基于工業機器人的打磨工作站設計*
2021-06-01 12:56:54
數字技術與應用 2021年4期
(華南理工大學廣州學院,廣東廣州 510800)
工業機器人是一種自動化機器裝置,隨著國內制造業轉型升級的進行以及人口紅利的逐漸消失,機器人行業正迎來最高速發展的時期。機器人的應用范圍很廣,打磨機器人就是工業機器人的應用的主要方向之一[1-4]。
打磨機器人可用于替代傳統人工打磨,大大提高產品質量和生產效率,因此工業機器人能夠更好的滿足大規模生產的需求[5-6]。為實現在打磨工作中,遠程操控工業機器人與臺磨機進行打磨作業,設計打磨工作站。
1 系統硬件設計
在工業機器人打磨作業中,托盤A、B與行程開關接觸后,開關組信號同時為1,機器人將在托盤A、B區域中夾取工件進行打磨作業并將打磨后的工件移至夾取點歸位,該托盤最后一個工件打磨歸位動作完成后機器人末端執行器將回到安全高度等待下一托盤到位信號指令。根據作業要求,打磨工作站分為三個模塊:控制模塊,打磨模塊和工業機器人見圖1。
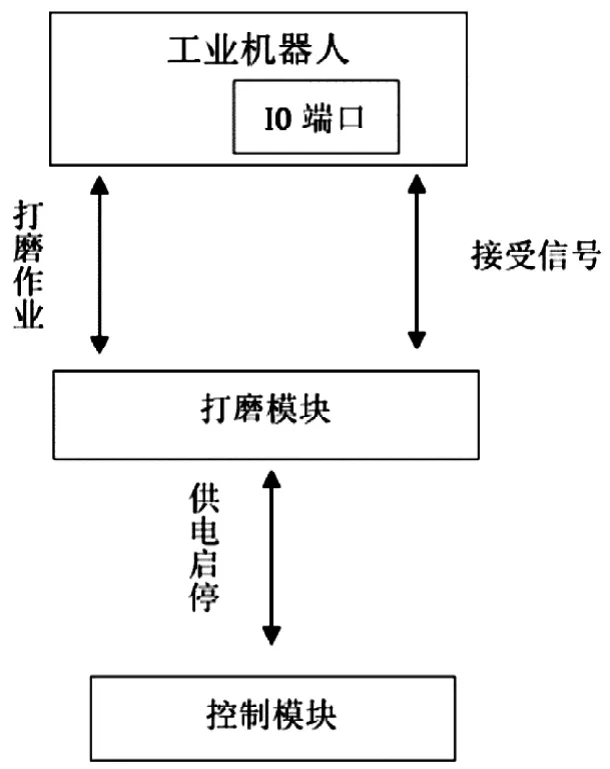
圖1 打磨系統結構Fig.1 Polishing system structure
控制模塊包含供電電路和安川MOTOMAN-SV3X 其I/O接通單元CN10用I/O電纜將其延伸的I/O端子座組成。供電電路電氣件包括斷路器CB1、CB2、交流接觸器KM1、繼電器KA1、常開按鈕SB1、常閉按鈕SB2以及24V電源,其布局圖見圖2。
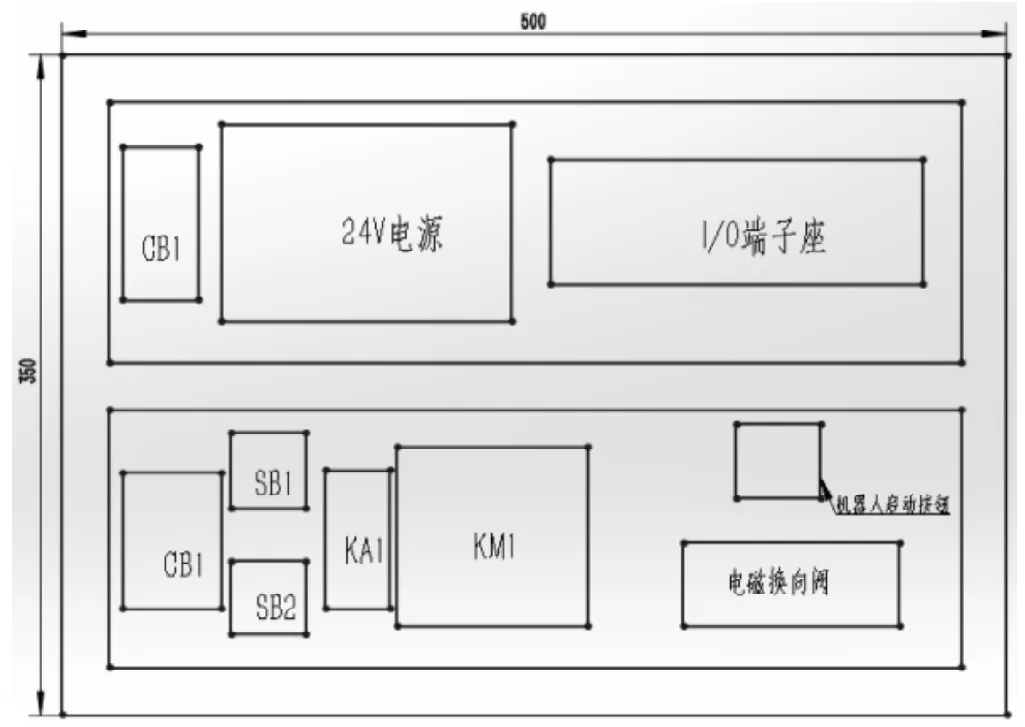
圖2 控制模塊布局圖Fig.2 Layout of the control module
電氣件接線實物如圖3所示,打開CB1、CB2、24V電源接通,按下常開按鈕SB1交流接觸器KM1電磁鐵吸附,臺磨機火線(L)和零線(N)接入的L1,L2端接通,臺磨機通入220V交流電啟動,由此遠程控制臺磨機的啟停。
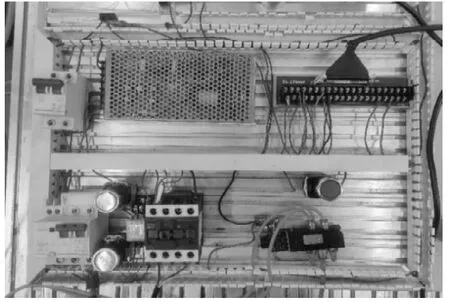
圖3 電氣件接線實物圖Fig.3 Physical diagram of electrical wiring
打磨模塊由托盤A、B,直角定位裝置*2,行程開關*4和臺磨機*1組成。打磨系統實物圖見圖4。
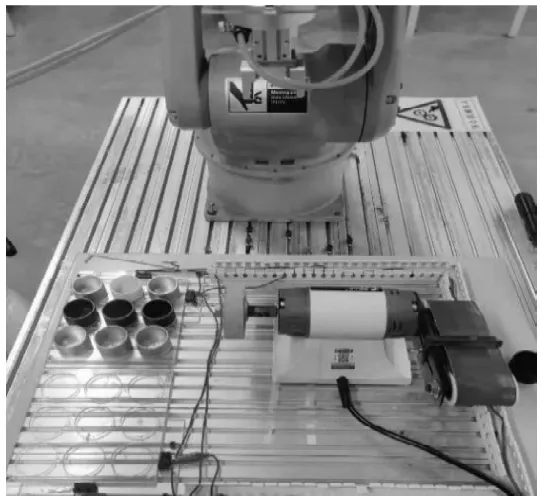
圖4 打磨系統實物圖Fig.4 Physical picture of the polishing system
行程開關*2置于每一直角定位裝置上方,將其接入機器人外延I/O端子座,I/O分配表見表1,機器人接收IN5和IN6(IN7和IN8)同時為1時,跳至相應子程序運行相應打磨作業。
氣動夾手與二位五通電磁換向閥用氣管連接,將換向閥接入機器人I/O 端子座輸出端,I/O 分配表見表1,當OUT 1 置1 時換向閥處于右位,氣動夾手為夾緊狀態,OUT1為0時換向閥處于左位,氣動夾手為張開狀態。
2 系統流程設計
2.1 操作流程
在工業機器人打磨作業中,先進行供電電路的布置,達到能遠程開啟臺磨機的目的;然后對氣動夾爪和電磁換向閥調試使其能夠在輸出信號OUT 1 為1 時夾緊為0 時張開;最后是工業機器人的示教編程,能夠在收到不同信號時進行相應打磨作業。
2.2 機器人動作流程
外部輸入信號IN1為1,機器人通電啟動,1秒延遲后主程序等待輸入信號IN5-8的信號變化來調用子程序,子程序進行相應托盤位置的打磨作業,最后一個工件打磨并歸位完成后末端執行器移至安全高度,主程序跳至循環起點,等待下一個輸入信號組變更進行下一組打磨作業。工業機器人流程圖見圖5。
3 程序設計
行程開關和氣動電磁換向閥與安川工業機器人MOTOMAN-SV3X 之間通過IO 信號實現交互,打磨作業動作包含機器人啟動、夾取、打磨、放置等,主程序的功能為根據輸入信號邏輯計算,調用子程序進行打磨作業。
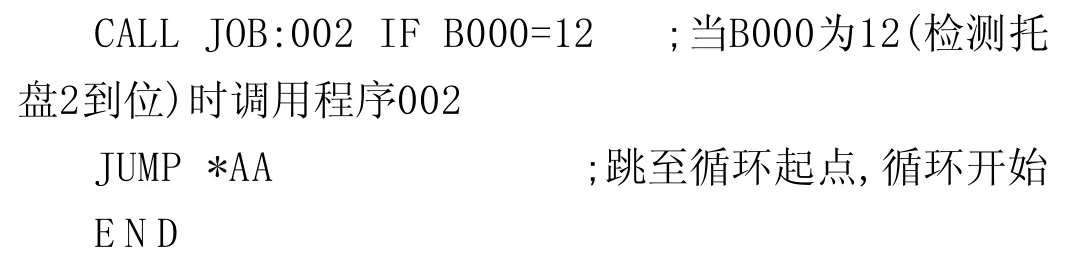
主程序WAIT指令當輸入IN1為ON時,機器人啟動;設置循環*A為循環起點;由于使用的IN口為5-8,所以使用DIN B000 IGH#(2)指令(IN1-4為1,IN5-8為2);TIMER指令讓機器人延遲1秒后進行程序選擇調用;程序調用使用CALL指令,條件為B000的值(B000的值是一組二進制換十進制的數值,如IN5,IN6同時為1,二進制為0011,十進制則為3);最后設置JUMP*A跳至循環起點。主程序如下。
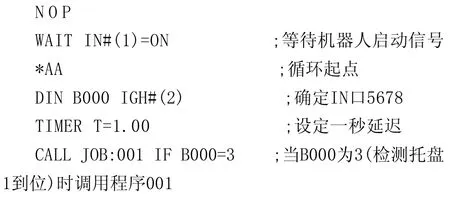
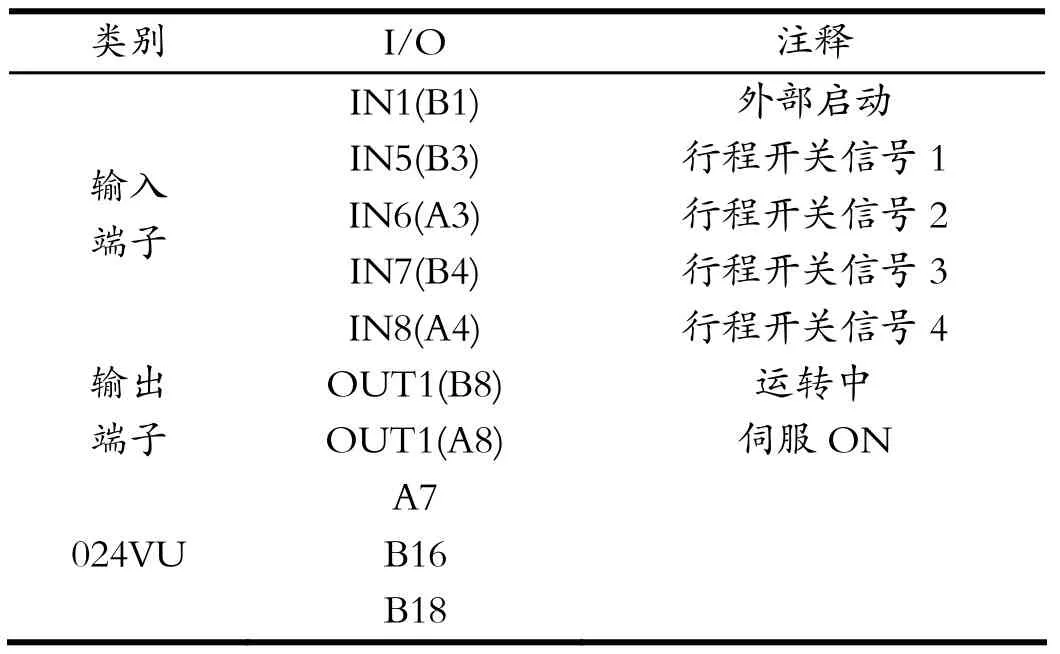
表1 機器人外延I/O 端子座I/O 分配表Tab.1 I/O distribution table of robot extension I/O terminal block
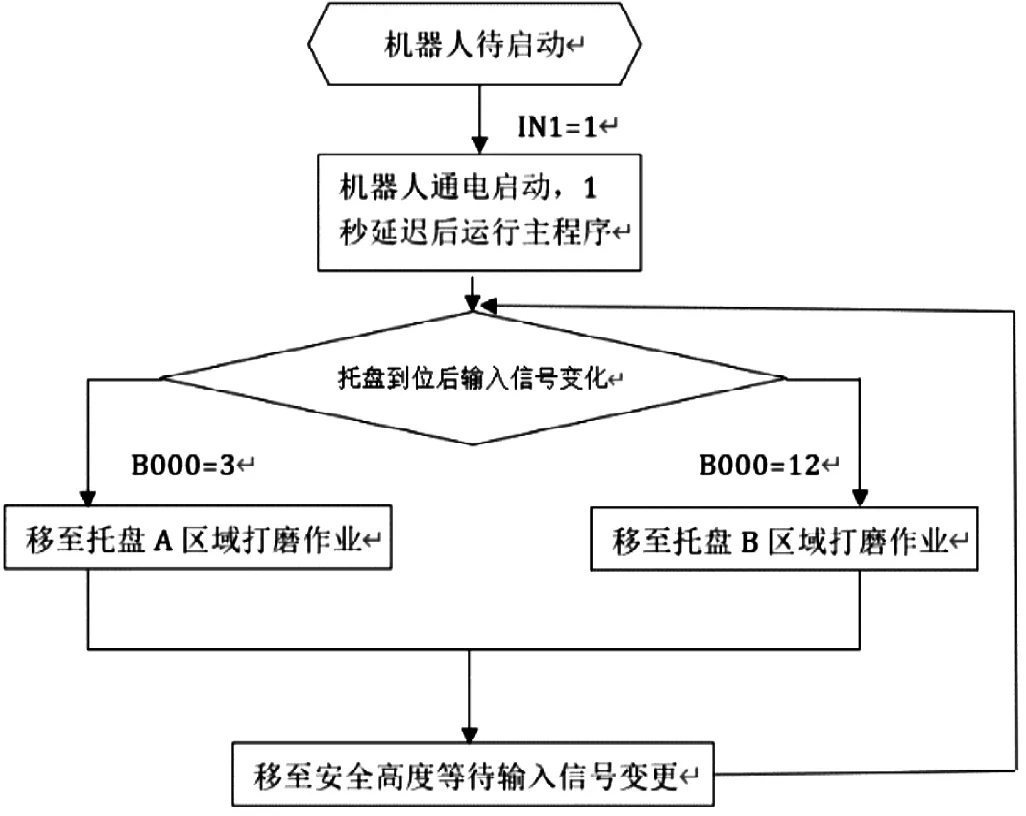
圖5 工業機器人流程圖Fig.5 Flow chart of industrial robot
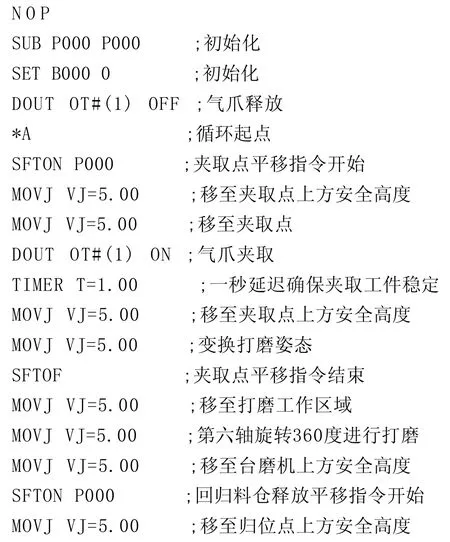
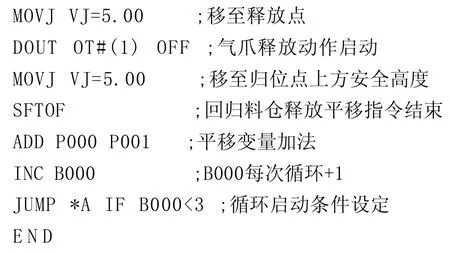
子程序先用SUB,SET 指令將P000 和B000 初始化;DOUT指令控制輸出OUT1 從而管理氣爪的閉合;設置*A為循環起點;SPTON和SPTOF分別是平移指令的起點和結束點,該指令之間的示教點每次循環會加一定的偏移量(P001);ADD指令就是其偏移量計算指令,如該段程序中P001設置為y=-47.5,即每下一次循環開始沿y軸負方向偏移47.5mm;JUMP是循環跳轉指令,B000初始為0,每行三個工件則循環三次,故設置其條件為B000<3。兩個托盤一共六行工件需示教6段此程序(每行首個示教點位不同,框架完全相同),子程序如下。
4 結語
打磨工作站通過供電電路給臺磨機通入220 V 交流電,可以遠程控制臺磨機的啟動和停止;采用行程開關常開端接入安川機器人外延I/O端子座進行I/O信號交互,使機器人根據不同輸入信號進行相應作業;采用二位五通電磁換向閥左右位導氣線路不同來控制氣動夾爪的閉合與松開;整系統由工業機器人自動運行與遠程控制的臺磨機進行打磨作業,可由示教器監視I/O狀態。此工作站適用于工業機器人教學和根據要求進行普通工件的打磨作業,實現勞動力解放和安全保障。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電子制作(2018年11期)2018-08-04 03:25:42
故事大王(2016年7期)2016-09-22 17:30:08
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
機電信息(2014年27期)2014-02-27 15:53:56