激光增材制造研究前沿與發展趨勢
2021-06-24 04:10:42周雪峰
激光技術 2021年4期
王 勇,周雪峰
(1.廣東省技術經濟研究發展中心,廣州 510070; 2.廣東省科學院 智能制造研究所,廣州 510070)
引 言
激光增材制造技術,又稱3維(3-dimensions,3-D)打印技術,是通過計算機輔助設計(computer aided design,CAD)設計成型模型,并采用材料逐層累加的方法制造實體零件的技術[1],能夠實現計算機中3維結構模型的快速、準確成型,大大縮短了產品周期,更重要的是可以大大節省材料,從而降低成本。相比于傳統機械加工,激光增材制造通過材料的逐層累加實現復雜形狀零件成型,最大程度地節省材料,同時可以實現零件的個性化定制。激光增材制造已成為世界各國搶抓創新科技產業機遇的競爭焦點之一,已在全球范圍內迅速走熱。
激光增材制造工藝目前主流的十多種,每種工藝對應的材料都不同,設備和使用要求也更為不同。激光增材制造(3-D打印)技術過去五年發展迅猛,出現了許多新的變革型技術,如連續液態沉積、納米射流噴射打印等;也有在已有的激光增材制造工藝上進行深入研究拓展的技術,如大尺寸多振鏡激光選區熔化技術、增減材復合制造技術、超高速激光熔覆技術等。過去20多年間,激光增材制造技術在應用端獲得了長足而深入的發展,如在航空航天領域、牙科領域、模具等領域發揮了重要的作用。
本文中針對激光增材制造中材料、工藝、裝備以及應用方面的研究工作,著重總結激光選區熔化、激光金屬直接成型當前的研究熱點和應用進展情況,并對未來主要研究發展方向進行梳理。
1 激光增材制造材料與工藝
1.1 材料方面
從激光增材制造的工藝原理可以知道,材料是其基礎[2],材料的開發對其發展具有重大影響。目前在金屬激光增材制造領域已開發了包括不銹鋼、鋁合金、鈦合金和鎳基合金等在內的多種金屬材料[3-4],并針對激光增材制造的特點對相應的材料屬性進行了優化。現階段的研究熱點主要集中于鈦合金、高強鋁合金、高熵合金等輕量化或高價值結構材料的研究。
1.1.1 鈦基合金 鈦合金由于其比強度高、密度小、耐腐蝕、良好的生物相容性等優異綜合性能成為各行業中常用的高性能材料[5]。適用于激光增材制造用的鈦合金材料以Ti-Al系合金為主,主要包括TC4,TC11,TC21和Ti8AlEr等[2]。其中針對Ti6Al4V的研究已經獲得了大量的研究成果,成型工藝相對成熟,目前已廣泛用于航空航天和生物醫學等領域[6]。相關研究表明,在成型過程中,由于快速凝固產生的馬氏體相α′會嚴重降低Ti6Al4V成型件的塑性[7],因此降低成型件中α′相的含量有利于提高塑性。LIU等人通過優化工藝參量實現了α′/α相的調控,減少α′的含量,提高了Ti6Al4V的延展性[8]。而XU等人則通過調控工藝參量實現了過程的馬氏體相分解及β相析出,實現了高強度和高延展性Ti6Al4V構件的制備(見圖1)[9]。而針對TC21合金和Ti5553合金直接激光沉積的研究工作尚在研究過程中,TC21樣品的拉伸性能在兩種不同的熱處理條件下表現出明顯的各向異性[10]。激光增材制造具有快速凝固的作用,因此也適合氧化物彌散強化合金的激光增材制造[11]。此外,TI-Nb系和Ti-Zr系鈦合金也通過激光增材制造成功制得,但成型工藝仍有待進一步優化,具有廣泛的應用前景。

圖1 Ti6Al4V選擇性激光熔化試樣沿生長方向的顯微組織變化[9]
1.1.2 鋁合金 由于多因素的影響,目前可用于激光增材制造的不同牌號鋁合金材料較少,主要是以AlSi10Mg為代表的4系鋁合金。與鈦合金相比,鋁合金易于加工且成本低廉,附加值不高,因此采用激光增材制造工藝進行4系鋁合金的成型制造需求量不大[11]。而對于高性能鋁合金,如2系、5系、6系和7系等鋁合金,由于材料元素的影響,激光增材成型過程中容易產生熱裂紋等缺陷問題[12-13],因此,針對此類鋁合金進行材料改性研究是激光增材制造的研究熱點之一。
通過調整鋁合金中鈧元素的含量使其超過共晶點是解決熱裂紋的一種重要方法。SCHMIDTKEA等人通過調整鈧元素含量使Al4.5Mg0.66Sc0.51Mn0.37Zr成型件的晶粒得到細化并極大的提高了韌性。同時通過對鋁合金粉末表面進行改性,可以對成型件的微觀組織進行調控。MARTIN等人[14]采用了采用鋯納米粒子作為形核劑加入到粉末材料中,通過鋯納米粒子的誘導作用生成精細的等軸組織,同時可以有效地減小微裂紋,獲得高性能的7系鋁合金制造成型件,其強化機理如圖2所示。通過材料表面改性提高成型件的性能對于其它高性能材料有一定的借鑒意義。
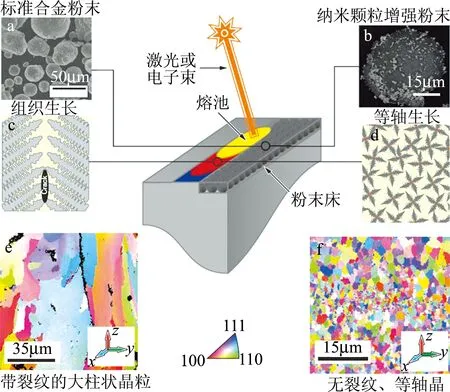
圖2 7075鋁合金激光增材制造強化機理[14]
1.1.3 高熵合金 高熵合金由于優異的材料性能,其激光增材制造研究吸引了許多學者。BRIF等人[15]于2015年首次采用選擇性激光熔化(selective laser melting,SLM)技術完成了FeCoCrNi高熵合金的制備,實驗結果表明,采用SLM技術制備的高熵合金力試樣學性能優于澆鑄獲得的試樣。而LI等人[16]則采用SLM技術獲得了CoCrFeMnNi高熵合金試樣,并對顯微組織、物相和力學性能等進行了研究分析,發現通過SLM成形的試樣存在σ析出相以及大量的位錯以及納米孿晶,對其力學性能有增強作用。經過熱等靜壓后,試樣中微觀缺陷進一步得到改善(如圖3所示),力學性能進一步提高。
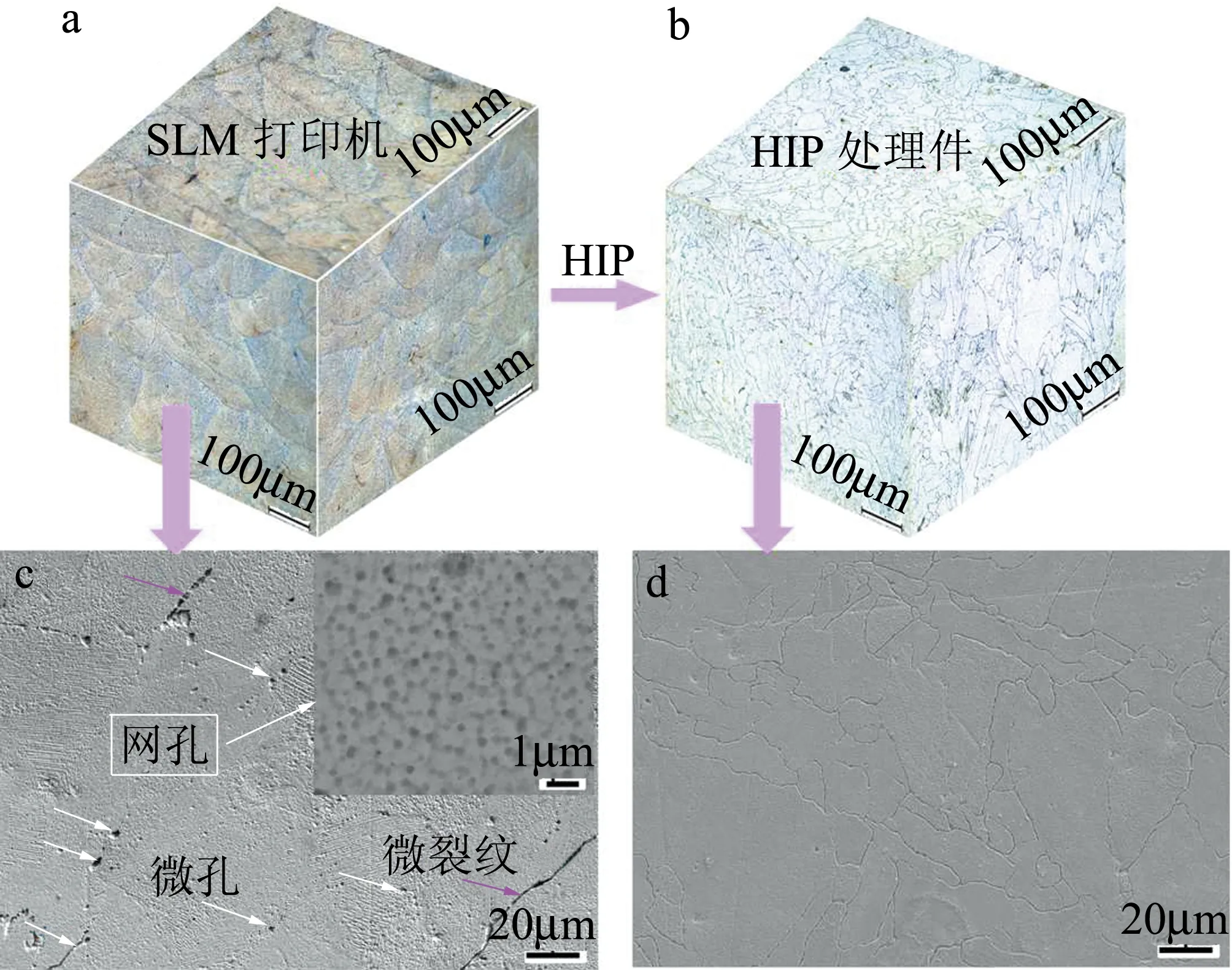
圖3 FeCoCrNi試樣熱等靜壓前后顯微組織[16]
針對其它體系高熵合金的SLM成型研究相關學者也進行了研究。LI等人采用AlCoCrFeNi體系高熵合金進行了研究,但獲得的樣品存在大量層間裂紋等缺陷。其他研究人員也獲得類似缺陷的試樣,認為此類體系高熵合金是一種裂紋敏感材料[17-18]。ZHOU等人[19]則對Al0.5CoCrFeNi進行了研究,獲得同時具有等軸晶與柱狀晶組織的合金試樣,如圖4所示,其性能高于傳統電弧熔煉所制備的合金。

圖4 Al0.5CoCrFeNi SLM成型顯微組織[19]
總的來說,由于激光增材制造過程中的高溫度梯度使高熵合金容易出現熱裂紋等缺陷,同時合金中存在非平衡組織,影響了成型件的綜合力學性能,因此對高熵合金組織演化、金相缺陷等問題仍需進行進一步研究,以達到工程應用要求。
1.1.4 生物活性材料 隨著骨修復體的需求快速增長,植入體增材技術得到了快速發展,生物活性材料應同時滿足以下要求:(1)良好的生物相容性;(2)適當的生物降解性;(3)具有一定的骨誘導或引導組織再生的能力;(4)具有一定的生物力學強度與可塑形性;(5)無毒性與無免疫原性。
在骨植入體方面,主要材料包括金屬、陶瓷及高分子等材料體系。其中,金屬材料體系中,主要包括鈦(Ti)系、鉭(Ta)系及鈷鉻鉬(CoCrMo)系,但金屬存在與骨組織之間模量不匹配、界面結合力低、骨整合能力差等問題[20]。因此為了提高植入體性能,采用仿生的結構設計,如圖5所示。通過采用仿生多孔的設計可有效降低激光增材制造植入體的楊氏模量,實現金屬植入體與人體骨骼的匹配,同時不降低結構強度;設計同時兼顧優異生物相容性、生物活性、力學性能的骨修復體成為當前的研究熱點,這種植入體更適合細胞增殖、分化、誘導成骨來修復骨缺損,具有很大的臨床應用意義。面向骨精準修復的生物活性材料技術是未來的發展方向之一。
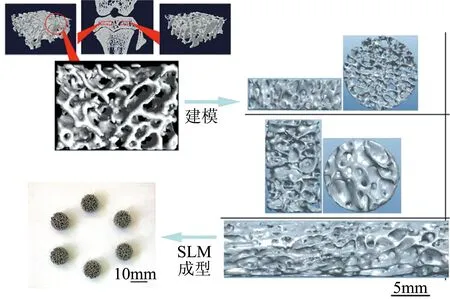
圖5 激光選區熔化制備類骨小梁組織的多孔鈦合金植入體[20]
1.2 成型工藝方面
經過近30年的發展,各國科研人員在激光增材制造成型工藝進行了大量的研究工作,取得了大量的成果,但目前激光增材制造金屬構件中仍存在微觀缺陷、殘余應力大、塑性不足、效率低等問題,制約了其應用。
在采用粉末材料的激光增材制造中容易出現微孔隙,導致成型件致密度較低。微孔主要有兩種類型:一種是由于能量密度不足以完全熔化材料而形成孔隙,如圖6a所示;另一種是由于輸入能量密度過大,產生深鎖孔熔池,熔池閉合過程中氣體來不及排出而滯留在零件中,形成如圖6b所示的圓孔。國內外研究人員實驗發現,合理控制能量密度有助于減少和避免孔隙的產生[21-22],同時通過采用熱等靜壓燒結(hot isostatic pressing, HIP)[23]、重熔工藝[24]、基板預熱[25]等方法也能有效的促使氣體排出或使殘留孔隙閉合。

圖6 成型件中微孔隙形貌[23]
當采用較為合理的工藝參量抑制孔隙缺陷形成時,可能會帶來殘余應力增大、產生裂紋等消極作用。為解決殘余應力帶來的影響,科研人員提出了多種方法用于減少和消除殘余應,其中普遍采用的方法是熱處理工藝[26-28]、優化激光掃描策略[29]和基板預熱[30]。一些新方法如激光沖擊強化[31]、電磁輔助制造[9]、超聲振動[32]等被引入,用于降低殘余應力,但相關技術還不太成熟,需要進一步研究。
成型過程中,熱應力過大將導致裂紋的產生。相關研究表明,成型件內部的拉應力以及熱影響區晶界上產生的半連續和連續熔液液膜是裂紋產生的主要原因,而工藝參量影響著裂紋的產生。目前主要是通過調整工藝參量、基板預熱、調整合金成分和HIP技術來減少或消除內部裂紋,但相關方法不易于控制,因此還需要進行深入研究。
球化和飛濺物的形成影響了單層掃描層的表面質量,如工藝參量未得到有效的調整將最終導致成型質量的惡化。TOLCOCHKO等人[33]研究了在SLM過程中金屬粉末球化形成的具體過程,分析了蝶形、球形、杯形3種典型粉末球化形狀的形成機理,而WANG等人[34-35]針對成型過程中的飛濺現象進行了研究,揭示了飛濺的形成機理。激光掃描參量(激光功率、激光掃描速率、掃描間距等)對表面成型質量的影響也非常顯著[36],其中主要的影響因素是激光功率、掃描間隔和掃描速率[37-38];同時掃描速度等參量對表面粉末粘附的影響也得到了廣泛的研究[39-43]。此外,掃描策略[44-46]、系統預熱[47]、重熔工藝[48-50]對成型質量的作用機制也相繼得到探明。
綜合來看,目前針對成型工藝進行了廣泛研究,且獲得了較好的成型效果,但現有激光增材制造技術仍難以兼顧高效率、高精度和低成本制造等問題,近年來提出大尺寸激光選區熔化及復合制造的相關解決方案[51-55],相應的工藝研究工作如多振鏡協同高速動態調焦成形、成形自適應分層與自適應工藝參量、多材料工藝參量自主優化與決策等還有待展開[55],建立完善的工藝數據庫和標準規范是未來激光增材制造工程化應用的重要條件。同時,激光增材制造過程伴隨著復雜的熱、物理、化學現象,相應的成型質量預測方法仍難以準確掌握[56],工藝仍需進一步優化,以完全掌握成型過程中內應力演化規律,微觀組織凝固形成規律。
2 激光增材制造設備
2.1 高性能增減材復合制造
現有的金屬激光增材制造技術難以兼顧高效率、高質量、高精度、低成本等問題。因此在激光增材制造過程中復合單一或者多種傳統加工工藝,是未來激光增材制造設備的發展方向之一。YASA等人[57]基于SLM設備通過采用兩種工作模式運行Nd∶YAG激光器,實現了一臺設備上進行SLM和激光侵蝕兩種工藝,兩種工藝的結合可有效改善SLM成型件的表面質量并提高致密度。而DU等人[58]通過SLM與銑削技術的結合獲得精度、性能和表面質量均優于鍛造的零件,實驗證明銑削可以有效減小殘余應力。綜合來看,目前復合制造裝備主要基于激光直接沉積技術結合傳統加工工藝實現復合制造,主要原因是激光具有較好的可控性,具有較高的成型精度等優勢[59-61]。日本松浦(Matsuura)、沙迪克(Sodick)、山崎馬扎克(Mazak)和德國德馬吉(DMG)等公司是復合制造商用設備的主要供應商,如圖7所示。

圖7 復合制造設備(圖源于網絡)
與國外相比,我國的增減材復合制造技術成熟度較低,一方面是由于我國減材制造中數控技術較落后,另外一方面是與國外仍有差距,針對增減材制造的控制系統設計能力亟需加強,同時其工藝評價體系也需要得到規范。通過增材與減材制造技術的有機融合,研發航空航天、汽車、消費電子和醫療器械等領域復雜零件的高性能增減材復合制造工藝技術和相匹配的材料體系,探索增材與其它技術復合的相互影響機理、控形控性規律,以及協同、集成調控方法,建立增減材復合制造策略是未來的一個重要研究方向。
2.2 大尺寸超高速激光增材制造
受限于器材的成型范圍,目前相關大尺寸成型設備主要采用3種方法用于增大成型尺寸:(1)使用長焦距f-θ場鏡;(2)采用移動式振鏡掃描;(3)采用多振鏡進行多光束拼接,如圖8所示。

圖8 成型尺寸增大方式[55]
根據成型投影的原理,使用長焦距增大掃描幅面時會導致聚焦后光斑直徑增大,因此采用長焦距場鏡時,需要使用高功率激光器以提高功率密度。如德國EOS公司的M400設備,采用長焦距場鏡獲得400mm×400mm×400m的成型尺寸,但成型表面質量受到影響。移動式振鏡掃描方式以Concept Laser公司的XLine1000R設備為代表,通過水平面上的掃描振鏡分區移動掃描增大成型面積。此類方法對運動控制精度和設備精度提出了較高要求,同時,由于采用單光束導致成型效率大大降低,每個區域的凝固時間不一致也會導致應力分布不均,影響成型質量。多光束拼接則是通過增加掃描振鏡和激光器數量,多個振鏡可同時工作,因此可以使成型尺寸成倍增加,并縮短成型時間。多光束多振鏡的掃描系統對控制系統和軟件開發也提出了更高要求。
除采用以上方法外,開發高功率高均勻性的線光斑光學整形系統、超高速線光斑3-D打印可調制控制系統、超高速線光斑3-D打印工藝等,形成一套高均勻性、高能量密度的線光斑激光系統,是增大成型尺寸的一種更為先進的方案,相關研究工作有待展開。
3 應 用
3.1 高性能大型金屬構件激光增材制造
高性能大型金屬構件的應用,特別是在航空航天領域具有廣泛的應用前景。WOHLERS的年度報告顯示[62],航空航天業占總需求的18.2%,因此航空航天也被認為是未來最有應用前景的領域之一。由于粉床激光熔化技術成型尺寸較小,不能滿足大尺寸零件成型的需求,因此對于此類大型零件目前一般采用定向能量沉積技術,但成型精度不能得到很好保證。針對大型客機零部件的主要研究內容包括:(1)基于激光增材制造工藝的大型客機結構件優化設計方法;(2)批量化激光增材制造的工藝穩定性和性能評價標準;(3)基于激光增材制造工藝的專用合金設計許用值;(4)基于激光增材制造的大型客機“材料-設計-工藝-檢測-評價”全流程技術體系等。
激光/等離子增材制造裝備的優化研究以及大跨度高精度載能束/數控工作臺或機器手的聯合運動控制技術的研究,對于實現大型金屬零件的高性能高精度高效率具有重要意義。
3.2 軌道交通裝備制造應用
激光增材制造技術在軌道交通裝備制造的應用目前處于前沿探索性階段。德國聯邦鐵路公司于2015年開始采用激光增材制造技術進行軌道交通裝備運營和維護,先后與Concept Laser,Materialize,EOS等企業進行零部件的優化設計,獲得了具有中空結構的軸承蓋,提高了軸承蓋的抗振性能和耐磨性[63]。法國阿爾斯通公司基于激光增材制造技術對列車的轉向架抗側滾扭桿安裝座進行拓撲優化設計,實現了減重70%的目標。我國的中車集團采用SLM技術完成了機車高壓接地開關傳動件的成型,如圖9所示。與通過鉚接或焊接制造的零件相比,SLM成型件的抗壓性能提高了25%~75%,力學性能也優于鍛造件,同時零件尺寸誤差小于0.1mm,滿足使用要求[64]。

圖9 中車集團SLM成型傳動件[64]
3.3 植入體激光增材制造應用
在植入體的應用中,研究內容主要包括生物活性材料的設計、孔徑微觀結構控制、植入材料成骨活性、材料生物力學性能、植入材料降解等。研究的活性材料包括生物活性陶瓷,如硅酸鈣陶瓷、磷酸鈣類陶瓷和生物活性玻璃等,鎂合金骨修復材料,金屬基材料或高分子材料的表面改性及材料復合,活性因子添加等。
在骨植入體結構的設計方面,鑒于材料與骨組織之間內部孔隙梯度和力學性能優化的需求,采用拓撲結構設計是當前的研究熱點;運用仿生學原理和納米自組裝技術模仿天然骨的成分及結構特征,也是目前骨修復材料研究的前沿課題。例如,華中科技大學HAN[65]采用SLM對Co-Cr多孔結構進行拓撲性能優化,其模量和強度范圍分別為7.18GPa~16.57GPa和271.53MPa~1279.52MPa,滿足皮質骨和松質骨的要求;細胞初步反應表明細胞可以在 SLM 制備的 Co-Cr 多孔結構表面粘附和伸展,細胞之間存在信息交流,具有一定生物活性。華南理工大學公布了一種基于多尺度多約束拓撲優化技術的變密度多孔金屬骨科植入物制備方法[66],其孔隙率要求大于50%,所述微結構孔徑尺寸為50μm~800μm,微結構壁厚大于100μm。
產業化應用方面,當前3-D打印的骨植入體主要是金屬植入物(鈦金屬產品為主)。國外,美國OSSEUS公司的3-D打印鈦合金植入物Aries,具有80%的孔隙率,允許脊柱組織通過植入物生長,如圖10a所示;該公司的3-D打印頸椎融合器Gemini-C,采用鈦金屬和PEEK 材料制造;美國公司Zimmer的3-D打印鈦金屬脊柱植入物,如圖10b所示;SI-BONE公司3-D打印的鈦金屬骶髂關節植入物 iFuse-3-D;德國公司Emerging Implant Technologies(EIT)鈦金屬椎間融合器鈦椎間融,采用3-D打印,孔隙率高達80%,孔洞的尺寸和形狀也都進行了優化,所以能有效促進骨細胞在其中生長,如圖10c所示。國內,愛康醫療推出3-D打印鈦合金骨科植入物,實現首例19cm多節段人工椎體定制化手術,如圖10d所示。

圖10 金屬植入物產品
3.4 高附加值產品修復與再制造
隨著技術的成熟,激光增材制造技術憑借其高精度、熱損傷小、成本低等優勢,其應用于高附加值產品的修復與制造獲得了越來越多的關注[67]。其中,激光金屬直接成形(laser metal direct forming,LMDF)技術在此領域表現出巨大優勢和潛力,可進行多種材料和構件的修改工作。西北工業大學ZHAO等人[68]對激光增材修復Ti17部件的性能進行了研究,并實現了渦輪葉片的修復工作。北京航空材料研究院對飛機的起落制動器和發動機的鎳基高溫合金機匣進行激光增材修復,同時實現了單晶渦輪熱端部件的修復[69]。WANG等人[70]針對航空發動機葉片采用LMDF技術實現了葉片的修復工作,效果良好,如圖11所示。FENG等人[71]則對曲軸的受損部分進行了修復,熔層與基體材料結合良好,且修復區域的熔體材料硬度顯著高于集體材料。
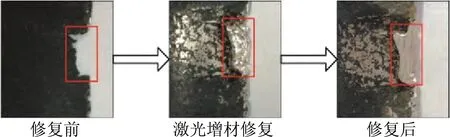
圖11 葉片修復效果圖[70]
在未來的研究中,仍需對激光增材制造修復和再制造材料服役行為與失效機理進行研究,獲得失效零件的壽命以及可再修復次數預測方法,同時建立相應的零件修復工藝準則,以獲得較好的修復和再制造質量。
4 4-D打印技術
4-D打印是在3-D打印基礎上增加了時間維度,讓材料在設定的時間自動變形為所需要的形狀,且可隨時間變化。國內外很多機構都在開展4-D打印技術研究,如佐治亞理工學院、新加坡科技設計大學、西安交通大學、浙江大學等。從發表的論文、專利成果來看,研究4-D打印陶瓷的主要有弗勞恩霍夫陶瓷技術和系統研究所、香港城市大學和哈爾濱工業大學;研究4-D打印鈦鎳形狀記憶合金的主要有亞洲大學、揚斯敦州立大學、俄羅斯科學院、華南理工大學和中南大學等。
4-D打印鈦鎳形狀記憶合金方面,華南理工大學和中南大學公開了4-D打印鈦鎳形狀記憶合金相關專利[72-73]。其中,華南理工大學專利《一種鈦鎳形狀記憶合金的4-D打印方法及應用》中,4-D打印的鈦鎳形狀記憶合金實現拉伸強度為778MPa、延伸率為7.2%;中南大學專利《一種4-D打印無裂紋的鈦鎳形狀記憶合金的專用基板及其制備方法》制備得到的4-D打印鈦鎳形狀記憶合金的專用基板無裂紋,硬度在280HV以上,抗拉強度在760MPa和800MPa之間。
由于4-D打印技術目前仍處于起步階段,其缺陷抑制策略與組織性能調控之間的關系尚未被掌握,構件質量穩定性不能保證,未被實際應用。4-D打印的可變形結構設計過程如圖12所示。對于4-D打印結構的智能變形行為的研究還有待深入,同時4-D打印的創新設計與性能表征,對智能構件的創新應用具有重要意義。此外,4-D打印的相關打印設備還未有相關報道,因此,研究4-D打印中使用的陶瓷前驅體、形狀記憶合金粉末的制備技術及相應的打印裝備,具有顯著的前沿性和科學性。

圖12 4-D打印的可變形結構設計過程示意圖[74]
5 結束語
材料、工藝、設備、應用等幾方面總結了當前激光增材制造主要研究熱點以及相關進展。材料方面的研究前沿熱點主要集中于輕量化材料以及高價值零件材料的開發和成型工藝研究,如鈦合金、高強鋼、高強鋁合金、高溫合金等,增多適用于激光增材制造的材料種類是促進其發展的重要途經。工藝方面的前沿研究內容主要包括成型過程中的強非平衡態凝固學、成型中缺陷的相互耦合作用機制研究以及針對超高速、高精度、大尺寸和復合制造工藝提出了相關研究內容。應用方面的前沿研究熱點主要是針對高價值大型零部件的制造與再制造以及生物植入體的相關研究。此外4-D打印技術的研究得到不斷地推進,相關4-D打印工藝以及4-D打印設備研制是研究重點之一。
綜合來看,激光增材制造未來主要研究方向主要為:
(1)生物醫療植入物應用示范。
組織研究工程支架/植入修復體仿生結構的優化設計與激光增材制造技術,重點突破金屬鉭等具有高生物相容性材料的核心技術和裝備研制,臨床上形成應用示范,提升精準個性化植入體制造上的水平。
(2)高質量高穩定性工藝技術。
針對現有激光增材制造技術難以兼顧高效率、高質量、高精度的難題,復合一種或者多種加工方式,開發復合激光增材制造裝備,解決其表面質量與成形質量問題,實現其與傳統制造的結合。
(3)高效、高精度、高性能大型金屬構件應用示范。
集聚國家重點團隊和成果,以鈦合金、高強鋼、高強鋁合金、高溫合金等高性能大型復雜金屬構件高能束熔化沉積過程為主線,實現高效、高精度、高性能大型復雜金屬構件示范,提升激光增材制造產業在國家重大戰略工程和裝備制造上的參與能力和水平。
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
汽車工程學報(2017年2期)2017-07-05 08:13:02
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52