基于監測及控制系統升級設計的軸承壓裝機改造
2021-07-19 09:29:48牛剛陳春明
科技研究 2021年9期
關鍵詞:自動化
牛剛 陳春明
摘要:軸承壓裝機是機械較重要的組成部分之一,目前市面上的軸承,壓裝機大多數處于固定式半自動壓裝機,計算機監測一級控制系統并不完善,存在的安全隱患也較為多,信息化也不完全,并不能做到數字化監控,因此,實現計算機,監測和控制系統是主要趨勢,開發,多線程機制的軸承壓裝機監測及控制系統軟件,是十分有必要的,它不僅能夠節省人力物力成本,同時也不需要人為干預,所具備的數字化系統更加較為安全,不僅能夠準確的得到你所需要的各種參數,還能夠得到壓裝力的曲線,能夠完全的實施全自動信息管理,實現全部自動化。
關鍵詞:軸承壓裝機;監測及控制系統;自動化;軸承
軸承壓裝機在所有的機械活動中都起著十分重要的作用,它是機械活動中不可或缺的一部分,而軸承壓裝機主要的工作內容是將軸承壓裝到車軸上,并且采用的方式是冷壓方式。隨著現階段科學技術的不斷發展,以及軸承壓技術也在不斷進步,這種軸承壓裝機滿足不了現代發展的需要,為了能夠更好的發展軸承壓裝機,同時能夠得到適應輪軸數據聯網管理的需要,實施設備自動化,越來越多的工廠及單位正在或者即將裝備微機控制壓裝機,能夠更好地監測壓力曲線,并具有自動報警的裝置,保證了軸承壓裝機的安全。雖然改造升級軸承壓裝機需要拆除原有的儀表指示或者單片機控制裝置,但是相比起引進新的軸承壓裝機來說,軸承壓裝機并沒有到達報廢年限,如果強行換新機會,造成極大的物料浪費,因此,這種改造裝置方法也大大的降低改造成本,同時也能實現監測以及控制系統自動化的改造升級,并且,不再需要人工的干預,就能夠得到所需要的各種質量的參數,以及壓裝力的曲線,達到了現在生產生活中對于軸承壓裝機的作業要求。
一、軸承壓裝機
1、軸承壓裝機結構原理
1.1、門軸壓裝機基本結構組成以及工作方式
圖一是軸承壓裝機的基本組成原理,它是由上橫梁以及底座兩部分組成的整體承載主機架,左右兩面有兩只壓裝油缸,除此之外,還有輪對頂起油缸、輪對定位機構、軸承支承、輸送機構、液壓站和單板機自動控制系統等組成(圖一中由1到9號數字標明其所在位置)。左右兩邊兩個壓裝油缸是由兩組閥門單獨控制的,它不僅能夠避免兩個油缸壓力之間的相互干擾,除此之外,在液壓系統的運作中,還能夠增加輪對頂固功能(倫隊頂固功能是指在軸軸承壓裝機壓裝的開始前,先行鎖定了輪對功能),增加了輪對頂固功能,能夠保證兩側軸承壓裝及力的變化不受影響,從根本上解決了軸承壓裝機在壓裝過程中輪對的左右竄動,保障了軸承壓裝機在工作中的穩定性,同時還能夠準確的反映軸承壓裝機各自的物理特性,能夠得到各自的標準曲線,還能夠確保準確判別各自軸承壓裝機壓裝力曲線的拐點。
1.2、軸承壓裝機的工作流程
軸承壓裝機具體的工作流程為以下部分,軸承壓樁機在開始之前,工作人員應當將倫隊推到工作區,緊接著找到定位活塞筒桿,并且在定位活塞筒桿的一端套上待壓軸承,掛好后檔,然后工作人員按開始自動壓裝按鈕,緊接著,軸承壓裝機的電磁閥開始動作,輪對頂起油缸將輪對頂起,等到到達指定位置后,開始進行軸向油缸進行軸向鎖定,等這些全部操作完成之后,后定位搶輸油管油開始進油,操作人員將軸承壓樁機的定位活塞筒桿以及中心孔頂椎推到指定位置,緊接著由進入到軸承壓裝機腔內以后,然后再推動軸承壓裝機的活塞筒桿,并將其軸承和后檔一起壓入軸頸,并且和防塵坐一起加壓,加壓時間要保持在3到5秒左右,待加壓完畢之后,將軸承壓裝機的定位活塞筒桿和壓裝活塞筒桿推回到指定位置,軸向鎖定油缸解除軸向鎖定,輪對頂起油缸也緩慢放下輪對,并且將輪對頂出油缸將輪對頂出軸承壓裝機的壓裝工作區,到此為止,完成了一整個壓裝過程。
2、軸承壓裝機壓裝缸結構以及壓裝力基本算法
2.1、軸承壓裝機壓裝缸結構
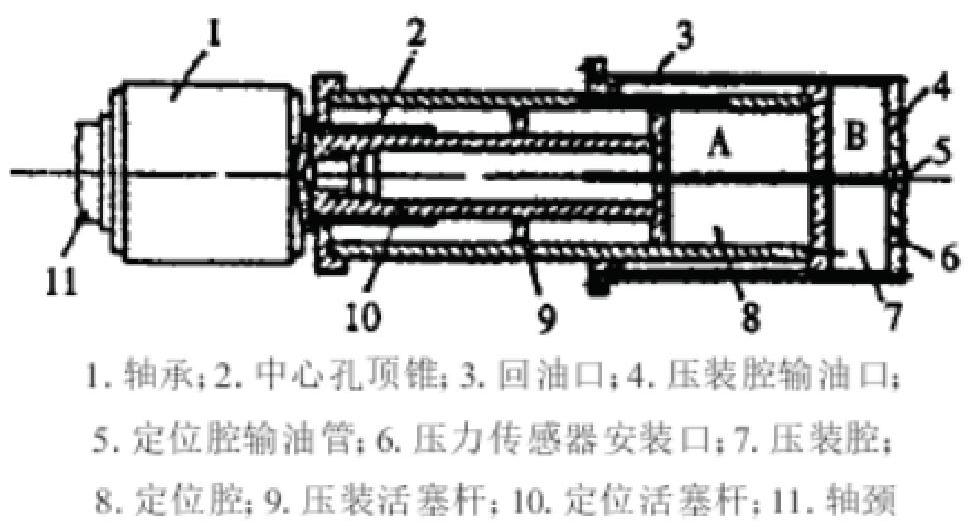
對于現在市面上的軸承壓裝機來說,大多數的軸承壓裝機壓裝缸采用的大多都是套筒式兩級活塞形式的壓裝缸,圖二所示的是壓樁缸基本組成結構,從左到右,依次說明。第一級活塞又稱為定位活塞桿,同時也可以把它叫做頂針,它的主要作用是用來定位輪對。而第二級活塞桿又稱為壓裝活塞桿,同時也可以叫做引套,第二級活塞主要負責的是將軸承壓裝到輪軸上。在壓裝腔的杠壁上,有安裝壓力傳感器的安裝位孔,用來測定壓力的大小。在理想的狀況之下,壓裝機槍內裝滿腔液的情況下,壓裝腔液壓油壓力與軸承壓裝力成正比關系,并且這種線性函數關系一直保持良好,因此,再能夠測得液壓缸壓裝腔壓力的時候,可以通過這種線性函數關系計算出軸承壓裝力,從而更加有效的控制壓莊質量。
2.2、軸承壓裝力的具體算法
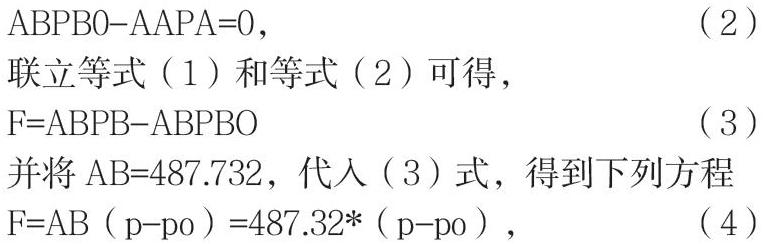
在計算軸承壓裝力之前,我們應當測量出壓裝油缸的結構和具體尺寸,然后根據壓裝油缸的結構和具體尺寸,得到壓樁缸力的平衡方程式,為
在這個壓樁缸力的平衡方程式中,F表示圍軸承壓樁力,它的的單位是KN,AB,則表示的是壓裝腔,主要是壓裝槍B槍的有效面積,單位是nm2,AA表示的是定位套筒腔,主要指的是A腔的有效面積,單位與B腔的單位面積的相同,PA表示的為A腔壓力,PB表示的為B腔壓力,單位都是mPa。
由于壓裝腔液壓油壓力與軸承壓裝力成正比關系,因此啊,PB隨著軸承壓裝力的增加而增加,在計算時,應當假想成理想狀態,其他的變化將忽略不計,視為恒定值。并且在,軸承裝壓機啟動的前一瞬間,將軸承壓裝力視為0,用P0來表示,可得等式為
p,表示為傳感器檢測的壓力,p0,表示的則是壓裝油缸的被壓力,這種計算軸承壓裝力的方式,就是壓樁監測系統的基本操作原理,可通過利用(4)等式來直接計算。
二、監測及控制系統升級設計改造方案
計算機技術在21世紀得到了飛躍式的發展,在我們生產和生活中得到了廣泛的運用,工控機的發展也得益于此項技術,在原有程度上大大提高了工控機的可靠性。將模塊化信號輸入輸入卡,不僅可以運用計算機實現復雜的模式運算和控制,對于開關,也可以實現量控制,設計的可能性變得更加靈活和開放,因此可以設計以工控機為核心的軸承壓裝機的監測和控制系統,從而改造原有的單片機的壓力自動監測和控制的系統。主要運用于WINDOWS98平臺的軟件,能夠在軸承壓裝機的壓裝過程中自動檢測出壓裝力的變化,通過壓裝力變化的曲線,能夠有效的判斷軸承壓裝的質量,不僅如此,此系統還能將實時的,軸承監測數據發回到計算機內整理,將數據打印出來。
2.1、監測和控制系統改造的具體措施
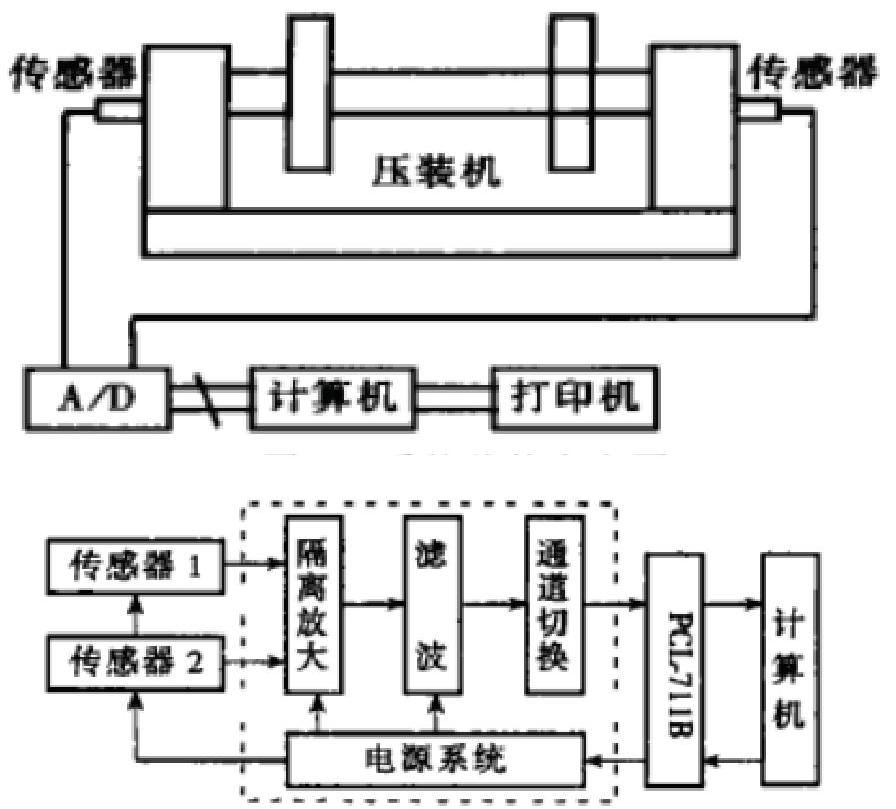
原有的壓力表也可以在此系統中使用,所以給予保留用作壓力指示,壓力傳感器應當更換,為高精度的壓力傳感器,提高壓力,敏銳度以及互換性,對于液壓站、油管路、電磁換向閥、plc和計電阻等一些原油壓及控制系統裝置也可以繼續使用,對于軸承壓裝機的壓力監測儀來說,應當采用工控機為核心的新系統。新型的軸承壓裝機系統在壓裝過程中,可以實現自動化啟動監測和控制程序,能夠實時的監測壓裝力的變化,通過計算程序得到所需要的參數,將這些參數與系統數據庫中的參數標準做對比,可以判斷出軸承壓裝機所壓裝的軸承是否合格,也可以實現軸承數據自動錄入計算機系統,進行自動處理與計算,并將其壓樁記錄打印出來。圖四為壓裝力信號采集的流程圖。
2.3、監測和控制系統的硬件結構改造
為了能夠更好的提高系統的互換性和可靠性,并且降低改造成本,陰莖他可能的采用高性能產品,在控制系統的系統統柜內,應當放置計算機和打印機,以及一些不間斷的電源設備等,還應當,安裝控制系統所需要的設備,所有設備應當按照電氣標準的要求來操作,并對強電和弱電信號采取隔離保護的措施。除此之外,還應當針對所需要求對軸承壓裝機進行改造,壓力傳感器監測壓裝缸壓力信號經過放大、過濾和AD轉換后,由于需要經過計算機系統的處理分析,信號調理板上應當設有拔碼開關,操作人員可以切換不同的采樣通道,并不需要增加傳感器電源,就可以從計算機內部得到所有電源型號。
2.4、監測和控制系統的軟件結構改造
監測和控制系統的硬件改造十分重要,同樣軟件的改造也是極為重要的。軟件最主要的功能是將系統的硬件結合起來,使其成為一個有機的整體,是監測和控制系統能夠實現預期的功能,不僅為操作人員提供了人性化的操作接口,還可以提高工作效率,降低人力成本,除此之外,還能夠根據輪對軸承壓裝力的監測要求,來實現全部的自動化軸承數據化管理,同時還能夠對軸承的壓裝力起到監測和控制作用,還能夠提高壓樁質量等功能。
三、總結
監測和控制系統的改造十分有必要,不僅改變了原有系統依賴人工作業的現狀,實現了全部自動化監測和控制軸承壓裝機,提高了軸承合格率,對于壓樁數據也能得到很好的保存。通過計算機大數據控制,比起市場上的同類產品來說,這個系統的操作也十分簡單,性能穩定,實現了自動化軸承壓裝機的要求。大數據的管理和保存也符合當代機械的發展和要求,具有良好的經濟效益和社會效益。除了老款式的軸承,還需要學習西方先進的科學技術,在日本和美國的尖端軸承技術比較完善,可以更好的支撐設備的損耗和外部施壓,軸承滾針和軸承內襯日本和中國是兩種設計方案。采用單臺試裝壓機取代雙臺裝壓機的對稱布置將由三個回路取代,多缸的不協調運作能夠精準地提升同步運轉的精度,避免人機不協調導致的隱患,事故提高了可靠性能,給工廠帶來新的經濟效益,還能減緩操作布局,選擇合適大小的液壓回路,可以有效避免原液壓及回路因轉向沖擊帶來的一系列危險,例如元件損害和液壓泄露等問題,造成人員傷亡,這樣還能減少設備的維修和元件的更換,這將是兩種新型的新軸承壓裝機液壓站的相比的優點。
參考文獻:
[1]?JiangZM,XuAM,Hu?DZ,etal.EffectofSb?asa?Surfactanton?the?inner?diffusion?of?epilayerGe?atoms?into?is?substrate[J].Thin?solid?Films,1998,321:116.
[2]?Jiang?W?R,Qin?J,Hu?D?Z,et?al.A?two?stage?molecular?beam?epitaxial growth?method?to?fabricate?small?and?uniform?Ge?quantum?dots?on?Si (100)[J].Journal?of?Crystal?Growth,?2001,1106:227-228.
[3]?Zhu?HJ,Jiang?Z?M,Xu?AM,et?al.Surfactant?influence?on?the?Ge?het-eroepilayer?on?Si(001)studied?by?X-ray?diffraction?and?atomic?force?mi-croscopy[J].J?Cryst?Growth,1997,179:115.
[4]?Wu?LM,Chen?X?C,Hu?D?Z,Zou?L?J.Study?on?surface?of?high-solids polyurethane?and?polyurethane/Tinned?iron?interface[?J].Surface?interface?Analysis,2000,388:2618.
[5]裴成文,秦捷,劉曉晗,等.Si(100)襯底上部分弛豫外延薄層Ge膜的應變研究[J].半導體學報,1999,20(7):554.
作者簡介:陳春明:副教授,從事電氣自動化講究及教學,E-mail:342349545@qq.com.
基金項目:湖南省教育廳科研重點項目:基于監測及控制系統升級設計的軸承壓裝機改造(17A060)研究成果之一
湖南交通工程學院 湖南 衡陽 421009
猜你喜歡
經營者(2016年12期)2016-10-21 07:39:01
中國科技博覽(2016年19期)2016-10-19 14:47:24
中國科技博覽(2016年19期)2016-10-19 13:40:37
中國科技博覽(2016年18期)2016-10-19 07:01:13
中國市場(2016年36期)2016-10-19 03:40:15
科學與財富(2016年28期)2016-10-14 21:28:54
科學與財富(2016年28期)2016-10-14 19:52:27
科學與財富(2016年28期)2016-10-14 19:49:55
科學與財富(2016年28期)2016-10-14 19:33:38
科學與財富(2016年28期)2016-10-14 03:14:22
