三元乙丙橡膠汽車玻璃導槽密封條3種摩擦層的性能研究
2021-07-23 08:08:24王海軍
橡膠工業 2021年1期
關鍵詞:工藝
王海軍,楊 芬
(山東駿昂新材料科技有限公司,山東 德州 253300)
汽車玻璃導槽密封條是汽車非常重要的功能件,對車窗玻璃起到密封與導向的作用。汽車車窗玻璃是活動比較頻繁的部件,玻璃上升和下降時直接與玻璃導槽密封條磨擦,要求后者具有良好的耐磨性能和較小的摩擦阻力。車窗玻璃進行上升和下降的活動時,玻璃導槽密封條摩擦阻力越小,玻璃運動越順暢,摩擦因數越小;車窗玻璃多次數的重復上升和下降活動,形成對玻璃導槽密封條的磨耗,其耐磨性能是保證玻璃長時間有效運行的前提條件[1]。
汽車玻璃導槽密封條的基體材料有三元乙丙橡膠(EPDM)、熱塑性彈性體和聚氯乙烯等。EPDM綜合性能優異,具有優良的耐老化性能、抗紫外線、耐高低溫性能和突出的耐酸堿性能,環境適應性強,彈性和抗永久變形性能優良[2],目前為橡膠汽車玻璃導槽密封條選用較多的基體材料。橡膠汽車玻璃導槽密封條的玻璃摩擦層有植絨、噴涂、聚乙烯(PE)條復合3種工藝處理方式[3-4]。
本工作以邵爾A型硬度為80度的EPDM為基體材料,分別以植絨、噴涂、PE條復合3種摩擦層制備橡膠玻璃導槽密封條,并對玻璃導槽密封條3種摩擦層的耐磨性能和摩擦阻力進行探討。
1 實驗
1.1 主要設備和儀器
90P-20D-WS型擠出機,廣州諾通機械有限公司 產 品;JWL-10T-X 和JRL-27T-X 型 硫 化 槽,保定巨龍微波能設備有限公司產品;4X2500MM型等離子處理設備,上海瀚笙等離子技術有限公司產品;ZHF-A型在線植絨倉,寧波江北通立塑料機械設備有限公司產品;噴涂倉,浙江百納橡塑設備有限公司產品;CMM-20E型汽車密封件鍍涂層測量儀,上海長方光學儀器有限公司產品;MXD-01型摩擦系數儀,濟南蘭光機電技術有限公司產品;QY411A型汽車密封條耐磨儀,常州第二紡織機械有限公司產品。
1.2 試樣制備
橡膠玻璃導槽密封條試樣在橡膠擠出硫化生產線上完成。
植絨工藝橡膠玻璃導槽密封條采用在線靜電植絨工藝,橡膠玻璃導槽密封條植絨面等離子處理后進行植絨,植絨膠為丙烯酸酯膠粘劑,絨毛材料為增強錦綸,規格為0.5 mm×2.7 dtex。
噴涂工藝橡膠玻璃導槽密封條采用在線噴涂工藝,橡膠玻璃導槽密封條磨擦面等離子處理后進行噴涂,噴涂材料為單組分的水基聚氨酯涂層,涂層厚度為18~22 μm。
PE條復合工藝橡膠玻璃導槽密封條的復合工藝為:EPDM經擠出機擠出后,與PE條在口型模具內復合。PE條采用專用改性耐磨耐高溫PE材料,厚度為0.28 mm。
植絨、噴涂、PE條復合3種工藝的摩擦層材料各選擇行業內兩個知名品牌產品,分別在橡膠擠出硫化生產線上進行橡膠玻璃導槽密封條型條的擠出硫化成型,其斷面結構和尺寸符合圖紙要求,各截取2 m型條作為試樣備用,玻璃導槽密封條斷面如圖1所示。

圖1 橡膠玻璃導槽密封條斷面示意Fig.1 Section of rubber glass guide sealing strip
橡膠玻璃導槽密封條試樣制備42件,按植絨、噴涂、PE條復合3種工藝2個廠家摩擦層材料進行分組,共6組,各組試樣均取自同一連續擠出的型條,編號分別為A和B(植絨工藝),C和D(噴涂工藝),E和F(PE條復合工藝)。各組試樣7個,長度均為200 mm,寬度為橡膠玻璃導槽密封條底座摩擦層的最大可能寬度(見圖1),其中1個試樣用于摩擦因數試驗,3個試樣用于干磨耗試驗,3個試樣用于濕磨耗試驗,各組內的試樣編號依次為1—7。
1.3 試驗方法
試驗前,將試樣置于標準試驗室環境[溫度:(23±2) ℃,濕度:50%±5%]內16 h進行狀態調節。觀察試樣摩擦層外觀,確保符合要求:植絨橡膠玻璃導槽密封條的植絨面植絨均勻,表面清潔,無膠粘劑殘留等污跡,無絨毛脫落、基材裸露;噴涂橡膠玻璃導槽密封條的噴涂表面色澤均勻,手感光滑,無明顯掉片、劃痕,無涂層脫落;PE條復合橡膠玻璃導槽密封條的外觀無雜質、氣泡、裂紋、劃痕,復合緊實、直順、平滑。
噴涂工藝試樣在進行摩擦因數與磨耗試驗前檢測涂層厚度,在C和D兩組試樣中各抽取3個試樣,切取1~1.5 mm厚的試片采用CMM-20E型汽車密封件鍍涂層測量儀進行檢測[5],切取時保證試片的橫斷面垂直于涂層表面,確保涂層厚度符合要求。
摩擦因數采用MXD-01型摩擦系數儀按照相應國家標準進行測定,利用摩擦力與摩擦因數成正比關系,通過采用測試摩擦因數的方法反映橡膠玻璃導槽密封條的摩擦阻力。
磨耗試驗采用帶計數器的QY411A型汽車密封條耐磨儀按照GB/T 21282—2007《乘用車用橡膠密封條》附錄B和QC/T 642—2000《車輛用植絨密封條磨損試驗方法》進行,選用玻璃磨頭(見圖2),磨頭的R角采用研磨加工,摩擦部端面用150#砂輪研磨倒圓。試驗往復運動行程100 mm,頻率60次·min-1,玻璃磨頭加載荷1 kg,1個往復為1個磨損周期(次)。干磨耗試驗每磨耗2 000次觀察1次磨損情況;濕磨耗試驗先將試樣浸入室溫清潔水中1 h,取出進行試驗,每磨耗2 000次觀察1次磨損情況,同時加入2 mL左右的清潔水。
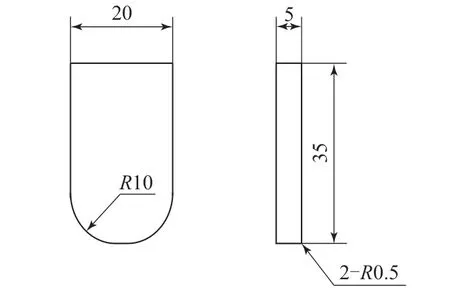
圖2 玻璃磨頭示意Fig.2 Glass grinding head
2 結果與討論
2.1 涂層厚度
對噴涂工藝橡膠玻璃導槽密封條C,D兩組試樣 抽 樣 檢 測 涂 層 厚 度,C1,C2,C5,D1,D4,D5六個試樣的涂層厚度分別為19.23,18.92,18.75,21.75,22.02和21.96 μm,均在18~22 μm之間,符合要求,且試樣同類材質涂層厚度均勻。
2.2 摩擦因數
對橡膠玻璃導槽密封條的植絨工藝試樣A1和B1,噴涂工藝試樣C1和D1,PE條復合工藝試樣E1和F1進行干、濕摩擦因數測試,測得靜、動摩擦因數,結果如表1所示。
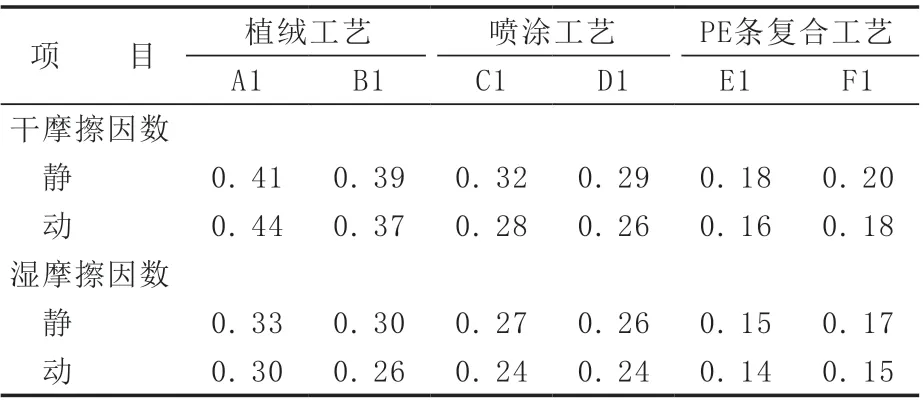
表1 橡膠玻璃導槽密封條的摩擦因數Tab.1 Friction coefficient of rubber glass guide sealing strip
從表1可以看出,植絨工藝橡膠玻璃導槽密封條的摩擦因數較大,噴涂工藝橡膠玻璃導槽密封條的摩擦因數次之,PE條復合工藝橡膠玻璃導槽密封條的摩擦因數最小。說明植絨工藝橡膠玻璃導槽密封條的摩擦阻力相對較大,PE條復合工藝橡膠玻璃導槽密封條的摩擦阻力相對較小。
2.3 耐磨性能
2.3.1 干耐磨性能
分別對橡膠玻璃導槽密封條的植絨工藝試樣A2—A4和B2—B4、噴涂工藝試樣C2—C4和D2—D4、PE條復合工藝試樣E2—E4和F2—F4進行干磨耗試驗。
植絨工藝試樣A2—A4和B2—B4均進行了2.4×104次試驗,試驗結束后試樣均壓痕明顯,部分絨毛脫落,無基材裸露。
噴涂工藝試樣C2進行了1.9×104次試驗,試驗結束后試樣端部輕微磨損;試樣C3進行了2.1×104次試驗,試驗結束后試樣端部輕微磨損;試樣C4進行了2.0×104次試驗,試驗結束后試樣端部輕微磨損;試樣D2—D4進行了2.4×104次試驗,試驗結束后試樣均存在輕微壓痕,無磨損。
PE條復合工藝試樣E2—E4和F2—F4均進行了2.4×104次試驗,試驗結束后試樣均存在輕微壓痕,無磨損。
植絨、噴涂和PE條復合3種工藝的橡膠玻璃導槽密封條的干磨耗試驗結果均滿足或高于國家和行業標準的要求,其中PE條復合工藝試樣的干耐磨性能更優。
2.3.2 濕耐磨性能
分別對橡膠玻璃導槽密封條的植絨工藝試樣A5—A7和B5—B7,噴涂工藝試樣C5—C7和D5—D7,PE條復合工藝試樣E5—E7和F5—F7進行濕磨耗試驗。
植絨工藝試樣A5—A7均進行了2.4×104次試驗、試樣B5進行了2.1×104次試驗、試樣B6進行了2.3×104次試驗、試樣B7進行了2.2×104次試驗,試驗結束后試樣均壓痕明顯,部分絨毛脫落,無基材裸露。
噴涂工藝試樣C5和C6進行了1.8×104次試驗、試樣C7進行了1.9×104次試驗、試樣D5進行了2.4×104次試驗、試樣D6進行了2.3×104次試驗、試樣D7進行了2.2×104次試驗,試驗結束后試樣均端部輕微磨損。
PE條復合工藝試樣E5—E7和F5—F7均進行了2.4×104次試驗,試驗結束后試樣均存在輕微壓痕,無磨損。
植絨、噴涂和PE條復合3種工藝的橡膠玻璃導槽密封條的濕磨耗試驗結果均滿足或高于國家和行業標準的要求,其中PE條復合工藝試樣的濕耐磨性能更優。
對比干、濕耐磨性能發現,橡膠玻璃導槽密封條的濕耐磨性能均遜于干耐磨性能。此外,噴涂工藝橡膠玻璃導槽密封條的耐磨性能與涂層厚度有關。
3 結論
(1)植絨工藝橡膠玻璃導槽密封條的摩擦因數較大,噴涂工藝橡膠玻璃導槽密封條的摩擦因數次之,PE條復合工藝橡膠玻璃導槽密封條的摩擦因數最小,說明植絨工藝橡膠玻璃導槽密封條的摩擦阻力相對較大,PE條復合工藝橡膠玻璃導槽密封條的摩擦阻力相對較小。
(2)植絨、噴涂和PE條復合3種工藝的橡膠玻璃導槽密封條的干、濕磨耗結果均滿足或高于國家和行業標準要求。
(3)橡膠玻璃導槽密封條的濕耐磨性能遜于干耐磨性能,PE條復合工藝橡膠玻璃導槽密封條的干、濕耐磨性能均優異。
(4)噴涂工藝橡膠玻璃導槽密封條的耐磨性能與涂層厚度有關,合理的涂層厚度為18~22 μm。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52