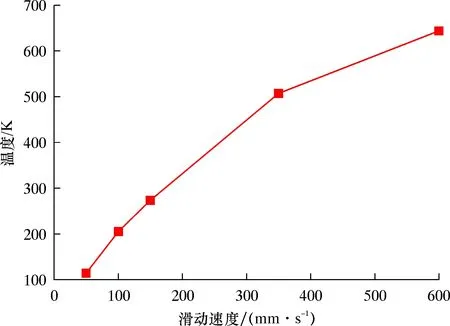
圖8 接觸面溫度隨滑動速度的變化曲線Fig.8 The temperature of the contact surface varies with the sliding speed
在低滑動速度(50 mm/s)下,摩擦過程中產(chǎn)生的磨屑不能被及時帶出接觸面,在反復(fù)的擠壓、糅合后壓實在銷釘和磨盤表面(見圖4a)。分散的部分氧化物(主要是Al2O3)嵌入到磨盤基體和表面磨屑中(見圖7a)。由于其具有較高的硬度[12],所以能夠提高磨盤的耐磨性,避免基體受到嚴(yán)重的磨粒磨損,有效地降低了磨盤的磨損率,高硬度的氧化鋁顆粒也是造成剝落坑的原因。這種輕微氧化降低基體磨損率的行為被稱作輕微氧化磨損,其特點是磨損率低、摩擦因數(shù)波動小并且少量的摩擦氧化物就能夠避免基體嚴(yán)重磨損[10]。
隨著滑動速度上升至150 mm/s,接觸面之間的磨屑由于受到較大的離心力,幾乎全部被帶離接觸面(見圖4c)。隨著接觸面溫度升到280 K左右,磨盤表面含氧量上升(見圖5)并出現(xiàn)了典型的氧化磨損形貌特征:光滑區(qū)和分層區(qū)共存(見圖4c)。大面積光滑區(qū)域的出現(xiàn)減小了摩擦因數(shù),而分層區(qū)域的出現(xiàn)卻提高了磨盤磨損率。這是因為隨著溫度的升高,磨盤表面出現(xiàn)了更多氧化鋁,在較高載荷作用下,由于氧化鋁的高脆性,一旦循環(huán)應(yīng)力大于氧化物臨界應(yīng)力,氧化物就會發(fā)生斷裂(見圖7b),并由此引發(fā)分層。在此滑動速度下磨盤的磨損機制可以總結(jié)為氧化磨損,其特點是:對比輕微氧化磨損,摩擦氧化物更多、磨損率更高、摩擦因數(shù)波動更大[10]。
在高滑動速度600 mm/s下,分層區(qū)域面積顯著增大(見圖4e),磨損率顯著增加。這是因為在高溫下磨盤表面氧化物含量顯著增加,但更多的氧化物并不意味著更好的保護作用[13]。氧化鋁與鋁合金基體由于擁有不同的導(dǎo)熱系數(shù)與強度,在摩擦過程中二者接觸區(qū)域更容易出現(xiàn)斷裂,這是圖4e和圖7c中裂紋出現(xiàn)的原因。此外,由于熱軟化效應(yīng),磨盤基體硬度的降低將導(dǎo)致其失去支持氧化物的固有強度,進一步加劇氧化物的脫落,增大磨盤磨損率[14]。在此速度下的磨盤磨損率遠高于50~150 mm/s 速度下磨盤的磨損率,這由氧化物的快速形成和去除造成。在此速度下,盡管含氧量進一步上升,但由于磨損表面的分層和黏著特性,磨損機制有別于150 mm/s速度下的氧化磨損,可以總結(jié)為黏著-分層磨損。
摩擦因數(shù)的變化也與滑動速度緊密相關(guān)。在低滑動速度(50~150 mm/s)下,隨著滑動速度的增加,磨盤磨損面和對磨面磨屑減少,增大了摩擦副實際接觸面積,在相同的載荷下,摩擦因數(shù)減小;在中等滑動速度(150 mm/s)下,大面積光滑區(qū)的出現(xiàn)導(dǎo)致了摩擦因數(shù)繼續(xù)減小;在高滑動速度(350~600 mm/s)下,由于熱軟化效應(yīng)的加劇,表面出現(xiàn)黏著現(xiàn)象,這是摩擦因數(shù)在高滑動速度下出現(xiàn)劇烈波動的原因[15]。此外,分層材料脫落后,在高溫高壓的作用下被碾壓糅合并在對磨面形成轉(zhuǎn)移膜,也能夠有效地減小摩擦因數(shù)[14]。隨著滑動速度的提高,接觸面溫升顯著提高,磨盤表面大粗糙凸起由于軟化更容易斷裂,造成表面粗糙度的降低(見圖7),這也是摩擦因數(shù)隨著滑動速度增加而減小的原因之一。
3 結(jié) 論
(1)滑動速度對7075鋁合金干摩擦性能有重要影響。在滑動速度50~600 mm/s范圍內(nèi),隨著滑動速度的增加,摩擦因數(shù)不斷減小,摩擦因數(shù)波動幅度不斷增大;磨損率隨滑動速度的增加先緩慢增加再顯著上升。
(2)在低滑動速度(50~100 mm/s)下,7075鋁合金主要磨損機制為輕微氧化磨損;在中等滑動速度(150 mm/s)下,主要磨損機制轉(zhuǎn)變?yōu)檠趸p;當(dāng)滑動速度在350~600 mm/s之間時,主要磨損機制轉(zhuǎn)變?yōu)轲ぶ?分層磨損。
(3)滑動速度的提高會引起接觸面溫升,造成鋁合金表面含氧量的升高和熱軟化效應(yīng)的加劇,進而改變磨損機制。在空氣鉆井過程中,為避免鋁合金套管嚴(yán)重磨損,應(yīng)將鉆桿轉(zhuǎn)動線速度控制在低于150 mm/s。
