直讀光譜法測定生鐵中的元素含量
2021-08-02 07:24:22*陳蓉
當代化工研究 2021年14期
關鍵詞:分析
*陳 蓉
(重慶建設工程質量監督檢測中心有限公司 重慶 401336)
1.實驗部分
(1)主要儀器和材料
PDA-7000 直讀光譜儀(日本島津公司);MP22000 氬氣凈化器(英國Sircal設備有限公司);GM-4型光譜磨樣機。
(2)試樣制備
白口化生鐵試樣由重鋼股份公司煉鐵廠提供,分析試樣在澆注成型后,在紅熱狀態下完全脫離模具并在空氣中冷卻至暗紅色,放入冷卻水槽中急速冷卻,以確保試樣白口化和防止裂紋產生。分析面磨制水平,紋路一致。
(3)標樣準備
含砷鑄鐵光譜標準樣品(GSB 03-1809-2005)。
2.結果與討論
(1)預燃光源及時間的選擇
PDA-7000直讀光譜儀光源具有多種放電類型,在同一分析過程上,可自動選用2~3種不同放電類型進行組合,本方法選擇的激發條件見表1。
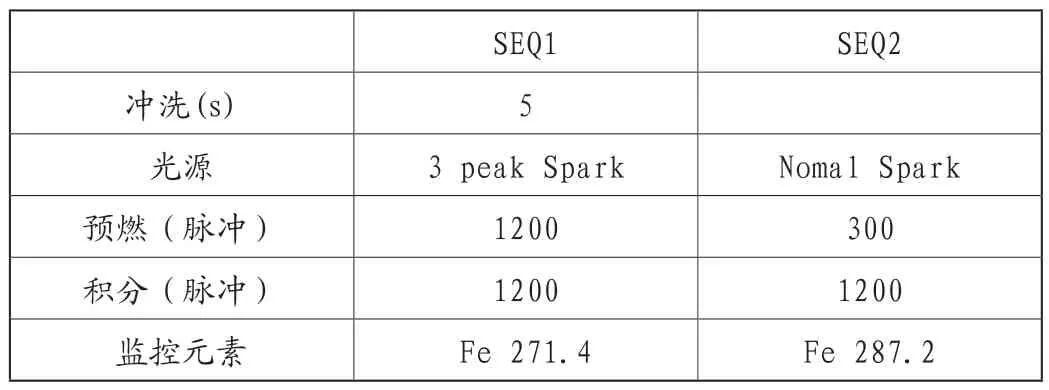
表1 激發預燃光源及時間
兩次時序的預燃能夠使生鐵表面上火花放電斑點處的熔融有一定的深度和寬度,而本方法選擇的組合放電模式,既消除樣品組織結構差異對分析結果的影響,又放電穩定以提高分析的靈敏度,同時滿足每種元素對激發光源的要求。
(2)分析波長的選擇
工作中選擇分析元素的靈敏原子線,靈敏度高,分析范圍寬,并以第二時序的鐵為內標以獲得穩定的相對光強。選擇元素分析線如表2。
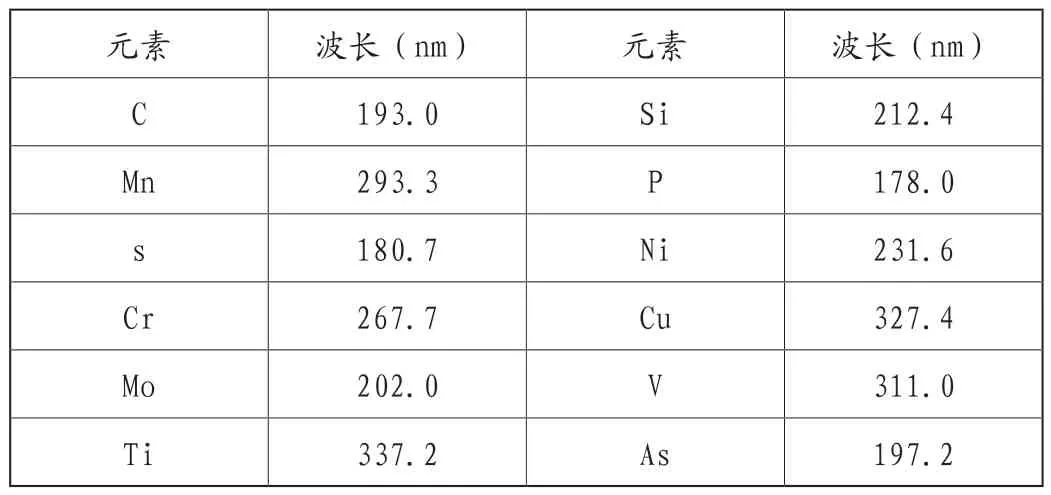
表2 分析波長
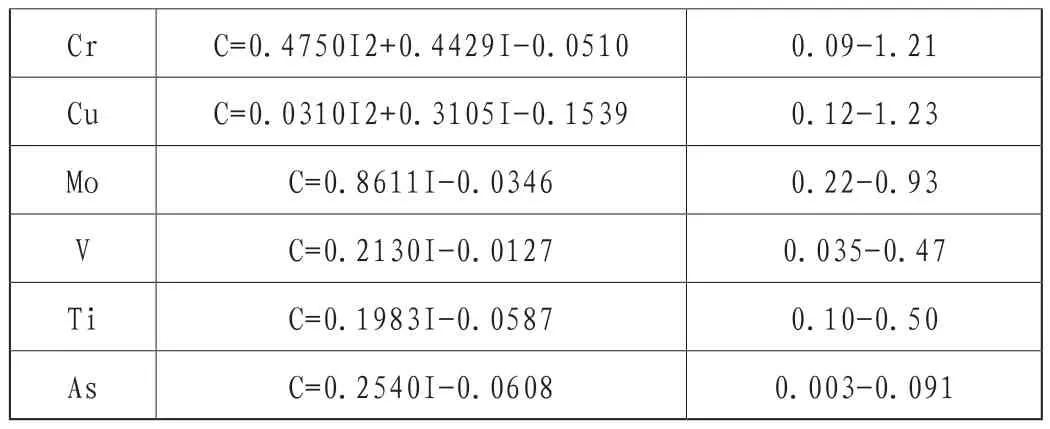
(3)標準工作曲線
在選定的分析條件下,選用實驗室現有的含砷鑄鐵光譜標準樣品(GSB 03-1809-2005)一套共6塊,繪制工作曲線。每塊標鋼激發兩次,測定標準樣品中各元素的譜線強度,以基體(Fe 287.2nm)為內標,繪制相對強度與元素含量的標準工作曲線,校正后工作曲線方程見表3。
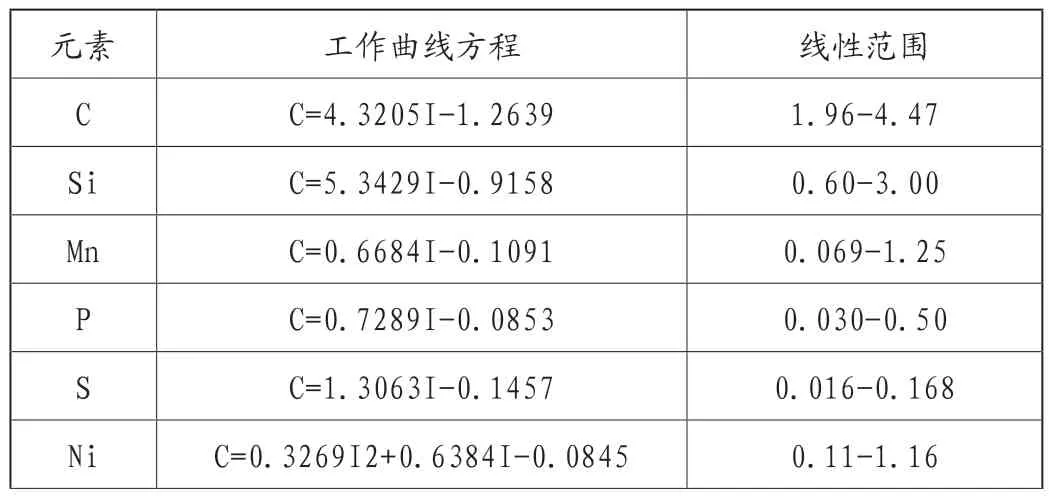
表3 工作曲線及線性范圍
(4)樣品的激發部位對結果的影響
將熔融的鐵水倒入試樣模具內,鐵水冷卻固態,由于樣品的邊緣與中心冷卻的速度不一致,容易導致兩者白口化程度有差別,從而出現中心偏析現象。以實際生鐵樣品為例,對該樣品1/2半徑處取大致對稱的4點(A點和C點對稱,B點和D點對稱),連同中心點分別按照試驗條件進行激發,每點激發5次取其平均值作為測定值,所得結果見表4。
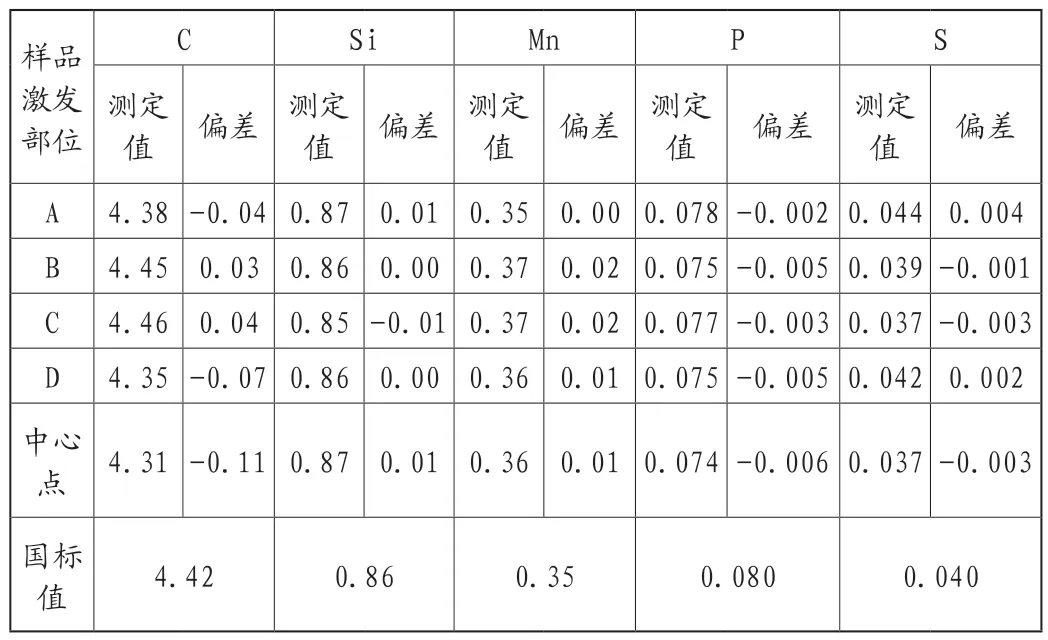
表4 樣品激發部位對結果的影響(n=5)
從表4可知:標準樣品的邊部所測元素均勻性較好,各元素的測定結果在允許差范圍內;而中心點C元素存在一定的偏析,說明樣品冷卻時中心部相對白口化程度低,激發樣品時選擇1/2半徑處激發。
(5)精密度和準確度試驗
在確定的分析條件下,按照試驗方法激發ZT1801-6標準樣品11次,測定結果見表5。其中精密度要求參考GB11170-2008。從表6結果可知,除含量較低的As元素之外,該試驗方法的極差、標準偏差較小,相對標準偏差(RSD)均<5%,精密度較好,準確度較高,滿足儀器精密度和準確度要求。
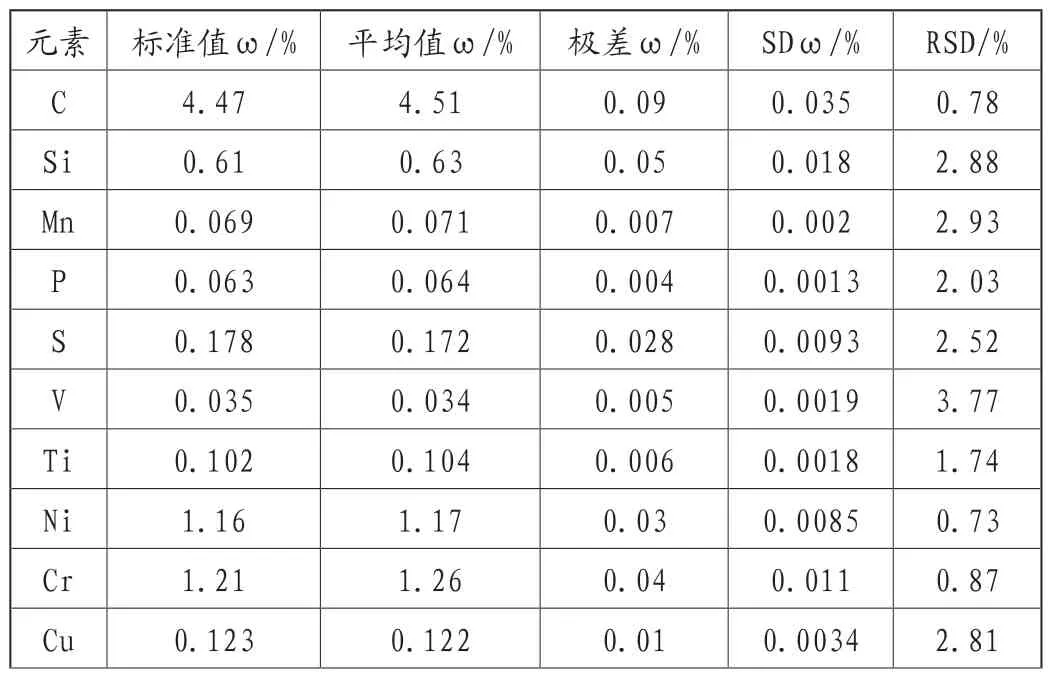
表5 精密度實驗(n=11)

(6)樣品分析結果比對
利用在優化條件下做出的工作曲線,按試驗方法測定4塊外觀較好、白口化程度較高、均勻的生鐵樣樣品,同時用國家標準方法[1]作比對試驗,結果見表6。
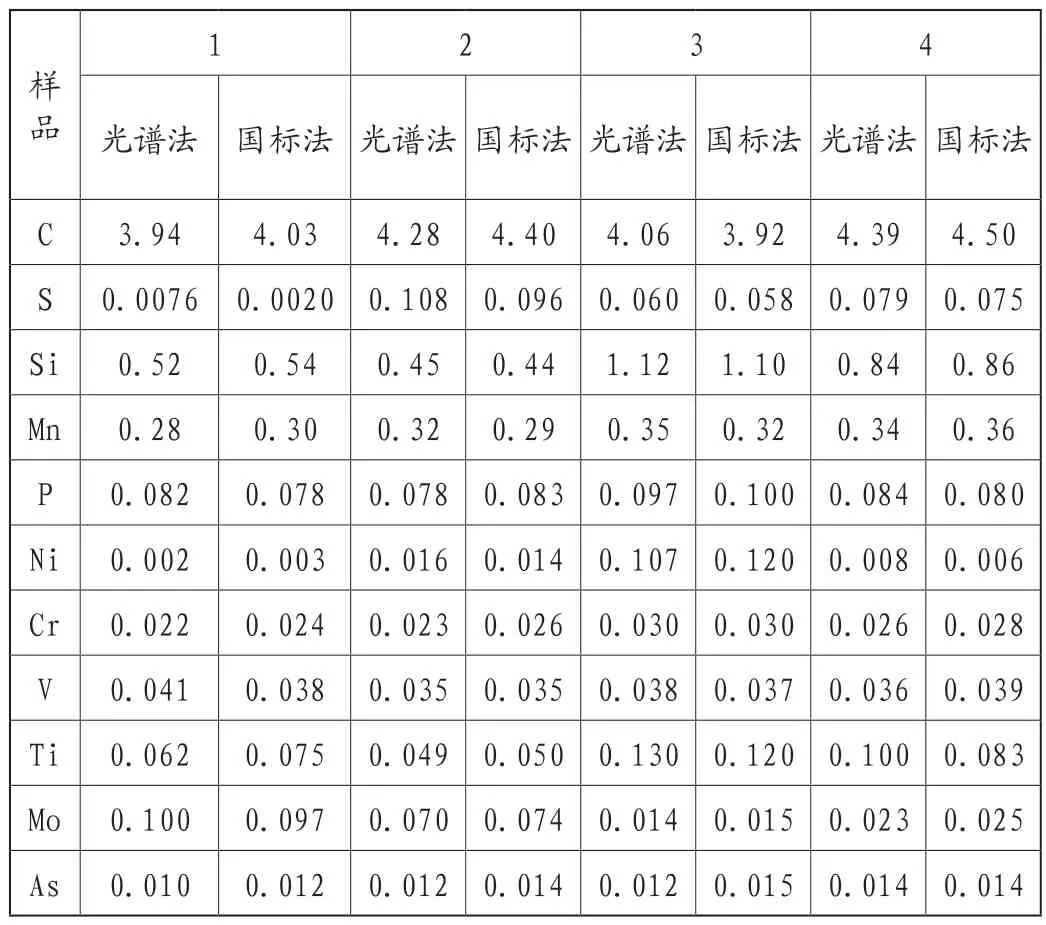
表6 樣品分析結果比較(%)
實驗結果表明,除低含量的S以外,在光譜校正曲線范圍內,直讀光譜法與國標法的分析結果一致,準確可靠,能滿足生產上爐前的快速分析要求
3.結論
用直讀光譜法測定生鐵中多元素具有分析速度快、精密度高、結果準確、自動顯示分析結果等優點,對提高工作效率、降低分析成本、爐前質量控制都具有重要意義。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
財經界(學術版)(2015年20期)2015-12-23 09:20:13
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31