無心磨床加工金剛石復(fù)合片的工藝問題與對策
2021-05-07 01:34:58楊文濤
重型機(jī)械 2021年2期
楊文濤
(晶日金剛石復(fù)合材料有限公司,河北 三河 065201)
0 前言
金剛石是迄今為止發(fā)現(xiàn)并廣泛應(yīng)用的最硬材料,具有硬度高、耐磨性好等特點(diǎn),金剛石復(fù)合片是通過金剛石粉和硬質(zhì)合金基體在高溫高壓的合成條件下燒結(jié)而成的復(fù)合材料,近些年來金剛石復(fù)合片作為超硬材料,由于其具有硬度高、耐磨性好的特點(diǎn),在各個領(lǐng)域的應(yīng)用越來越廣泛,同時給它本身的磨削加工增加了許多難度,特別是近年來石油開采行業(yè)冷鑲工藝的擴(kuò)大應(yīng)用對復(fù)合片的外圓磨削精度提出了更高的要求。外圓磨削常用的磨削設(shè)備有外圓磨床和無心磨床等設(shè)備,由于復(fù)合片生產(chǎn)量猛增和金剛石砂輪技術(shù)的完善,各個廠家已經(jīng)幾乎全部由外圓磨床磨削轉(zhuǎn)移到無心磨床上磨削。
而實(shí)際生產(chǎn)中會出現(xiàn)各種磨削缺陷,如外圓尺寸超差、出現(xiàn)錐度、垂直度、圓柱度等形位公差超差和表面粗糙度值超差等問題。這些問題往往一時無法解決,要結(jié)合現(xiàn)場生產(chǎn)經(jīng)驗(yàn)和進(jìn)行理論分析,提出相應(yīng)的解決辦法,以供實(shí)操人員參考。
1 金剛石復(fù)合片的磨削性能特殊性
表1為幾種材料磨削加工技術(shù)性能指標(biāo)對比。
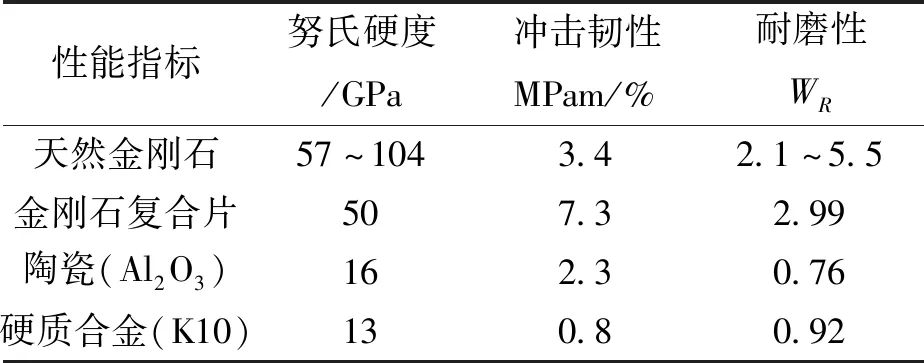
表1 幾種材料相關(guān)磨削技術(shù)性能比較
從表1中可以看出,金剛石復(fù)合片各項(xiàng)指標(biāo)都是僅次于天然金剛石。用金剛石砂輪進(jìn)行復(fù)合片磨削時,砂輪上的金剛石磨粒與復(fù)合片的物理作用實(shí)際上是兩種硬度、性質(zhì)相近的物質(zhì)之間的相互作用,與常規(guī)材料的磨削過程具有本質(zhì)差別,其磨削機(jī)理與工藝的特殊性對砂輪性能的選擇很關(guān)鍵。
由于樹脂結(jié)合劑的磨削時磨削力小,富有彈性但耐磨性較差,不能大進(jìn)刀磨削;金屬結(jié)合劑的剛性好,壽命長,但鋒利度差切不易出刃,產(chǎn)生的磨削熱對復(fù)合片內(nèi)部應(yīng)力損傷較大,也不能大進(jìn)刀磨削;陶瓷結(jié)合劑的剛性強(qiáng),耐熱性、耐腐蝕性好,不易堵塞和發(fā)熱,磨削效率高,適合大進(jìn)刀,綜合比較而言陶瓷結(jié)合劑的金剛石砂輪綜合性能最優(yōu)越。
2 金剛石復(fù)合片磨削的磨削機(jī)理
無心磨床磨削復(fù)合片全部都采用貫穿磨的磨削方式。根據(jù)復(fù)合片的直徑,依據(jù)表2選擇合適厚度和寬度的托板,然后根據(jù)設(shè)備操作規(guī)程要求進(jìn)行磨削前機(jī)床調(diào)整,調(diào)整前后導(dǎo)板和砂輪及導(dǎo)輪的相對位置保證復(fù)合片可以順利無阻從進(jìn)口到出口通過。本文數(shù)據(jù)全部以無錫機(jī)床廠MT1040A 無心磨為例說明。復(fù)合片外形為短圓柱狀或圓片狀,對于長徑比大于1的磨削時復(fù)合片能夠自由通過磨削區(qū);由于長徑比小于1的復(fù)合片重心高運(yùn)動不穩(wěn)定,很難自由通過磨削區(qū),必須使用特殊工裝防止復(fù)合片傾倒才能自由通過磨削區(qū),對于長徑比小于0.1的復(fù)合片不宜使用無心磨加工。
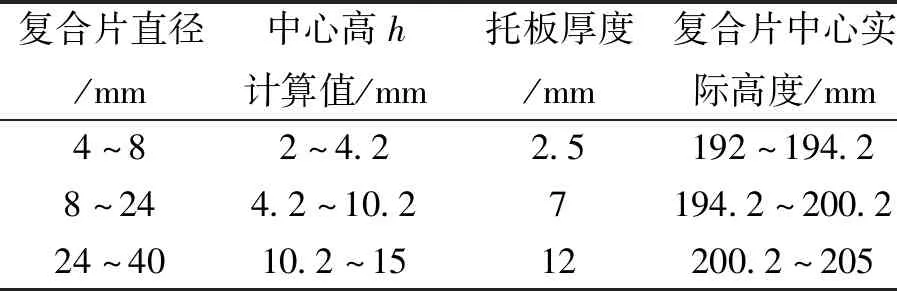
表2 砂輪回轉(zhuǎn)中心距基面距離190 mm時不同復(fù)合片中心高、托板選擇和調(diào)整參數(shù)
如圖1所示為工作原理,復(fù)合片在砂輪、導(dǎo)輪和托板的接觸點(diǎn)形成的圓內(nèi),砂輪固定通過如圖1導(dǎo)輪進(jìn)刀方向的移動,減小成圓面積,從而實(shí)現(xiàn)磨削余量的去除。復(fù)合片的運(yùn)動是如圖示各向力作用的結(jié)果。磨削時復(fù)合片主要受砂輪磨削產(chǎn)生的法相分力F1和切向分力F2,導(dǎo)輪帶動復(fù)合片轉(zhuǎn)動的法向分力F3和切向分力F4,以及由于沿導(dǎo)輪軸線的傾角形成的軸向分力F0,托板對復(fù)合片法向分力F5和阻礙復(fù)合片轉(zhuǎn)動的切向分力F6和自身重力G。各法向分力F1、F3、F5和重力G的平衡使復(fù)合片隨時和砂輪、導(dǎo)輪、托板同時接觸,切向分力F2、F4克服摩擦阻力F6在力和力矩作用下保證復(fù)合片在磨削區(qū)正常轉(zhuǎn)動,在導(dǎo)輪軸向分力F0作用下順利通過磨削區(qū)實(shí)現(xiàn)余量去除,軸向分力F0的產(chǎn)生比較復(fù)雜,是由F1、F2、F3、F4、F5、F6、G及它們對復(fù)合片產(chǎn)生的力矩作用的綜合結(jié)果,主要作用力是F3和F4在軸向?qū)?fù)合片產(chǎn)生的分力,在導(dǎo)輪轉(zhuǎn)速和進(jìn)刀量固定情況下,分力大小決定復(fù)合片運(yùn)動加速度變化大小,而分力隨α(α為導(dǎo)輪在垂直面的傾斜角)增大而增大,復(fù)合片通過磨削區(qū)的速度越快,時間越短。復(fù)合片外圓工序工藝安排為粗磨-半精磨-精磨三道工序。
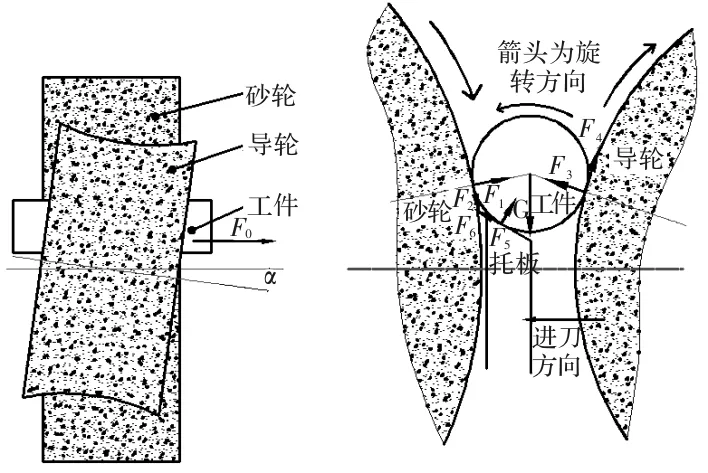
圖1 工作原理圖
復(fù)合片的金剛石層是金剛石顆粒以D-D鍵重新形成化學(xué)鍵,鍵能高,通過掃描電鏡分析表明,復(fù)合片金剛石層的去除主要是通過砂輪磨削時的磨粒沖擊的機(jī)械破碎的物理去除和瞬間摩擦產(chǎn)生局部高溫的金剛石碳化的化學(xué)去除兩種方式。復(fù)合片在磨削時進(jìn)刀量大,產(chǎn)生的熱量會導(dǎo)致接觸面瞬間積蓄較大的熱應(yīng)力,從而引起金剛石表層化學(xué)鍵的撕裂磨除,瞬間局部溫度能夠達(dá)到1 100 ℃以上,在冷卻不充分時會造成碳化燒傷。
以下使用同批1308復(fù)合片(規(guī)格Φ14 mm×9 mm,金剛石層厚度2.2 mm,最終尺寸Φ13.44 mm×8.0 mm)進(jìn)行磨削力數(shù)據(jù)測試,磨削過程中用測力儀Kistler測量磨削力,砂輪規(guī)格直徑Φ350 mm×125 mm(寬度)×10 mm(砂輪工作層厚度),水基磨削液冷卻。
在不同金剛石主粒度的砂輪、不同進(jìn)刀量條件下測量砂輪對復(fù)合片法向推力和切向磨削力的變化,分析法向推力和切向磨削力的變化趨勢。在砂輪和導(dǎo)輪轉(zhuǎn)速固定的前提下,金剛石砂輪磨削加工復(fù)合片時,隨著每次進(jìn)刀量的增加,砂輪的法向推力和切向磨削力均呈線性增大如圖2所示。當(dāng)進(jìn)刀量固定時隨著復(fù)合片在無心磨的磨削區(qū)通過時,由于去除余量由大到小是從磨削去除到外形直徑修整的過程,砂輪法向推力和切向磨削力又是呈線性減小的過程如圖3所示。不同金剛石主粒度不同進(jìn)刀量法向推力和切向磨削力的變化趨勢如圖2、圖4、圖5所示。
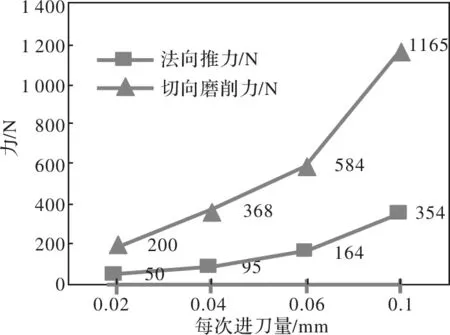
圖2 砂輪金剛石主粒度140~170目加大進(jìn)刀量
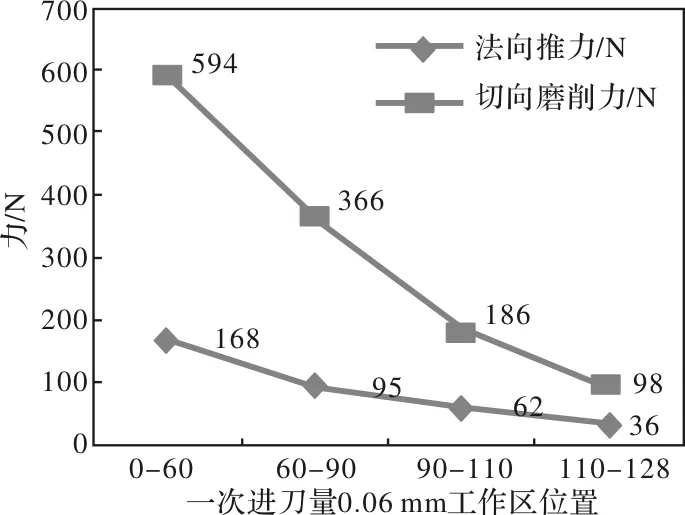
圖3 砂輪金剛石主粒度140~170目固定進(jìn)刀量0.06 mm/次
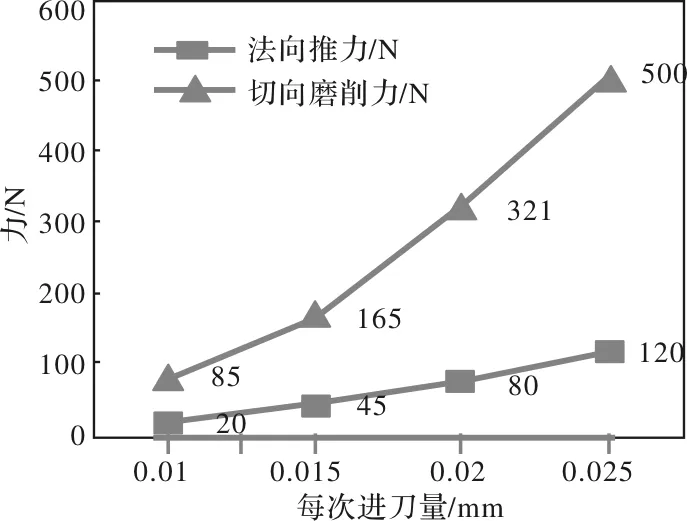
圖4 砂輪金剛石主粒度200~240目加大進(jìn)刀量
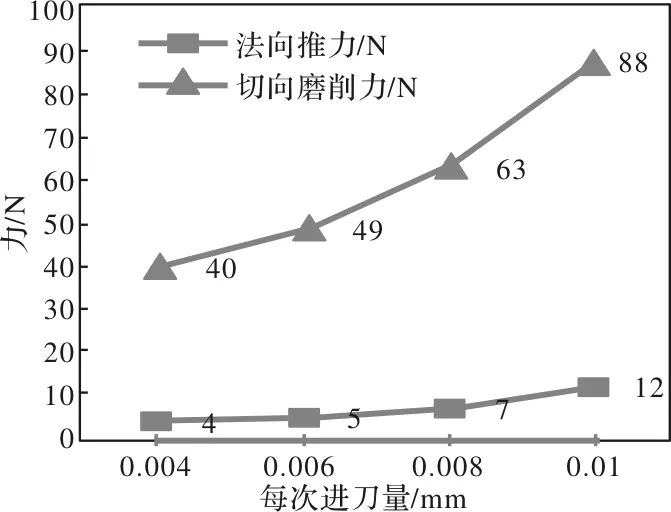
圖5 砂輪金剛石主粒度325~400加大進(jìn)刀量
在測試中得出同一主粒度的砂輪磨削時法向推力小于切向磨削力,進(jìn)刀量越大法向推力和切向磨削力越大,超過一定數(shù)值發(fā)生急劇變化;不同主粒度的砂輪同樣進(jìn)刀量時主粒度越細(xì)法向推力和切向磨削力越大。同一砂輪一個磨削過程中隨著磨削余量的逐漸減小法向推力和切向磨削力也逐漸減小。磨削過程就是切向磨削力的控制過程,不同工序主要控制進(jìn)刀量的過程。
3 粗磨過程中的缺陷及解決對策
3.1 粗磨工序要求及砂輪指標(biāo)要求
粗磨工序要求是磨削余量的大量去除,尺寸精度ΦD±0.03 mm,粗糙度Ra0.6 μm。磨削余量范圍在0.8~2.2 mm,一般開始磨削時每次進(jìn)刀量控制在0.1~0.3 mm之間,且對砂輪綜合性能要求很高。粗磨陶瓷結(jié)合劑砂輪的金剛石主粒度選擇140~170目,金剛石濃度控制在220%以上,抗彎強(qiáng)度80 MPa。這樣的砂輪金剛石把持力高,兼具鋒利和高壽命的特點(diǎn),既可以提高效率又能保證復(fù)合片外觀效果達(dá)到要求。本工序是磨削余量大量去除,砂輪消耗較大,砂輪鋒利度和壽命的最佳匹配是控制磨削成本和影響產(chǎn)品內(nèi)在質(zhì)量的關(guān)鍵工序。
3.2 粗磨時易產(chǎn)生的缺陷
粗磨時的大余量材料去除,對外形尺寸及形狀要求低,進(jìn)刀量較大,在粗磨時易出現(xiàn)磨削缺陷,同一批次尺寸分散性過大、劃傷、燒傷、出現(xiàn)錐度和外圓和端面的垂直度超差、直線度超差、圓度圓柱度不良、復(fù)合片跳動飛出等缺陷。
3.3 粗磨缺陷控制措施
在粗磨時缺陷出現(xiàn)的主要原因是設(shè)備調(diào)整不到位、選擇砂輪性能參數(shù)不合理和單次進(jìn)刀量大造成的。而設(shè)備調(diào)整包括中心高、導(dǎo)輪傾斜角、進(jìn)出口擋板位置不正確等。中心高的選擇可以參照表2和經(jīng)驗(yàn)公式
式中,γ為切向角度,推薦6~8°;DR為導(dǎo)輪直徑實(shí)際測量值,mm;DS為砂輪直徑實(shí)際測量值,mm;d為工件直徑實(shí)際測量值,mm。表2為導(dǎo)輪直徑250 mm、砂輪直徑350 mm時h的計(jì)算值范圍。實(shí)際中心高高于參考值容易使復(fù)合片磨削不穩(wěn)甚至在托板上跳動,直至飛出傷人;低于參考值圓度不好,呈橢圓或者棱圓,托板急劇磨損,合理的中心高能夠保證復(fù)合片磨削順暢和圓柱度等公差要求。導(dǎo)輪傾斜角α是產(chǎn)生復(fù)合片向前運(yùn)動直線速度變化的直接因素,參考值0~6°(靠近送料進(jìn)口高遠(yuǎn)端低),進(jìn)刀量和導(dǎo)輪轉(zhuǎn)速固定時,α角度越大復(fù)合片通過磨削區(qū)速度越快,復(fù)合片外觀越差;反之速度越慢,外觀越好。在進(jìn)刀量和導(dǎo)輪轉(zhuǎn)速固定情況下,當(dāng)α角度超過2.5°時,磨削時復(fù)合片由于法向分力F1、F3、F5和重力G的力平衡遭到破壞,∑F垂直>G(∑F垂直是F1、F3、F5在豎直方向分力合力),開始產(chǎn)生跳動,α越大跳到越劇烈,嚴(yán)重時會造成復(fù)合片從磨削區(qū)飛出,雖可以減小進(jìn)刀量和導(dǎo)輪轉(zhuǎn)速避免產(chǎn)生工件跳動,但這樣做的結(jié)果是影響磨削效率,根據(jù)粗磨工序要求,在滿足基本外觀磨削精度要求和兼顧磨削效率的同時,建議粗磨α最大取2.5°,基本能夠避免產(chǎn)生跳動又不影響磨削效率。導(dǎo)輪轉(zhuǎn)速根據(jù)復(fù)合片外徑尺寸大小調(diào)整范圍是60~100 r/min。前后導(dǎo)板是輔助復(fù)合片進(jìn)出磨削區(qū)的作用,特別是靠近導(dǎo)輪的前后導(dǎo)板和導(dǎo)輪外圓的相對位置的調(diào)整好壞直接影響復(fù)合片外圓直線度、垂直度、出現(xiàn)錐度以及劃傷缺陷的形成。
由于合成后的復(fù)合片外形是不規(guī)則的,對于粗磨要使用特殊夾具強(qiáng)制復(fù)合片正常通過磨削區(qū)不飛出,特別是長徑比小于0.5的復(fù)合片,由于容易傾倒,更要注意夾具間隙的調(diào)整能夠防止復(fù)合片不受控制飛出。特別是大的進(jìn)刀量,由于磨削力非常大,復(fù)合片運(yùn)動不好控制。長徑比越小的復(fù)合片磨削時更要降低導(dǎo)輪速度、進(jìn)刀量及使用特殊夾具,夾具的制作要根據(jù)復(fù)合片大小制作,復(fù)合片上部前后間隙過小影響復(fù)合片正常旋轉(zhuǎn),間隙過大復(fù)合片容易飛出起不到壓料作用。夾具上部和前后與復(fù)合片間隙量要控制在0.5±0.1 mm較好,既能夠保證復(fù)合片正常旋轉(zhuǎn)通過又能避免傾倒。
對于長徑比小于0.3的復(fù)合片磨削,每次進(jìn)刀量不能超過0.06 mm,一旦出現(xiàn)垂直度超差時不能再進(jìn)刀,要保證夾具拖動方向和托板平行,在工作區(qū)內(nèi)強(qiáng)制前后拖動,在砂輪磨削區(qū)內(nèi)強(qiáng)制復(fù)合片拖動方向和托板平行,保證復(fù)合片端面和外圓的垂直度,將因復(fù)合片傾斜造成的橢圓狀而多余的部分逐漸去除成圓,直到前后拖動時沒有磨削聲音,再小量進(jìn)刀,直到糾正好再正常加工。
4 半精磨過程中的缺陷及解決對策
4.1 半精磨工序要求及砂輪指標(biāo)要求
半精磨工序最關(guān)鍵,目的是整形、保證尺寸精度、直線度、外形圓度、圓柱度和一定的粗糙度精度,要求尺寸精度ΦD±0.015 mm,粗糙度Ra0.1 μm。半精磨時要求復(fù)合片的磨削余量為0.1~0.2 mm,陶瓷結(jié)合劑的砂輪金剛石主粒度控制在200~240 目,金剛石濃度控制在210%左右,抗彎強(qiáng)度80 MPa,鋒利度要好。
4.2 半精磨時易產(chǎn)生的缺陷
半精磨工序磨削余量比較小,一般在0.2~0.3 mm,每次進(jìn)刀量不超過0.02 mm,易出現(xiàn)粗磨時的不明顯缺陷和一些因工序要求高的特殊缺陷,如:外圓斑塊、表面振紋、軸向及徑向亮線等外觀缺陷。
4.3 半精磨磨削缺陷控制措施
半精磨工序剩余磨削余量不大,每次進(jìn)刀量0.005~0.02 mm,在遵從設(shè)備正確調(diào)整磨削中心高和導(dǎo)板正確進(jìn)出口位置調(diào)整的前提下,導(dǎo)輪傾斜角α一般不超過粗磨導(dǎo)輪傾斜角角度,一般建議選2°,太小也影響效率,導(dǎo)輪轉(zhuǎn)速低于粗磨,根據(jù)復(fù)合片外徑尺寸大小調(diào)整范圍是30~60 r/min。特別要強(qiáng)調(diào)振動問題是本工序缺陷產(chǎn)生的根本原因,包括機(jī)床系統(tǒng)振動、砂輪動平衡差產(chǎn)生的離心力及因托板強(qiáng)度差產(chǎn)生的振動;還有砂輪、導(dǎo)輪修整圓度不夠磨削復(fù)合片外圓圓度不夠造成精磨時無法順利進(jìn)行的不易發(fā)現(xiàn)的外觀真圓度缺陷。本工序要求機(jī)床砂輪和導(dǎo)輪主軸回轉(zhuǎn)精度高(空載跳動<0.005 mm),安裝地基穩(wěn)固有減振槽,傳動皮帶松緊一致,砂輪在修整、平衡后,用改裝在線測量基恩士LJ-X8400型3D線激光測量儀測量徑向跳動誤差小于0.013 mm,圓度誤差小于0.012 mm,用杭州集智機(jī)電股份有限公司H3/30型動平衡儀測試砂輪動平衡不平衡量小于5 g范圍,能夠保證達(dá)到設(shè)備正常磨削要求,導(dǎo)輪不做動平衡,但必須要保證各同一截圓修圓,否則容易因?yàn)閷?dǎo)輪圓度不夠產(chǎn)生斑塊、振紋及圓度超差。其次,磨削液太臟也是重要影響因素,多增加一道以上冷卻液過濾系統(tǒng)可以防止磨削液太臟而出現(xiàn)斑塊缺陷。而螺旋紋造成原因是托板磨損不平,有微小高點(diǎn),需要更換新的托板。第三,如果導(dǎo)輪傳動機(jī)構(gòu)精度不好,轉(zhuǎn)動不平穩(wěn)出現(xiàn)瞬間頓挫,易造成軸向亮線影響圓度公差,就需要專業(yè)人員維修導(dǎo)輪傳動機(jī)構(gòu)。第四,磨削中要及時用400目砂條清理砂輪表面因金剛石顆粒磨鈍而堵塞的磨屑,及時保證砂輪金剛石顆粒能夠隨時出刃。
5 精磨過程中的缺陷及解決對策
5.1 精磨工序要求及砂輪指標(biāo)要求
精磨工序總的磨削剩余量在0.005~0.012 mm,要求保證外觀粗糙度及光亮度,要求尺寸精度ΦD±0.007 mm,粗糙度小于Ra0.03 μm。每次進(jìn)刀量0.002~0.005 mm,陶瓷結(jié)合劑的砂輪金剛石主粒度控制在325~400目,金剛石濃度控制在210%左右,抗彎強(qiáng)度60 MPa。
5.2 精磨時易產(chǎn)生的缺陷
精磨是復(fù)合片外圓磨削工序中的最后一道工序,外形尺寸精度已經(jīng)由半精磨保證,基本上屬于無余量磨削,重點(diǎn)就是保證外觀粗糙度達(dá)到客戶要求。主要磨削缺陷就是保證外觀粗糙度的外圓斑塊、表面振紋、軸向及徑向亮線等外觀缺陷。
5.3 精磨缺陷控制措施
此工序幾乎沒有磨削剩余量去除,因此操作更要謹(jǐn)慎,重點(diǎn)就是保證設(shè)備調(diào)整及砂輪工作狀態(tài)是否達(dá)到使用要求(振動、平衡好壞、砂輪磨塊硬度均勻性是否基本一致等),砂輪、導(dǎo)輪更要修圓,輪廓修整精度高于半精磨砂輪的修整和動平衡要求,導(dǎo)輪輪廓修整精度要求也要高于半精磨,砂輪在修整、平衡后,徑向跳動誤差小于0.01 mm,圓度誤差小于0.008 mm,砂輪動平衡不平衡量小于3 g范圍。導(dǎo)輪傾斜角α小于半精磨角度選1.5~2°。導(dǎo)輪轉(zhuǎn)速低于半精磨,根據(jù)復(fù)合片外徑尺寸大小調(diào)整范圍是20~30 r/min。
砂輪用軟鋼棒修圓后還要用復(fù)合片廢料將剛修整出刃的砂輪表面的金剛石顆粒鋒刃磨鈍,保證不能露出顆粒尖刃,否則雖然光潔度達(dá)到要求但影響復(fù)合片外圓表面的亮度。精磨工序磨削剩余量0.01 mm左右,且一般要求不圓度小于0.005 mm。由于半精磨時復(fù)合片磨削有公差范圍要求,所以實(shí)際尺寸范圍有大有小,精磨時要讓大尺寸的先進(jìn)行磨削,再根據(jù)尺寸差值微小進(jìn)刀,保證每次磨削量控制不超過0.006 mm。如果進(jìn)刀量大了會由于復(fù)合片磨削層硬度高于砂輪硬度和砂輪鋒利度不夠而出現(xiàn)明顯的擠壓效果,這樣雖然表面很亮,但粗糙度卻達(dá)不到要求,而影響復(fù)合片表面最終磨削質(zhì)量。另外,冷卻液太臟,有大顆粒磨料被磨削液再次帶入磨削區(qū),重新參與磨削及金剛石磨粒在復(fù)合片表面和砂輪表面之間產(chǎn)生滾動研磨作用而出現(xiàn)斑塊。軸向亮線缺陷的原因?yàn)閷?dǎo)輪轉(zhuǎn)速較低,傳動系統(tǒng)不好,使復(fù)合片轉(zhuǎn)動過程中產(chǎn)生微小瞬間停頓,解決措施是需要專業(yè)維修人員維修導(dǎo)輪傳動機(jī)構(gòu),提高導(dǎo)輪傳動系統(tǒng)的回轉(zhuǎn)精度。
經(jīng)過三道工序,復(fù)合片尺寸公差精度能夠達(dá)到±0.0035 mm,粗糙度能夠達(dá)到Ra0.025 μm以下,能夠滿足復(fù)合片尺寸精度和外觀光潔度的要求。
6 結(jié)論
(1)針對金剛石復(fù)合片的無心磨磨削,設(shè)備調(diào)整非常關(guān)鍵,包括導(dǎo)板選擇(在滿足基本厚度要求前提下盡量選擇厚些的剛性好、強(qiáng)度高、不易發(fā)生振動)、中心高確定、砂輪選擇和砂輪導(dǎo)輪的平衡及正確修整、磨削液的正確選擇和使用等,前期準(zhǔn)備工作做好才能正常開始工作。
(2)粗磨中缺陷直接影響后續(xù)工序,進(jìn)刀量大小直接影響磨削精度,間接影響復(fù)合片的內(nèi)在質(zhì)量,砂輪要求結(jié)合劑把持力要好,磨粒強(qiáng)度高品級好,砂輪出刃后鋒利度好;半精磨中缺陷產(chǎn)生重點(diǎn)原因是磨削系統(tǒng)中各種振動控制和砂輪及導(dǎo)輪修整狀態(tài),砂輪既要鋒利又要性能均勻一致;精磨缺陷的主要原因是各種振動控制和砂輪及導(dǎo)輪修整狀態(tài)和砂輪修整后不能完全出刃。從粗磨、半精磨到精磨中心高在合理范圍內(nèi)可以逐漸降低少許,合理調(diào)整中心高能避免常規(guī)缺陷的產(chǎn)生。
(3)對于長徑比小于0.5的復(fù)合片磨削要盡量使用輔助工裝防止傾倒。
(4)磨削中控制振動和砂輪的動平衡是減少各類缺陷產(chǎn)生的必要措施,尤其在半精磨和精磨工序中尤為重要。砂輪和導(dǎo)輪的輪廓修整圓度和徑向跳動直接影響最后復(fù)合片磨削的尺寸精度及形狀精度和粗糙度。
