激光微織構設備的研究和開發*
2021-05-07 06:32:18錢振華何彥虎
制造技術與機床 2021年4期
錢振華 何彥虎
(湖州職業技術學院機電與汽車工程學院,浙江 湖州 313000)
激光微織構是近年來興起的一種激光微加工技術,其利用高能量的激光脈沖束,在工件工作表面加工出符合摩擦學特性的微米級表面織構,如凹坑、溝槽和紋路等,以達到減輕磨損和延長使用壽命的目的。人們對激光微織構技術的研究主要集中在數值模擬、工藝試驗和工程實際應用等方面,尤其在滑動軸承、機床刀具、發動機缸套和機械密封環表面處理等領域是當前的研究熱點[1-4]。華希俊等[5]對柴油發動機缸套進行了激光微織構,并通過臺架試驗得出柴油發動機燃油消耗和機油消耗均有顯著降低的結論。王皓[6]采用 Nd:YAG 激光器在關節軸承表面進行了激光微織構并進行了摩擦磨損試驗,結果顯示關節軸承表面摩擦系數在微織構面積占有率20%時為最小。劉澤宇等[7]采用紫外激光在 Al2O3/TiC材料的陶瓷刀具表面進行了微織構工藝研究,得出了適宜的激光微織構工藝參數,提高了陶瓷刀具的使用壽命。
激光微織構設備通常由激光發生裝置、工作臺、夾具、控制系統等部分組成。其中,控制系統是激光微織構設備開發的核心,目前常用的有ARM+FPGA控制系統[8]、DSP系統[9]和五軸數控系統[10]等。ARM+FPGA即微處理器+現場可編程邏輯門陣列,該控制系統具有開發成本低、能夠脫離PC機獨立運行的優點,但是控制程序開發較復雜。DSP即數字信號處理器,該系統具有接口方便、高穩定性等優點,但同樣存在編程難度較大的問題。五軸數控系統繼承了傳統五軸數控機床控制系統的優點,可直接讀取G代碼進行加工,穩定性好、精度高,但是其成本較高,一般用于復雜曲面的加工。運動控制卡是一種基于PC機的步進/伺服電機控制單元,可用于位移、速度和加速度等多種運動控制場合,且技術成熟,成本較低,易于開發,適合用于激光微織構設備的控制。
本文采用四軸聯動、帶I/O接口的運動控制卡,用于激光微織構設備工作臺的運動控制和激光器的開關、功率控制。采用通用數控軟件,以讀取G/M代碼的方式實現了平板試樣、機械密封等工件表面激光微織構的加工。
1 激光微織構機理
激光微織構的形成原理如圖1a所示。脈沖激光作用于不透明工件材料,在激光輻照區域將發生能量吸收。當激光能量密度大于材料的燒蝕閾值,激光輻照區域將發生光熱效應,使材料快速熔融和氣化,從而在工件表面發生燒蝕,并形成微凹坑織構。當這些微凹坑織構以一定的重疊度進行疊加后,就會形成微凹槽織構。激光微織構的形成與激光功率、波長、重復頻率、材料吸收率等參數有關,而微織構加工的質量主要取決于控制系統的精度。要得到理想的、符合摩擦學特性的激光微織構,就需要開發專門的激光微織構設備。
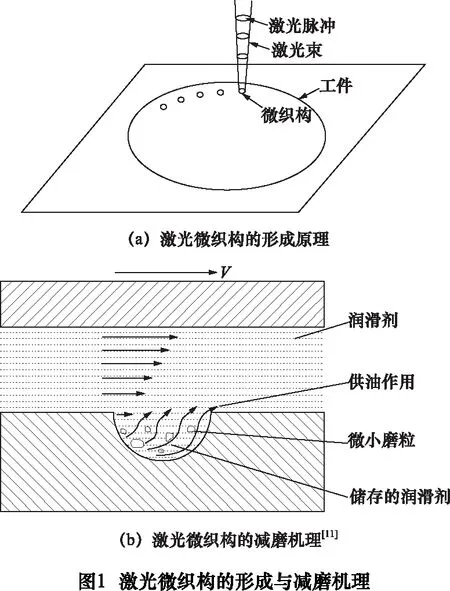
激光微織構之所以能減輕工件磨損、延長使用壽命,其機理如圖1b所示。當摩擦副之間產生相對滑動時,微織構可以儲存一定的潤滑劑,對摩擦副接觸表面起到供油作用,形成流體動壓潤滑,提高了潤滑性能;另一方面,微織構還能夠儲存工件在摩擦過程中脫落的微小磨粒,從而減輕了磨粒磨損。
2 激光微織構設備硬件設計
2.1 機械結構
激光微織構設備的機械結構如圖2所示,主要由激光頭、工作臺、X方向導軌、Y方向導軌、Z方向導軌、旋轉軸和三爪卡盤等組成。工作臺安裝于Y方向導軌上,由Y方向伺服電機驅動;Z方向導軌安裝于X方向導軌上,由X方向伺服電機驅動;激光頭安裝于Z方向導軌上,Z方向伺服電機帶動激光頭沿Z方向上下移動;三爪卡盤安裝于工作臺上,旋轉軸伺服電機帶動三爪卡盤旋轉。在X、Y、Z方向導軌上均裝有極限行程限位傳感器,起到行程保護的作用。
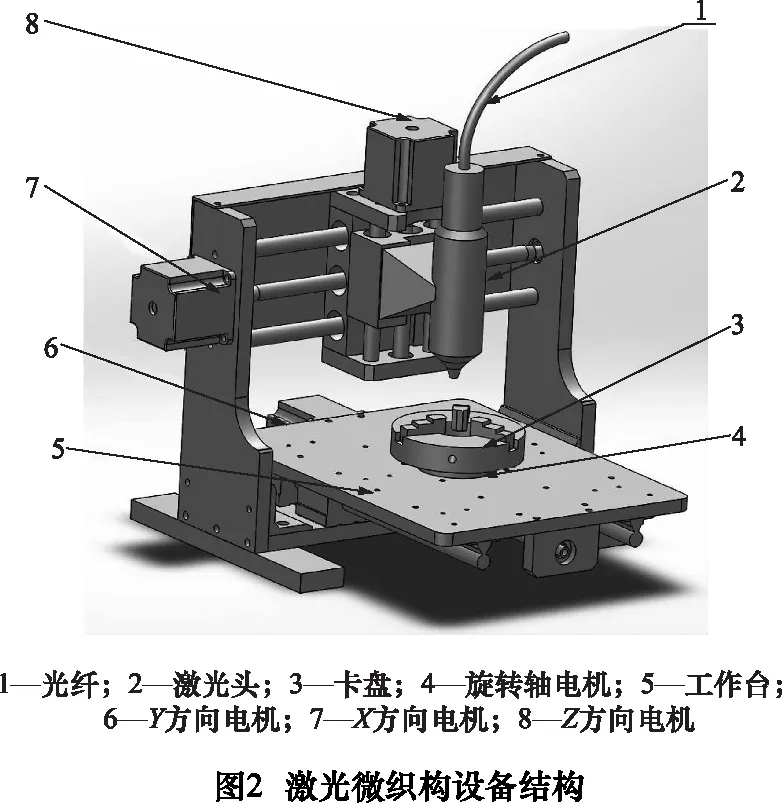
X、Y方向導軌均采用日本THK全鋼滑臺,有效行程為300 mm,導程10 mm;Z方向導軌同樣采用THK滑臺,有效行程為200 mm,導程10 mm。滑臺采用高精密C1級研磨滾珠絲杠,重復精度可達1 μm,保證了激光微織構高精度的加工要求。
2.2 控制系統
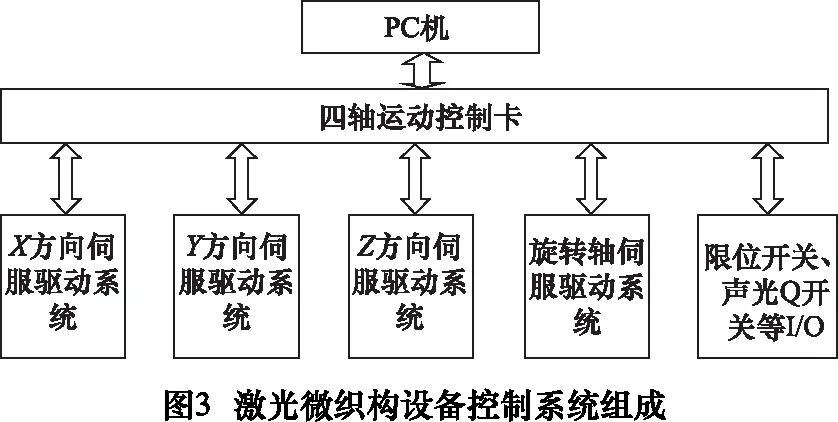
激光微織構設備控制系統組成如圖3所示。系統采用了ZKmotion四軸運動控制卡作為控制核心。該控制卡采用了雙核高速CPU(單核最高主頻204 MHz),并可實現三軸聯動下1 000 kHz的脈沖輸出頻率,四軸聯動下750 kHz的脈沖輸出頻率。控制卡采用USB方式與PC機進行通訊,支持所有Windows版本,且無需驅動。其自帶16路隔離輸入口和8路輸出口,并可通過RS485接口進行擴展。另外,該卡還具有PWM調速隔離輸出端口,可設PWM頻率,占空比在0~100%連續可調。
伺服驅動系統選用了臺達ECMA系列交流伺服電機,功率為400 W,配備ASDA-B2型伺服電機驅動器。臺達伺服控制回路采用了高速數字信號處理器(DSP),配合增益自動調整、指令平滑功能的設計以及軟件分析與監控,可達到高速位移、精準定位等運動控制需求。以X方向伺服驅動系統為例,與運動控制卡的接線圖如圖4所示。伺服驅動系統采用位置控制,即脈沖+方向的控制方式,將運動控制卡的X_PU+、X_PU-脈沖控制信號分別接到伺服驅動器的43、41號端子,X_DIR+、X_DIR-方向控制信號分別接到伺服驅動器的39、37號端子。X方向的左、右限位開關可接入伺服驅動器的31、32號端子,當超程時伺服驅動器會報警。同時,也可將左、右限位開關接入運動控制卡的輸入口IN1、IN2,并通過數控軟件進行限位功能設定。
激光微織構設備采用了調 Q 脈沖光纖激光器作為加工光源,激光波長為1 064 nm,額定輸出功率20 W,重復頻率20~60 kHz。調 Q 脈沖光纖激光器具有脈寬窄、峰值功率高、脈沖能量密度高等優點,非常適合用于高硬度、高熔點的工件表面微織構。聲光調Q是利用晶體的聲光相互作用原理,即聲光介質在超聲波的作用下,折射率發生周期性的變化,使介質變成正弦相位光柵,當光通過這樣的介質時,發生布拉格衍射。聲光調Q開關主要由驅動電源、換能器、聲光介質和吸聲材料等部分組成[12]。
調 Q 脈沖光纖激光器的控制端為DB-25接口,針腳定義如表1所示。PIN1-8為激光器的功率設置端,可通過輸入引腳的不同高/低電平組合來設置不同的激光器功率;PIN18為主振蕩器開關信號控制端,PIN19為激光器的出光信號控制端,可通過運動控制卡的輸出端口O9-O12來控制激光的開關,且控制出光信號前必須先輸出主振蕩器開啟信號;PIN20為頻率調制信號輸入端,采用TTL電平,調制頻率的范圍為 20~60 kHz。
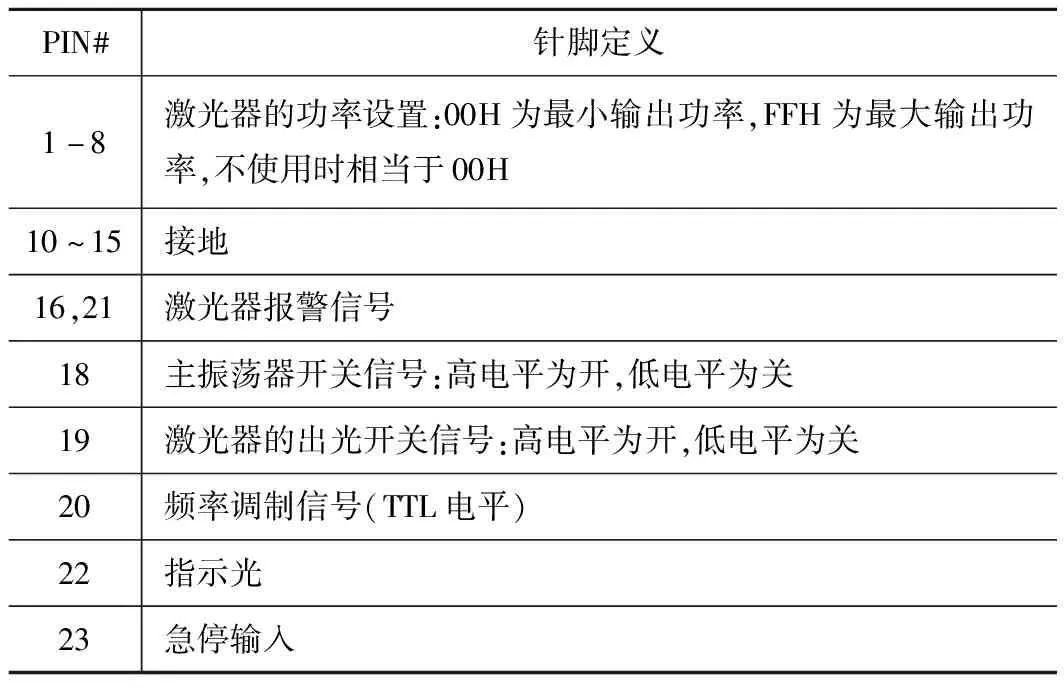
表1 激光器的控制端針腳定義
3 激光微織構設備控制系統軟件設計
激光微織構設備控制系統軟件以Mach3軟件為平臺進行開發,其操作界面如圖5所示。Mach3是美國 ArtSoft 公司開發的基于 Windows 平臺的通用數控軟件,最多可以控制6根軸,如通過線性插補調整所有軸的運動,在對4根軸進行線性插補的同時可以對剩下的兩軸(不包括X、Y、Z軸)實現環形插補。該軟件可以控制包括銑床、車床在內等多種機床,而激光微織構設備控制系統結構與銑床類似,因而可以采用Mach3平臺進行開發。

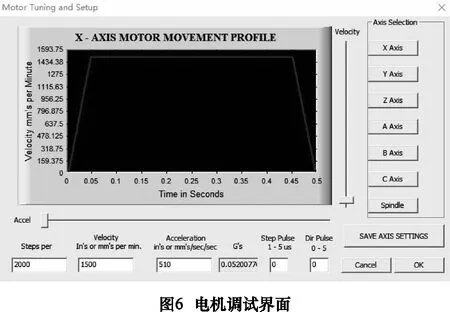
將運動控制卡與激光器、伺服驅動系統、外部I/O設備等連接好后,需要對電機參數進行設置和調試,以便Mach3軟件能夠按照加工程序正確地驅動伺服系統,電機調試界面如圖6。單位脈沖SP(steps per)的計算公式為:
SP=P×N
(1)
式中:P為電機每轉需要產生的脈沖數;N為 電機單位轉數。
電機單位轉數即X/Y/Z軸移動一個單位電機的轉數(r/mm),其計算公式為:
N=N1×Ns/Nm
(2)
式中:N1為絲杠的單位轉數;Ns為絲杠端減速器的齒數;Nm為電機端減速器的齒數;由于絲杠的導程為10 mm,故絲杠的單位轉數N1為0.1 r/mm;電機端減速器的齒數Nm為 24,絲杠端減速器的齒數Ns為48;通過式(2)可計算出電機單位轉數N為0.2 r/mm。
臺達ECMA伺服電機編碼器為2 500線,且每產生一個正交信號就需要一個脈沖,因此電機每轉需要產生的脈沖數P為10 000;由此可通過式(1)計算出單位脈沖SP為2 000。
Mach3軟件支持國際標準G/M代碼進行數控編程,內置了常用的功能,如G0快速定位、G1直線進給、G2順時針圓弧插補、M0程序停止、M2程序結束、M3/M4主軸正轉/反轉等。此外,Mach3軟件還支持自定義M代碼編程,在宏指令文件夾中編輯文件名為“Mxx.M1S”的文件,并進行VB腳本的編寫即可實現自定義M代碼功能。
以激光器出光開關控制為例,首先定義M1000為開、M1001為關,并分別創建“M1000.M1S”和“M1001.M1S”文件;在Windows中采用記事本打開“M1000.M1S”和“M1001.M1S”文件,分別編寫如下VB代碼:
M1000.M1S:
'OUTPUT#3
ActivateSignal(9)
M1001.M1S:
'OUTPUT#3
DeActivateSignal(9)
編寫完成后,保存文件,在數控加工程序編寫過程中即可直接調用M1000、M1001功能,從而控制激光器出光。
4 結語
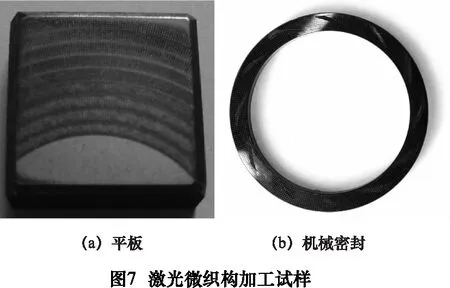
激光微織構作為一種新型的加工手段,在摩擦副表面處理領域有著廣闊的應用前景。其通過非接觸式加工,在工件表面織構出符合摩擦學特性的微觀形貌,以達到提高工件使用壽命的目的,且不改變工件的機械性能。本文所開發的激光微織構設備已經投入工件試驗,在平板和機械密封表面進行了微織構加工,如圖7所示。通過平板工藝試驗,驗證了該設備的微凹坑織構功能,微凹坑直徑可控制在50~100 μm,深度可控制在2~15 μm,并可根據要求調整微凹坑的間距、面積占有率等工藝參數;通過機械密封工藝試驗,驗證了該設備的微凹槽織構功能,微凹槽寬度可控制在60~120 μm,深度可控制在6~20 μm,并可通過多條微凹槽的疊加而形成宏觀泵送槽,為零泄漏、非接觸式機械密封的研制提供了新途徑。有關試驗證明,激光微織構能顯著改善機械密封的潤滑和摩擦特性,與無織構的機械密封相比,激光微織構機械密封的摩擦轉矩最大可減小65%[13]。
經過對激光微織構設備在實際使用中各方面性能表現的分析,該系統具有操作簡便、開放性好、功能強等優點,且開發難度和成本較低。此外,在該系統的基礎上,還可以開發激光微織構CAM系統,根據激光微織構要求自動生成微織構加工代碼,使操作更為便捷。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
