基于精確弓高誤差校核的刀觸點調整算法*
2021-05-07 06:32:28宋航遠
制造技術與機床 2021年4期
閔 莉 宋航遠 王 野
(沈陽建筑大學機械工程學院,遼寧 沈陽110168)
近年來,我國裝備制造業飛速發展,高精加工技術領域市場需求也愈發高漲,數控技術進入了前所未有的高速發展階段。隨著加工技術的廣泛應用,許多復雜自由曲面加工難題得以解決,因此,五軸數控加工技術對于數字化加工制造技術有著十分重要的意義[1]。
自由曲面刀具軌跡規劃是對復雜曲面進行數控加工的關鍵環節。刀具軌跡規劃算法對加工效率和表面質量有著直接的影響。其中,走刀步長的研究又是刀具軌跡規劃中至關重要的一環。現有關于步長的研究有:基于機床運動學模型計算走刀步長的方法[2];基于刀具、刀路幾何信息及機床結構參數等因素,通過優化機床逼近擬合曲線的誤差優化走刀步長方法[3];基于補償機床自身非線性誤差從而優化走刀步長方法[4];基于切削力模型的刀觸點確定算法[5];基于Dijkstra算法的走刀步長計算方法[6];實時NURBS曲線插補算法研究[7-10];弓高誤差中點校核算法研究[11-12]。但在實際加工中,最常用的還是傳統的走刀步長計算方法:等參數步長法、等距步長法以及等弓高誤差步長法[13]。其中等弓高誤差步長法采用近似替代的方法,假設相鄰兩刀觸點之間為等半徑圓弧計算步長,將會產生一定的誤差。因此本文基于等弓高誤差法的不足,加入了精確弓高誤差的校核計算,重新搜索調整實際刀觸點的精確位置。
1 等弓高誤差步長法
1.1 等弓高誤差法的計算
已知曲面為S(u,v),假設刀具路徑曲線為P(t),則有:
P(t)=P(u(t),v(t))
(1)
假設同一條路徑曲線P(t)上相鄰兩刀觸點間的曲線為等半徑圓弧,即Ri=Ri+1。若已知許用弓高誤差[ε]、當前刀觸點P(ti)以及該點在路徑曲線P(t)上的曲率半徑Ri,即可計算出步長Li,繼而求出后一刀觸點P(ti+1)位置。
如圖1所示,通過勾股定理可得:
(2)
由式(1)可得步長Li:
(3)
由二階泰勒展開可得參數增量Δt:
(4)
故后一刀觸點P(ti+1)位置:
ti+1=ti+Δt
(5)
P(ti+1)=P(ti+Δt)
(6)
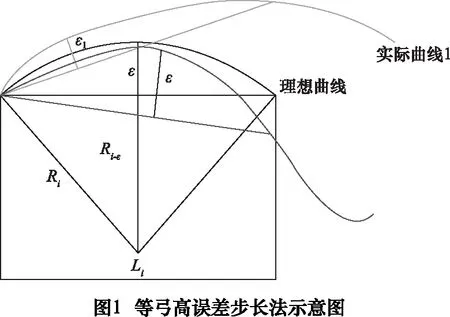
1.2 等弓高誤差法的不足
由1.1節可得到后一刀觸點P(ti+1)。但是,在計算過程中,采用了大量的近似代替。首先,在整個計算過程中,將P(ti)與P(ti+1)兩刀觸點之間的圓弧用等半徑圓弧代替,假設Ri=Ri+1;其次,在計算參數增量Δt的過程中采用了泰勒二階展開,并省略了余項;最后,從幾何上來講,任意一條曲線都可能存在若干二階導數為零的點,即拐點。而如果當前刀觸點P(ti)恰好落在當前路徑曲線的拐點附近時,該點的曲率半徑將接近無窮大,從而導致由上述公式計算得到的步長Li可能會離奇增大,從而導致實際弓高誤差遠大于許用誤差。
2 精確弓高誤差步長算法
基于1.2節所述的不足,本文在其基礎上加入了精確弓高誤差校核計算。通過比較P(ti)、P(ti+1)兩刀觸點之間的實際弓高誤差εi(ti,ti+1)與許用弓高誤差[ε],進而調整后一刀觸點P(ti+1)的實際位置。
2.1 精確弓高誤差求解
首先通過1.1節傳統的等弓高誤差步長法,計算一個初始步長Li,繼而求出初始參數增量Δti,得到后一刀觸點P(ti+1)的初始位置。因為在加工中為保證擬合曲線的精確性,路徑曲線在一個走刀步長內一定是單峰區間,故弧P(ti)P(ti+1)與弦P(ti)P(ti+1)的最大弓高誤差只存在于一點處,我們只需要求出該參數點位置,即可求出精確的弓高誤差。
由圖2可知,當曲線P(t)中弧P(ti)P(ti+1)內某點P(tim)的切線斜率等于弦P(ti)P(ti+1)的斜率,則該點即為該步長內最大弓高誤差點。
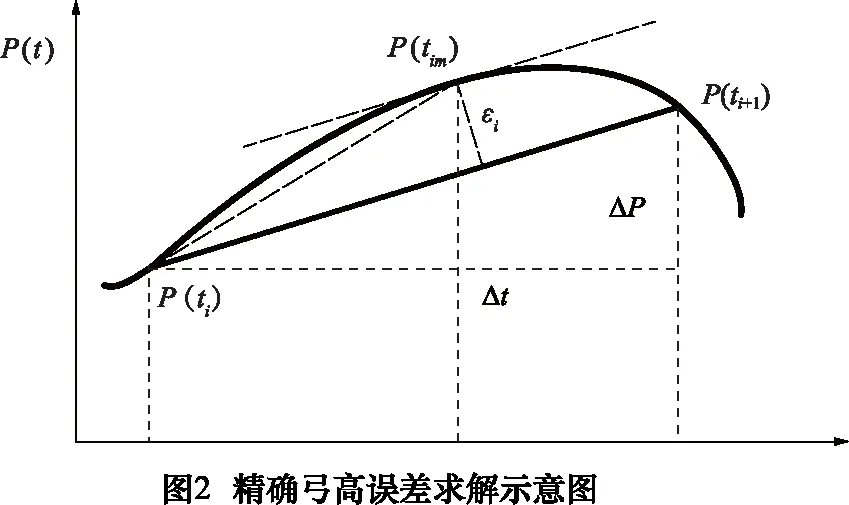
設弦P(ti)P(ti+1)的斜率為k1:
k1=ΔP/Δt
(7)
式中:Δt可由式(4)計算,ΔP即為兩刀觸點縱坐標差值。
設弧P(ti)P(ti+1)的斜率為k2:
k2=P′(t)
(8)
其中P′(t)為曲線P(t)對參數t求導:
(9)
最后,令兩個斜率相等:
k1=k2
(10)
即可求出參數t=tim以及最大弓高誤差點P(tim)。
該步長區間內的實際弓高誤差εi的計算即可轉化為點P(tim)到弦P(ti)P(ti+1)的距離。由距離公式可得:
(11)
2.2 參數最小可行區間T(tmin,tmax)求解
根據2.1節,校核實際弓高誤差與許用弓高誤差的大小。如果εi(ti,ti+1)>[ε],向左調整后一刀觸點P(ti+1)參數ti+1;如果εi(ti,ti+1)<[ε],向右調整后一刀觸點P(ti+1)的參數ti+1。最終輸出ti+1的最小可行區間T(tmin,tmax)。
設ε(tm,tn)表示點P(tm)與點P(tn)點之間的實際弓高誤差。算法流程圖見圖3。
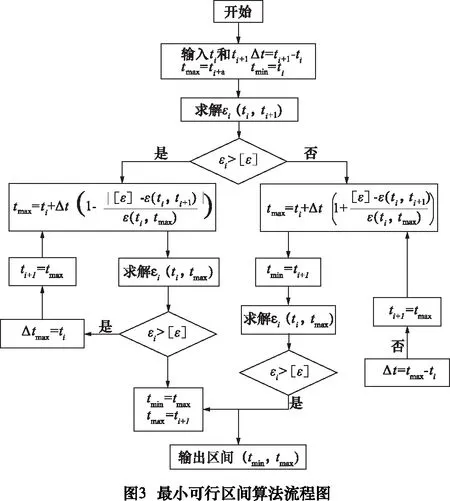
具體算法步驟如下:
(1)已知當前刀觸點為P(ti),通過傳統等參數步長法計算出初始步長Li、初始參數增量Δti以及后一刀觸點P(ti+1)的初始ti+1值。
(2)通過精確弓高誤差公式(11)計算初始步長Li內的實際弓高誤差εi(ti,ti+1)。
(3)判斷εi是否大于[ε]。如果不是,跳轉第(4)步;如果是,跳轉第(6)步。
(4)令
隨著機器視覺技術、3 G技術、電子技術的不斷發展以及人們對農產品可視化生產程度和農產品質量安全水平要求的不斷提高,農產品生產過程全程可視化監控已經逐漸成為精準農業的一個熱門發展方向[1]。農產品生產過程中傳統物理量參數的監控已經無法滿足現代農業的發展趨勢。
(12)
tmin=ti+1,向右搜索P(ti+1),并重新計算εi(ti,tmax),繼續判斷εi是否大于[ε]。如果不是,跳轉第(5)步;如果是跳轉第(9)步。
(5)令Δt=tmax-ti,ti+1=tmax,并跳轉第(4)步。
(6)令
(13)
向左搜索P(ti+1),并重新計算εi(ti,tmax),繼續判斷εi是否大于[ε]。如果不是,跳轉第(7)步;如果是跳轉第(8)步。
(7)令Δt=tmax-ti,ti+1=tmax,并跳轉第(6)步。
(8)令tmin=tmax,tmax=ti+1,并跳轉第(9)步。
(9)輸出區間T(tmin,tmax)。
采用這種迭代算法的優勢在于:式(12)與式(13)內包含分式運算,通過比較差值[ε]-ε(ti,ti+1)與最大區間的精確弓高誤差ε(ti,tmax)的大小,按比例的調整參數增量Δt,可以有效預測后一刀觸點P(ti+1)的大概位置,有效減少迭代次數。
2.3 采用二分法求解P(ti+1)的實際位置
由2.2節可知,P(ti+1)必定位于區間T(tmin,tmax)之內,故本節將采用二分法逼近求解精確的參數ti+1,設e為迭代誤差閾值。算法流程圖見圖4。
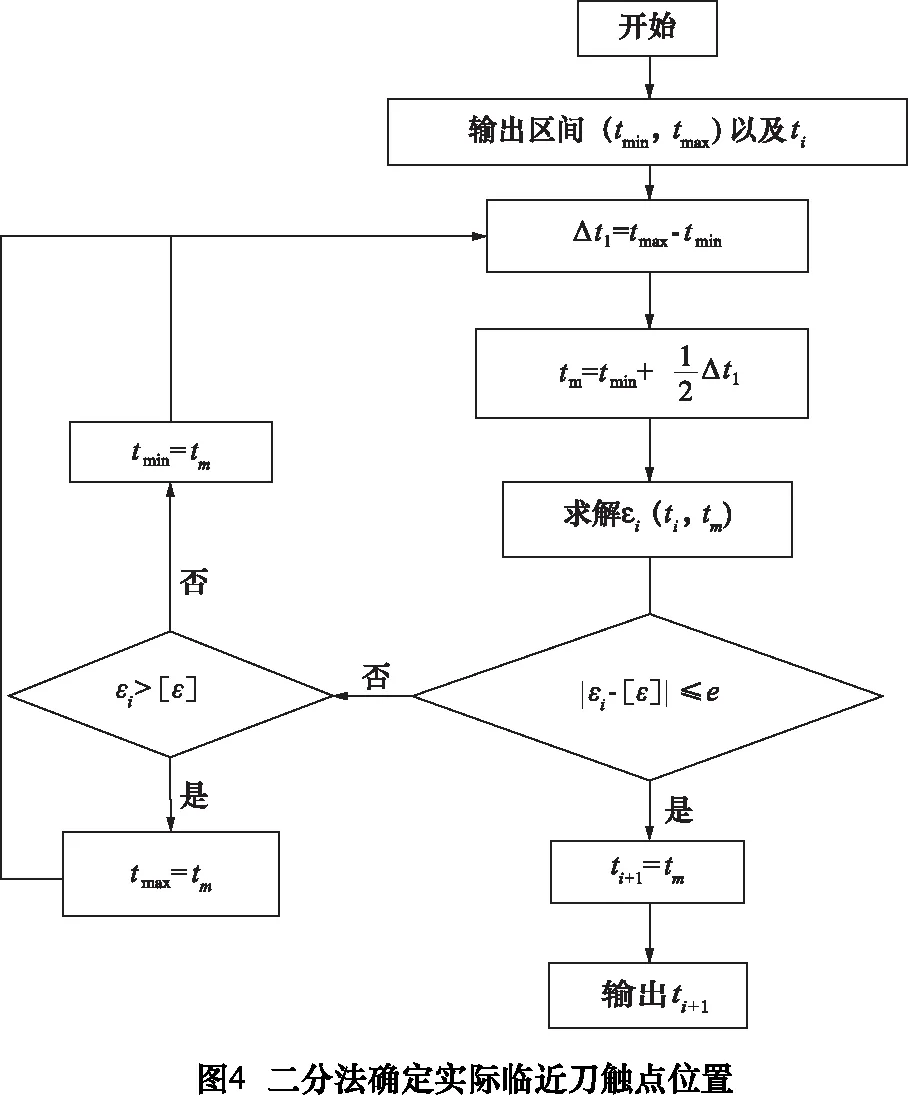
綜上,通過2.2與2.3兩節即可由當前刀觸點P(ti)求出后一刀觸點P(ti+1)的精確位置,最后將上述算法遍歷整條路徑軌跡曲線P(t)即可。
3 仿真實驗
為方便展示分析,取其中一個實驗結果為例。選取曲面上的一條刀具軌跡P(t),設定許用弓高誤差為[ε]=0.02,分別采用等參數步長法、等弓高誤差步長法與本文算法對曲線P(t)進行離散。設置等參數法的參數增量為Δt=0.01,設置本文精確弓高誤差步長法的迭代誤差閾值為e=0.003。其結果如圖5~8以及表1所示。
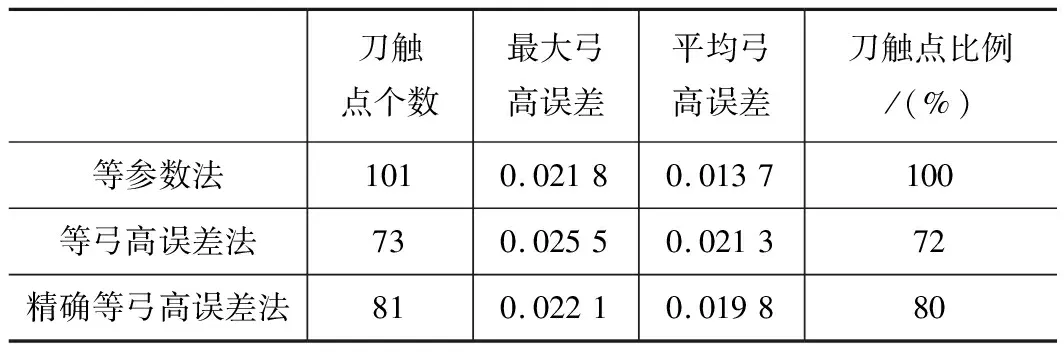
表1 三種方法誤差對比表

由仿真結果可以分析出:
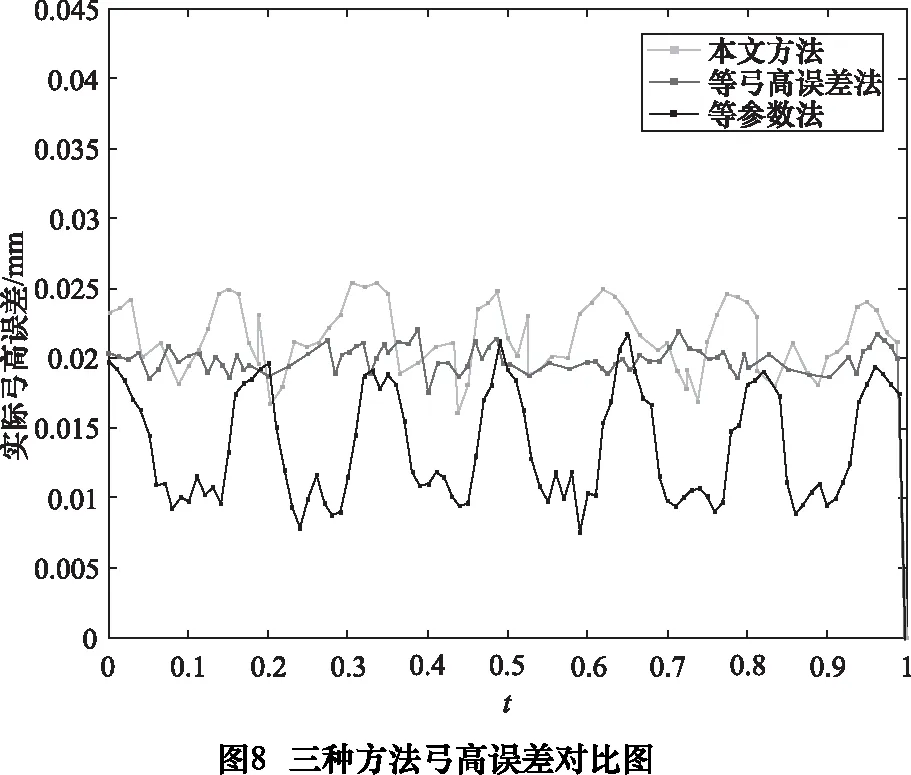
(1)采用等參數步長法離散曲線:曲線離散點在曲線上分布均勻,一共生成了101個刀觸點(見圖5)。但實際弓高誤差變化較大(見圖8)。在曲線曲率越大的區域,弓高誤差越大,當曲率越小的區域,弓高誤差越小,但總體誤差遠小于精度要求。
產生這種結果的原因就是該方法為了保證最大弓高誤差滿足要求,其參數增量往往取得過于保守,因此整體加工精度相對較高,但是導致相較其他兩種方法產生最多的刀觸點個數,加工效率最低。
(2)采用等弓高誤差法離散曲線:曲線離散點在曲線上分布并不均勻,一共生成了73個刀觸點(見圖6)。弓高誤差變化劇烈程度略小于等參數步長法,但總體弓高誤差偏大。
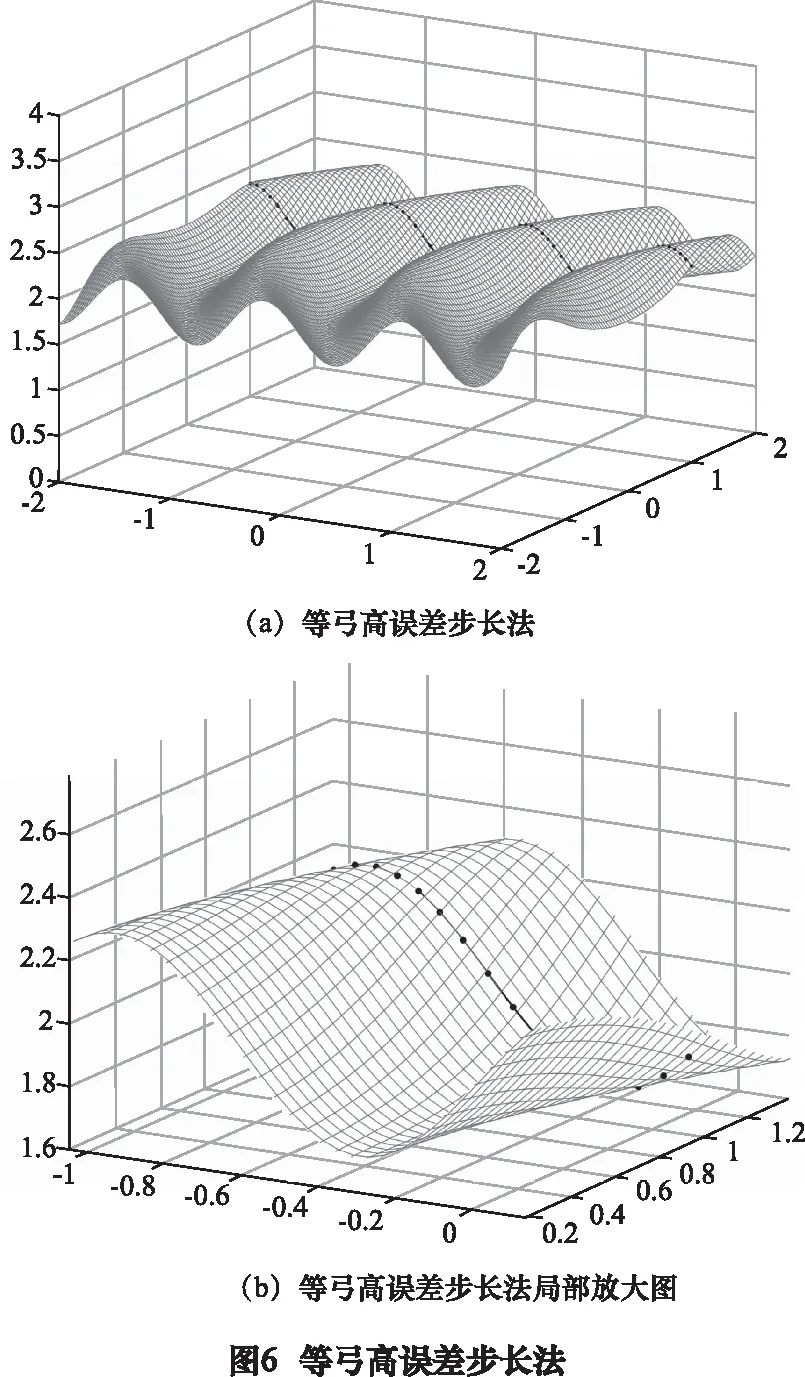
產生這種情況的原因就是等弓高誤差步長法本身采用近似替代計算存在不足,導致實際弓高誤差在許用弓高誤差附近震蕩,但普遍大于許用弓高誤差。相較于其他兩種方法,精度最低,但有著最少的刀觸點個數,加工效率最高。
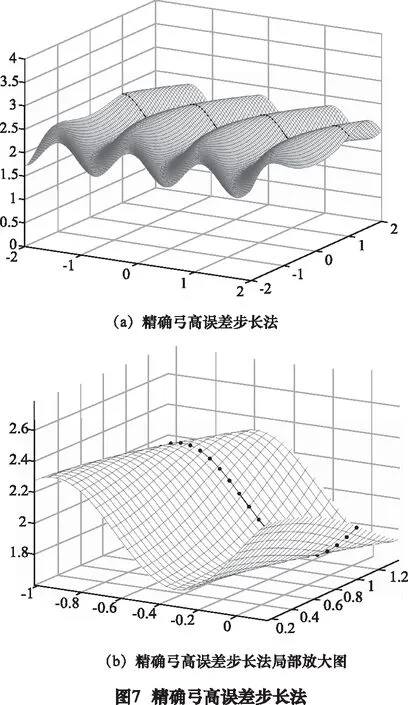
(3)采用本文的精確弓高誤差步長算法離散曲線:曲線離散點在曲線上分布也不均勻,但本文方法會自適應曲線形狀,在曲率較大的區域生成較多的刀觸點,在較為平坦的區域生成較少的刀觸點,一共產生了81個刀觸點(見圖7)。而且整體實際弓高誤差變化十分微小,基本保持在許用弓高誤差附近(見圖8)。
結果表明,在許用弓高誤差[ε]相同的情況下,本文算法相較于等參數步長法減少了20%的刀觸點個數,有較好的加工效率(見表1);相較于等弓高誤差步長法又有更小的實際弓高誤差值,有著更高的加工精度(見表1)。
產生這種情況的原因就是本文算法建立于等弓高誤差步長法的基礎之上,加入了實際弓高誤差校核,搜索調整每個刀觸點的位置,并且加入算法迭代精度,保證了實際弓高誤差在許用弓高誤差附近輕微幅度震蕩。
4 結語
本文針對傳統等弓高誤差法的不足,提出了一種精確弓高誤差校核計算的方法,并提出了一種一維線性搜索方法,在此基礎上實現了對后一刀觸點P(ti+1)點精確位置的調整。
針對相同曲面上的同一條刀具軌跡,本文的精確弓高誤差步長算法相較于等參數步長法與等弓高誤差步長法有如下優勢:
(1)相較于等參數步長法能夠自適應的生成刀觸點,在相同許用弓高誤差[ε]的條件下,有著更好的加工效率。
(2)相較于等弓高誤差步長法在保留自適應生成刀觸點的同時,能夠更好地控制實際弓高誤差數值,有著更高的加工精度。
