磨削剝離裂紋的產生機理與特征
2021-07-22 01:27:40歐陽華楊俊生葉健熠崔旋趙洋
軸承 2021年10期
歐陽華,楊俊生,葉健熠,崔旋,趙洋
(1.中車株洲電力機車研究所有限公司,湖南 株洲 412000;2.洛陽軸承研究所有限公司,河南 洛陽 471039;3.高性能軸承數字化設計國家國際科技合作基地,河南 洛陽 471039;4.河南省高性能軸承技術重點實驗室,河南 洛陽 471039)
磨削裂紋是高硬度材料(如軸承鋼)在磨削過程中易產生的一種缺陷,一般為網狀且垂直磨削方向[1],大多研究者認為深度較淺[2],對其分析僅停留在金相鑒別階段。
剝離裂紋是熱處理尤其是表面淬火過程中一種常見的缺陷,在磨削過程中極少出現。文中的剝離裂紋指磨削過程中組織變化非常嚴重,且變質層深度達到數個毫米時磨削裂紋所呈現的一種極端形式,對其分析有助于認識磨削裂紋所能達到的嚴重程度和組織應力的尺寸效應及其對磨削裂紋形貌的影響。
1 磨削剝離裂紋
1.1 零件特征及磨削方式
推力軸承套圈(軸圈與座圈相同)的內徑1 640 mm、外徑1 800 mm、寬度27 mm;材料為GCr15SiMn,其組織狀態為回火馬氏體。
推力軸承套圈加工工藝為:鍛造→球化退火→車削→淬火→粗磨→細磨→終磨。粗磨平面后尺寸檢測時發現裂紋,磨削機床為M74180平面磨床,最大磨削零件直徑為1 800 mm,砂輪尺寸為φ750 mm×φ650 mm×180 mm。零件平面磨削時的狀態如圖1所示,零件在磁力作用下固定在磁盤上,磁盤攜帶零件平移至砂輪下方,砂輪落下后進行磨削。

圖1 推力軸承套圈與平面磨床磁盤
1.2 裂紋形態及產生過程
裂紋發現時總長約30 mm(圖2),放置12 h后裂紋擴展至最大跨度約100 mm,弧長約160 mm(圖3)。裂紋基本以圖2中箭頭所指凸起最高的位置為中心對稱分布,中部最嚴重,兩側逐漸減弱。

圖2 裂紋初始形貌

圖3 放置12 h后裂紋整體尺寸
裂紋的俯視圖如圖4所示,從圖中箭頭可看到磨削痕跡在裂紋兩側是連續和完全密合的,凸起一側的裂紋邊緣為尖銳狀態,說明裂紋凸起在該表面最終磨削完成后產生,否則,凸起邊緣側會在后續磨削中被磨削出小平面。

圖4 裂紋俯視圖
1.3 裂紋產生原因
用5%硝酸酒精擦拭,發現裂紋周圍伴隨有跨越裂紋的磨削變質區,分布在砂輪與零件接觸的整個區域。根據裂紋與磨削變質區的伴隨關系,可確定為磨削裂紋。
進一步分析磨削變質區與裂紋的關系可知變質區寬度為砂輪寬度,周圍有清晰的邊界,說明磨削變質區產生時砂輪與零件位置相對固定,砂輪高速旋轉時零件停止轉動,屬于時間非正常接觸[3]。
1.4 現場調查分析
機床砂輪軸的熱繼電器在磨削時曾出現保護現象,機床失去動力,使磨削液瞬時中斷,零件和磁盤停止轉動;砂輪失去動力,但在慣性作用下依然高速轉動,在零件局部持續磨削,從而誘發磨削裂紋。這與理論分析在邏輯上吻合。
進一步分析發現機床砂輪主軸熱繼電器保護易出現在平面寬度較大零件的磨削過程中,在額定吃刀量下,磨削平面寬度越大,所需磨削力越大,砂輪主軸電動機所需電流越大,發熱越多,繼電器越易發生熱保護。新安裝砂輪硬度偏大,易使磨削力增大,出現電路過熱保護。
2 磨削剝離裂紋特征
2.1 裂紋尺寸大
與通常的磨削裂紋相比,磨削剝離裂紋(圖3)尺寸大,開裂嚴重,易與淬火裂紋混淆。若金相鑒別分析時在圖5(標記8個點:1為裂紋左側末端,2為裂紋左側末端與變質區的交點,3為裂紋左側出現明顯鋸齒特征的點,4為裂紋左側上方與磨削變質區的交點,5為裂紋開裂過程中出現的局部崩斷豁口,6為孔位置,7為裂紋右側與磨削變質區的交點,也是右側出現明顯鋸齒特征的起點,8為裂紋右側末端,下圖同)中2,4,7點之外的位置取樣,則不能發現磨削變質區,可能導致鑒定分析出現偏差。

圖5 裂紋與磨削變質區(5%硝酸酒精擦拭)
2.2 裂紋具有剝離特征
與通常的磨削裂紋相比,磨削剝離裂紋具有明顯的剝離特征(圖2),裂紋最高處的翹起高度約1 mm。剝離體未分離時迎著自然光拍攝到的裂紋及周圍區域的翹起剝離特征如圖6所示:光線迎光入射到一個平面時,反射后不會出現邊界突變;裂紋翹起剝離區呈暗色,與周圍的亮區有明顯的反射差異,說明暗色區已經與零件基體在內部出現了分離,使零件表面的剝離區與周圍區域不在一個平面上。

圖6 裂紋剝離特征的整體顯示
完全剝離后,磨削變質區與剝離體的相互關系如圖7所示。用螺絲刀在孔位置對裂紋進行起撬,

圖7 裂紋剝離
分離出圖中的剝離體,金屬剝離體與耦合面斷口的對照圖如圖8所示。

圖8 剝離體耦合斷口
2.3 裂紋變質層深大
對剝離體磨削變質層的洛氏硬度進行檢測,結果見表1,可看到磨削變質層深約3.70 mm,高溫回火造成磨削變質層的深度(圖9)約4 mm,表1與圖9的結果基本吻合。

表1 變質層洛氏硬度

圖9 磨削變質層深度
2.4 裂紋末端鋸齒特征
裂紋兩側末端均有異常的鋸齒形貌,圖3中裂紋左側和右側箭頭處的鋸齒形貌如圖10所示,左側鋸齒特征剝離后的背部形貌如圖11所示。

圖10 裂紋鋸齒形貌

圖11 左側裂紋鋸齒形貌(剝離體上)
2.5 內部擴展特征
剝離體背面形貌如圖12所示。圖中2條大致平行的黑線為變質區界線,4與5之間的S位置為裂紋源,圖中紅色箭頭顯示了裂紋的擴展路徑。由圖4、圖5可看到裂紋擴展過程受到孔的影響,但對裂紋源的鑒別分析表明孔并非裂紋的源頭,如圖13所示,在孔周圍可看到明顯的擴展紋路,擴展方向為圖中的黑色箭頭,孔周圍的白色痕跡為螺絲刀起撬時產生的磨損痕跡。

圖12 剝離體背面形貌
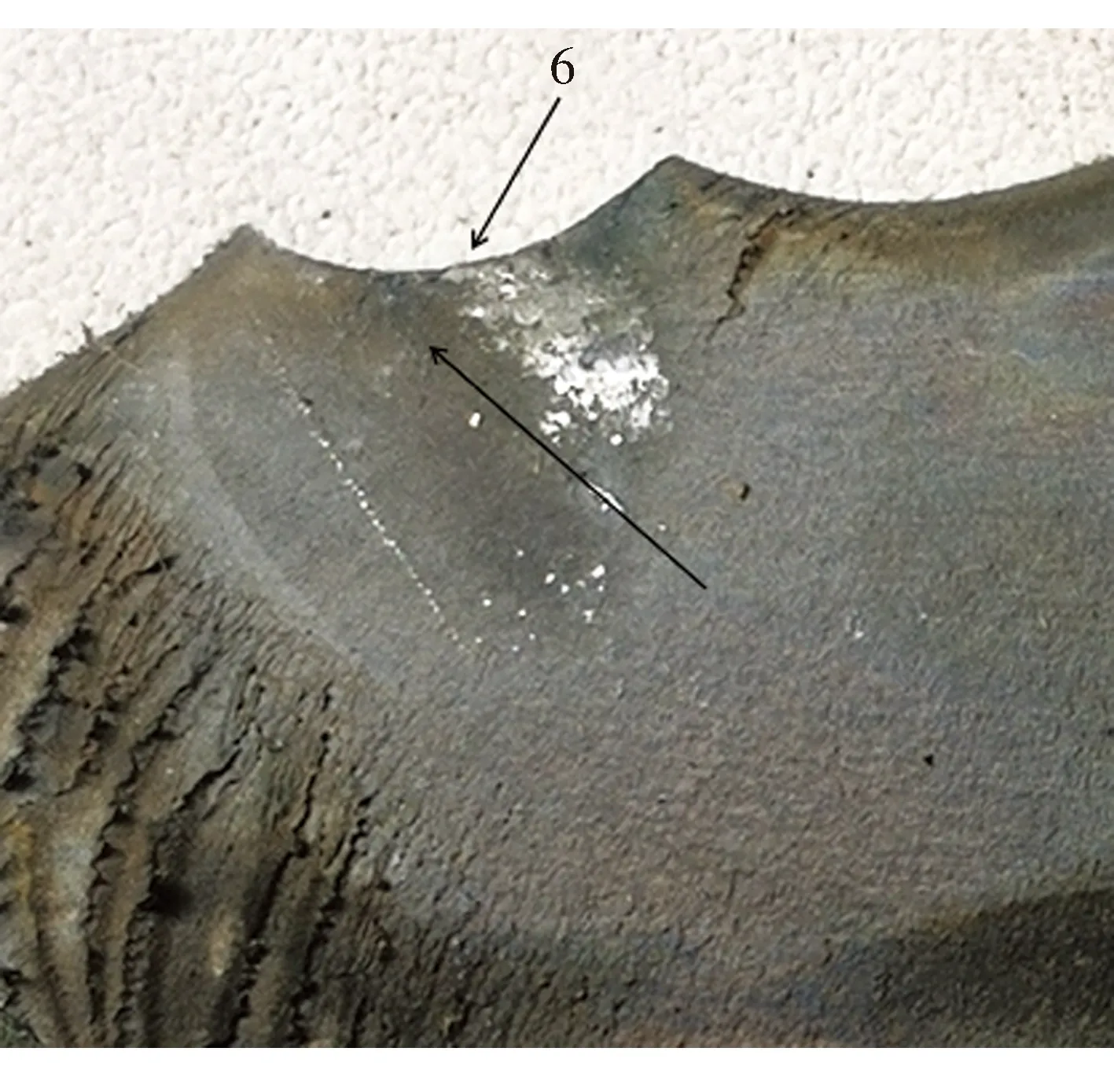
圖13 孔附近斷口形貌
裂紋源及其周圍的斷口形貌如圖14所示,孔位置附近有與圖12及圖13對應的白色起撬磨損痕跡。由圖12—圖14可確定裂紋源在S位置,表明剝離裂紋產生過程中孔的存在并非必要因素。在圖12、圖13和圖14b中觀察到的橫向或縱向紋路是裂紋在局部的擴展特征。

圖14 裂紋源及其周圍斷口形貌
2.6 小結
磨削剝離裂紋的各種特征相互關聯,變質層的深度大和范圍廣導致磨削剝離裂紋的尺寸大和深度大,并使磨削裂紋在內部擴展,從而具有擴展特征和剝離特征。
3 磨削剝離裂紋產生機理
磨削裂紋主要受組織應力作用而產生,其產生和擴展受最大拉應力位置和方向的影響[4]。組織變化是三維變化,其產生的應變和應力具有尺寸效應[5],在任意方向上的組織變化和組織應力都隨組織應變尺寸的增加而累積。
一般磨削過程中高溫回火組織變化層的深度約在0.30 mm以內,而磨削表面的長度和寬度遠大于0.30 mm,從而使最大拉應力的方向始終在磨削表面的水平方向上,表現為裂紋在表面產生,沿兩側和深度擴展,出現通常所見的磨削裂紋形貌。隨著磨削變質層深度的增加,當達到數個毫米時,由磨削組織變化導致的拉應力居于主要地位,裂紋產生后的尖端處于不穩定的狀態,很容易沿著垂直最大拉應力的方向擴展,即在一定深度上平行于磨削平面擴展;由于磨削高溫回火層的體積收縮,磨削變質層在長度、寬度和深度方向上均有收縮應力,裂紋在內部擴展時最終會透出表面,形成一個三維剝離體。
4 磨削剝離裂紋鋸齒特征產生原因
磨削剝離裂紋是一種擴展裂紋,裂紋前端在擴展過程中處于應力集中狀態,伴隨著應力和能量的釋放,裂紋每次的局部擴展均是一個局部的三維條帶,即疲勞紋。在最終擴展的末端,能量釋放尤其劇烈,單次擴展的條帶更大,因此,剝離裂紋末端會出現肉眼可見的鋸齒狀特征,其是一種擴展特征,而非裂紋起源。
5 結束語
磨削剝離裂紋是當磨削變質層達到數個毫米,在磨削組織應力尺寸效應的影響下,最大拉應力位置出現在磨削變質層之下時所出現的一種開裂和擴展形式。
可將磨削剝離裂紋末端鋸齒狀的擴展特征和磨削區域伴隨的嚴重變質層作為鑒別判據。磨削剝離裂紋的擴展特征表明其產生過程與時間相關。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
當代陜西(2019年10期)2019-06-03 10:12:04
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
建筑材料學報(2014年3期)2014-03-11 17:08:02
