基于改進遺傳算法的機翼裝配序列智能規(guī)劃*
2021-07-02 01:32:28徐東平王明陽王建新
組合機床與自動化加工技術(shù) 2021年6期
郝 博,徐東平,王明陽,王建新
(1.東北大學機械工程與自動化學院,沈陽 110819; 2.東北大學秦皇島分校控制工程學院,河北 秦皇島 066004)
0 引言
在世界經(jīng)濟飛速發(fā)展和競爭日益激烈的今天,制造業(yè)迎來了巨大的挑戰(zhàn)。對于制造業(yè)企業(yè)而言,產(chǎn)品從設(shè)計、加工到裝配過程,其效率和成本是今后發(fā)展的重點,也是提高競爭力的關(guān)鍵。研究表明,產(chǎn)品的裝配過程占總體生產(chǎn)工作所需時間的20%~70%[1]。同時,裝配過程消耗了總體制造成本的大部分,適當?shù)难b配順序可以減少裝配時間和工作量,從而提供較高的生產(chǎn)率。在產(chǎn)品的裝配工藝規(guī)劃過程中,裝配序列規(guī)劃(Assembly SequencePlanning,ASP)是其核心部分,其優(yōu)劣對產(chǎn)品的裝配質(zhì)量有直接影響[2-3]。因此,對于結(jié)構(gòu)復雜、零部件數(shù)量眾多的機翼來說,尋求一組較優(yōu)的序列使得裝配零部件組裝在一起尤為重要。
目前,運用智能化方法裝配體進行裝配序列規(guī)劃,已經(jīng)成為裝配工藝規(guī)劃領(lǐng)域的熱點問題。針對裝配序列規(guī)劃,國內(nèi)外眾多學者通過不同的智能化方法進行了研究。Wang D等[4]在天線反射板的裝配中,通過遺傳算法進行了裝配序列規(guī)劃;Mishra A等[5]提出了一種基于花授粉算法(FPA)的智能裝配序列優(yōu)化方法,該方法在滿足各種優(yōu)先約束條件下,通過最小化方向變化和刀具變化的次數(shù),自動生成多個唯一的最優(yōu)裝配序列;Wu Y J等[6]利用粒子群算法完成了偏心銑床的裝配序列規(guī)劃;曲興田等[7]提出一種混合循環(huán)算法,實現(xiàn)快速全局尋優(yōu),而后結(jié)合虛擬現(xiàn)實技術(shù),增強人機交互性,從而對所得序列進行優(yōu)化;L Xin等[8]采用一種新的編碼方式,利用遺傳算法完成衛(wèi)星部分結(jié)構(gòu)的裝配序列規(guī)劃,提高了全局搜索能力;Bala Murali Gunji等[9]提出了一種新的混合人工智能技術(shù),該技術(shù)結(jié)合遺傳算法實現(xiàn)人工免疫系統(tǒng)(AIS),從而找到一種最優(yōu)可行的算法從可能的裝配序列中提取裝配序列;Gunji A B等[10]提出基于TLBO的裝配子檢測方法來優(yōu)化機器人裝配序列規(guī)劃。
上述方法對于具有曲面結(jié)構(gòu)較多的飛機機翼的裝配來說,并不能依照機翼的結(jié)構(gòu)特點完成裝配序列規(guī)劃。本文在充分考慮飛機機翼組成特點以及零部件的設(shè)計,建立裝配優(yōu)先矩陣以及非正交干涉矩陣,增加裝配方向完成裝配的可行性分析。通過改進遺傳算法的搜索策略,實現(xiàn)快速的全局尋優(yōu),完成機翼裝配序列規(guī)劃。
1 基裝配序列規(guī)劃矩陣模型
1.1 裝配優(yōu)先關(guān)系矩陣
在裝配過程中,各零部件在空間存在一定的位置關(guān)系以及在工藝要求上存在一定的相互聯(lián)系的邏輯關(guān)系,根據(jù)位置和工藝要求,零件的裝配需要按照一定的優(yōu)先順序進行,零件間的這種關(guān)系即為裝配優(yōu)先關(guān)系。以矩陣Mp=[Rij]n×n的形式表達各零件間的關(guān)系有利于后續(xù)通過智能化算法進行求解。
(1)
其中,矩陣中元素的值分為兩種情況:0和1。當Rij=0時,表示零件i和零件j之間不存在優(yōu)先關(guān)系,即在裝配過程中i不優(yōu)先與j;當Rij=1時,表示零件零件i必須優(yōu)先裝配零件j。
1.2 裝配非正交干涉矩陣
(2)
其中,l={±x,±y,±z,dk}((k=1,2,3…)為新增加的裝配方向)。式中元素a的取值為0和1,若零件i與零件j按照裝配方向l裝配時不產(chǎn)生干涉,則取值為0;否則取值為1。
2 優(yōu)化目標函數(shù)的建立
在求解的裝配序列中,若該序列符合裝配矩陣模型的約束,即視為該序列是有效的,但可行的裝配序列并不一定是最優(yōu)的,所以需要進一步的進行適應(yīng)度值的計算。因此,需要建立一個滿足裝配任務(wù)的適應(yīng)度函數(shù),該函數(shù)需滿足以下要求:
(1) 裝配工具的變化
在產(chǎn)品裝配過程中,不同的零件間的安裝需要使用相對應(yīng)的工具,往往在裝配過程中需要根據(jù)零件進行更換。頻繁的更換工具會影響裝配進度,消耗時間,因此要盡量減少變更工具,減少時間浪費。

(3)
(2) 裝配方向的變化
在產(chǎn)品裝配過程中,零件間的裝配應(yīng)盡量減少裝配方向的改變,頻繁的改變裝配方向會造成時間的浪費。因此在同一方向上,應(yīng)盡可能的進行更多的裝配操作。

(4)
結(jié)合式(3)和式(4)得到目標函數(shù)如下:
f=ω1ft+ω2fd
(5)
在式(5)中ω1、ω2是權(quán)重系數(shù),且滿足ω1+ω2=1。
3 遺傳算法的改進
在標準的遺傳算法中,初始種群的產(chǎn)生是隨機的,并且在尋找最優(yōu)目標的過程中,其搜索模式也是隨機的。這樣的操作沒有針對性,較為浪費時間,而且算法的效率較低,使算法易陷入局部最優(yōu)解。因此本文針對初始種群的生成進行改進,以及改進算法的搜索策略,以提高算法的搜索速度,得到最優(yōu)的裝配序列。
3.1 初始種群的生成
在算法中,初始種群的生成是依據(jù)裝配序列的矩陣模型。根據(jù)裝配優(yōu)先矩陣和非正交干涉矩陣對初始種群進行篩選,求解出一些符合可行要求的裝配序列。
(6)
式中,當Ft=0時,此裝配序列符合要求,是可行的;當Ft≠0時,此裝配序列不可行。
(7)
式中,當Fd=0時,此裝配序列符合要求,是可行的;當Fd≠0時,此裝配序列不可行。
通過式(6)和式(7)完成最后可行的裝配序列的確定,以減少初始種群的隨機性與盲目性,提高算法效率,初始序列的可行性判斷過程如圖1所示。
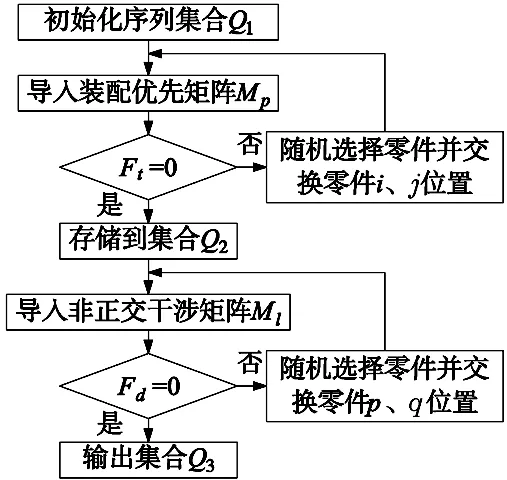
圖1 初始種群獲取流程圖
3.2 搜索策略的改進
在傳統(tǒng)的遺傳算法中,每進行一次迭代尋找最優(yōu)解的過程中,交叉和變異過程都是隨機的,致使每次尋優(yōu)都會產(chǎn)生大量重復和無用的解,浪費了求解的時間。如果不能有效的找到最優(yōu)的解,還會導致算法陷入局部最優(yōu),因此重新設(shè)計了算法的交叉方式和變異形式,以增加算法尋優(yōu)的搜索速度以及能力。
(1)交叉
在裝配序列的交叉方式中,首先在可行的裝配序列里選取兩個個體作為父代p1、p2,在兩父代上隨機生成一個交叉點,將父代序列分別分為兩個部分。然后,將p1的左部分直接作為子代序列c1的部分,再將p2序列中的基因未出現(xiàn)在c1里的按照順序依次給予c1,從而生成完整的子代序列c1。最后子代序列c2也按照相同的方法生成。其操作過程如圖2所示。
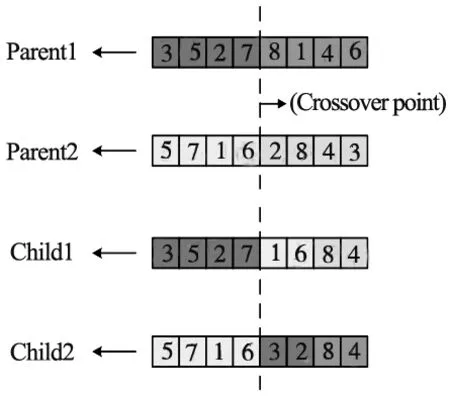
圖2 交叉過程示意圖
(2)變異
在變異過程中,變異點的位置是隨機產(chǎn)生的,而在該位置是否產(chǎn)生變異是依據(jù)在變異點前后的零件裝配是否存在約束關(guān)系。若二者存在約束關(guān)系,則向后順延,并將其移至變異點后,其余零件依次排列。具體操作如圖3所示。
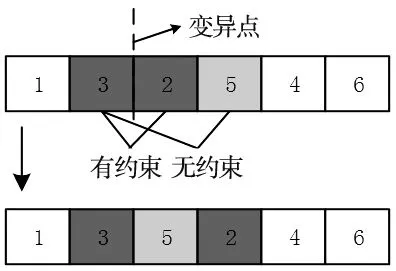
圖3 變異過程示意圖
3.3 改進遺傳算法的實現(xiàn)步驟
在產(chǎn)品的裝配過程中,通過矩陣模型約束下得到初始種群,并利用改進的交叉模式和變異方式完成最有序列的輸出,具體的求解步驟如下:
(1)初始化參數(shù)的設(shè)定:包括種群的大小、迭代次數(shù)以及交叉、變異的概率和產(chǎn)品零件的數(shù)量;
(2)根據(jù)遺傳算法,隨機產(chǎn)生初始種群;
(3)根據(jù)裝配序列矩陣模型進行初始種群序列的可行性判斷,篩選出符合條件的可行序列;
(4)計算每條序列的適應(yīng)度值,并將值較小的序列存儲,再進行交叉、變異操作。而值較大的序列則直接進行交叉、變異操作;
(5)判斷是否達到預設(shè)的迭代終止條件,若沒有則跳回步驟(3);
(6)輸出符合要求的最有裝配序列。
4 實例驗證分析
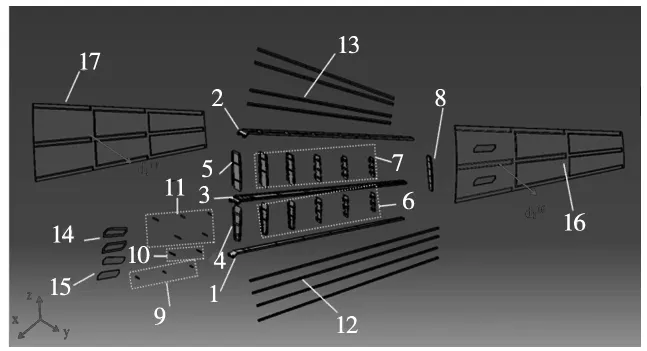
1,2.墻 3.梁 4,5,6,7,8.肋 9,10,11.連接板 12,13.桁條 14.油箱連接板 15.油箱蓋板 16.機翼蒙皮1 17.機翼蒙皮2 圖4 機翼結(jié)構(gòu)圖
對圖4所示的機翼零件進行優(yōu)先約束確定,并進行干涉分析,生成裝配優(yōu)先矩陣Mp和非正交干涉矩陣Ml。設(shè)置算法參數(shù)進行裝配序列規(guī)劃,種群大小M=100,迭代次數(shù)為100,交叉概率Pc=0.7,變異概率Pm=0.05。權(quán)重參數(shù)ω1=0.7,ω2=0.3。通過改進的算法進行求解,所得的最優(yōu)裝配序列為:{1,4,6,9,3,10,5,7,11,2,8,12,13,14,15,16,17}。
如圖5所示是標準遺傳算法和改進的算法對比圖。由此分析可得到,通過建立矩陣模型,在種群初始化過程中可以有效的對裝配序列進行優(yōu)化,提高初始種群質(zhì)量。對算法交叉和變異方式的改變,有效提高了算法搜索能力,加快了收斂速度。
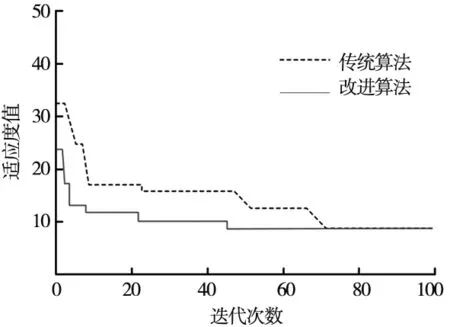
圖5 算法結(jié)果對比圖
5 結(jié)論
本文以飛機機翼為研究對象,分析機翼結(jié)構(gòu)特點,通過建立機翼裝配過程中零部件的裝配優(yōu)先約束關(guān)系,以及增加裝配方向,擴大了裝配過程的搜索范圍,解決了機翼零部件在裝配過程中受到具有曲面特征而影響裝配干涉的問題,也減少了冗余的運算。同時,在裝配中,以零部件的裝配方向改變和裝配工具為目標函數(shù),通過建立新的交叉和變異方式,使傳統(tǒng)的遺傳算法在搜索效率上得到了較大的提升,從而可以高效的對最優(yōu)的裝配序列進行快速搜索。