精整機組中剖帶鋼單卷取工藝及其控制方法
2021-05-07 01:34:46孫亞波張康武任玉成陳聲鶴
重型機械 2021年2期
孫亞波,張康武,任玉成,劉 軍,陳聲鶴
(1.中國重型機械研究院股份公司,陜西 西安 710032;2. 鞍鋼股份有限公司,遼寧 鞍山 114021;3. 鞍鋼集團北京研究院有限公司,北京 102209;4. 寶山鋼鐵股份有限公司,上海 201900)
0 前言
經冷軋機組軋制后的帶鋼,必須經過精整處理加工,才能得到高質量的合格產品。精整機組主要進行剖分、拉矯、重卷、切邊、表面檢查、涂油等工序。
精整機組的剖分功能解決了寬幅機組生產窄幅帶鋼的問題,寬幅帶鋼經剖分后,兩條的窄帶鋼并行向前運行,由于帶鋼板形、殘余內應力的釋放、轉向輥加工精度及設備安裝精度等各種錯綜復雜的因素,其運行狀態不穩定,有在寬度方向相向運行(相互靠攏)的趨勢,導致帶鋼產生刮蹭,無法正常生產。因此,現有的精整機組[1-12]中剖帶鋼生產一般為雙卷取機雙卷取方式,解決了并行帶鋼相向靠攏剮蹭的問題,但是設備投資多,占地面積大,能耗也高。
本文在大量研究的基礎上[13-29],深入分析了剖分后并行帶鋼運行機理,提出了中剖帶鋼單卷取工藝及其控制方法,有效解決了現有的精整機組中剖帶鋼雙卷取機雙卷取生產方式帶來的設備投資多、占地面積大、能耗高的問題。
1 弧度連續可調分離輥分離能力計算
本文在調研借鑒輕工造紙行業引紙展平輥——弧形輥的基礎上,創造性的將弧形輥加以改進,應用在帶鋼精整剖分生產中并取得了成功。經過分析,剖分后并行運行帶鋼的分離程度與帶鋼張力、分離輥彎曲弧度、分離輥輥徑、帶鋼在分離輥上的包角等因素有關。
分離輥的分離能力是假定帶鋼在弧形輥面上沒有相對滑動的條件下,帶鋼從進入輥面到脫離輥面的過程中,并行運行的帶鋼在寬度方向上能夠向外側移動的最大距離。

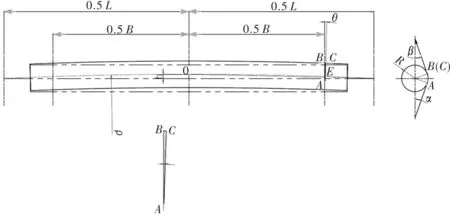
圖1 分離輥工作示意圖

(1)
式中,θ為帶鋼邊緣與輥身弧面線接觸的切線方向與帶鋼運行方向所成的夾角。
從式(1)可以看出,分離輥的分離能力與輥身半徑R、軸線曲率半徑ρ及帶鋼進入和脫離分離輥時的角度α與β有關。
由于分離輥軸線曲率半徑很大,θ可由式(2)表示。
(2)
式中,B為帶鋼寬度。
分離輥軸線中點撓度為
(3)
如圖2所示,分離輥的前后轉向輥的位置固定。1#輥是前轉向輥,2#輥是分離輥,3#輥是后轉向輥,則
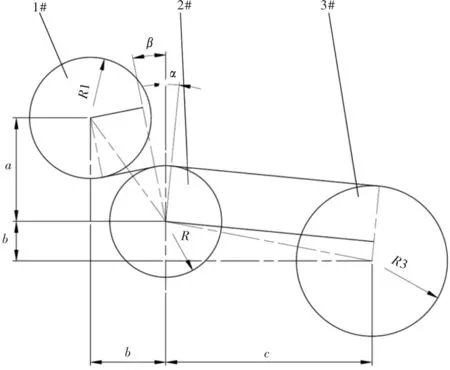
圖2 帶鋼在分離輥上包角示意圖
(4)
(5)
將式(2)~(5)代入式(1)得到
(6)
則兩條中剖帶鋼之間的間隙G為
(7)
式(7)逆向運算得到對應間隙 的分離輥軸線曲率半徑ρ為
ρ=f(G)
(8)
采用電機通過減速裝置驅動分離輥軸線擺動,改變軸線曲率半徑ρ,實現分離輥弧度連續可調,從而改變兩條帶鋼之間間隙G。
2 中剖帶鋼單卷取工藝
新開發了中剖帶鋼單卷取工藝流程如圖3所示,中剖帶鋼單卷取生產時,帶鋼24運行路線為:開卷機4→開頭機5上輥(上開卷時)或者開頭機5下輥(下開卷時)→糾偏入口轉向輥10→糾偏輥11→糾偏出口轉向輥12→糾偏檢測裝置13→剖分切邊圓盤剪14→第一分離輥15→張力輥第一轉向輥16→張力輥第二轉向輥17→取樣導板臺20→第二分離輥21→帶鋼間隙檢測系統22→出口轉向輥23→卷取機25。
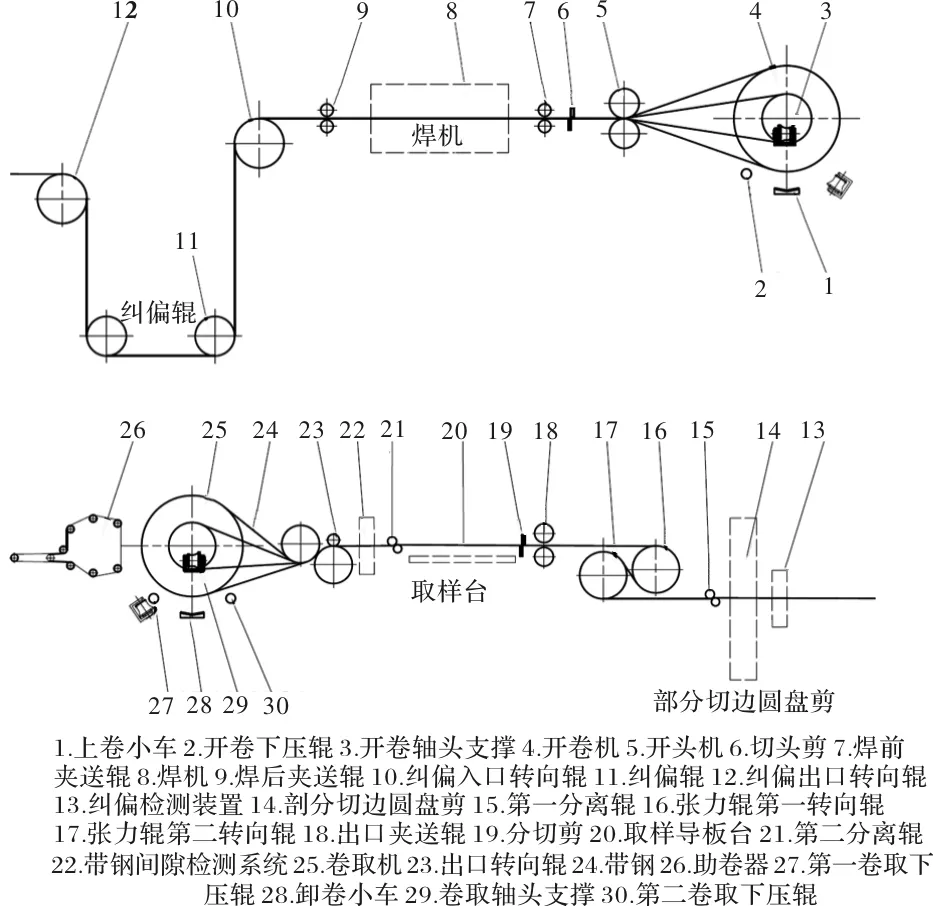
圖3 精整機組中剖帶鋼單卷取工藝設備布置圖
焊前夾送輥7、焊后夾送輥9、出口夾送輥18、出口轉向輥23的上輥在機組聯動生產時退出;分切剪自動分切時,出口夾送輥18投入;自動收尾時,出口轉向輥23的上輥投入;甩尾生產時,焊前夾送輥7、焊后夾送輥9投入。
中剖帶鋼單卷取工藝流程如圖4所示。
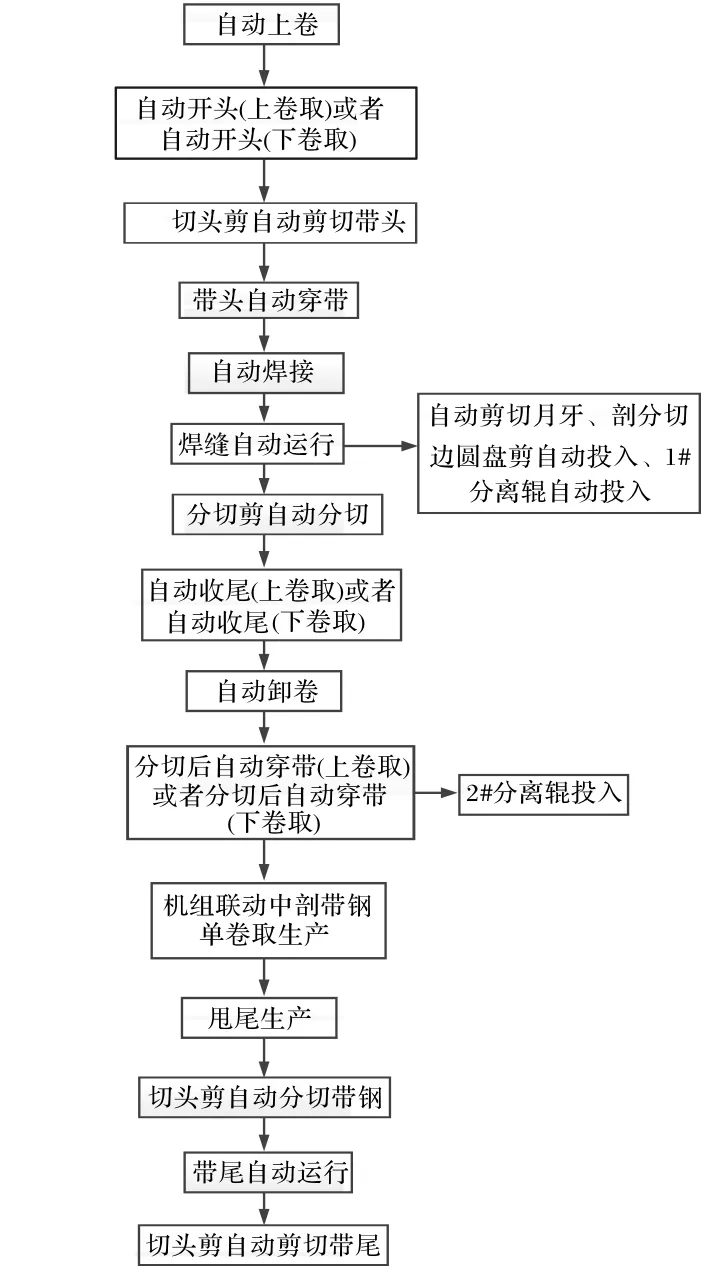
圖4 精整機組中剖帶鋼單卷取工藝流程圖
(1)自動上卷。上卷小車1將鋼卷上卷到開卷機4的卷筒上,開卷軸頭支撐3投入,支撐開卷機4的卷筒。
(2)自動開頭(上卷取)或者自動開頭(下卷取)。開卷機4與開頭機5配合實現自動開頭(上卷取),將帶頭送到切頭剪6;或者,開卷機4、開卷下壓輥2與開頭機5配合實現自動開頭(下卷取),將帶頭送到切頭剪6。
(3)切頭剪自動剪切帶頭。開卷機4、開頭機5與切頭剪6配合實現剪切廢帶頭。
(4)帶頭自動穿帶。開卷機4、開頭機5與焊前夾送輥7配合實現帶頭自動穿帶,將帶頭送到焊機8入口,同時,開頭機5的墊塊投入,等待焊接。
(5)自動焊接。焊機8將上一卷帶尾與新卷帶頭自動焊接。
(6)焊縫自動運行。焊前夾送輥7與焊后夾送輥9退出,從開卷機4到卷取機25聯動運行,實現焊縫自動運行。并完成自動剪切月牙、剖分切邊圓盤剪14自動投入、第一分離輥15自動投入、最終將焊縫準確停止在分切剪19入口。
(7)分切剪自動分切。出口夾送輥18自動投入,分切剪19分切帶鋼,并完成自動取樣、自動切廢。
(8)自動收尾(上卷取)或者自動收尾(下卷取)。出口轉向輥23、卷取機25、第一卷取下壓輥27、卷取軸頭支撐29配合完成自動收尾(上卷取);或者,出口轉向輥23、卷取機25、卷取軸頭支撐29、第二卷取下壓輥30配合完成自動收尾(下卷取)。
(9)自動卸卷。卷取機25、卷取軸頭支撐29、卸卷小車28配合完成自動卸卷。
(10)分切后自動穿帶。從開卷機4到出口夾送輥18,配合出口轉向輥23、第二分離輥21、卷取機25、助卷器26、卷取軸頭支撐29實現分切后自動穿帶(上卷取)或者分切后自動穿帶(下卷取),帶頭到達出口轉向輥23后,第二分離輥21自動投入。
(11)機組聯動中剖帶鋼單卷取生產。出口夾送輥18、出口轉向輥23的上壓輥退出,機組聯動運行。
(12)甩尾生產。開卷機4上的鋼卷外徑小到一定值時,機組進入聯動甩尾生產,運行速度下降到穿帶速度,直到帶尾脫離開卷機4,機組停機,甩尾完成。
(13)切頭剪自動分切帶鋼。切頭剪6分切帶鋼。
(14)帶尾自動運行。焊前夾送輥7到卷取機25一起局部聯動,將帶尾自動停止到焊機8出口,等待與下一卷帶頭焊接。
(15)切頭剪自動剪切帶尾。開頭機5、切頭剪6配合剪切廢帶尾。
(16)轉到步驟(1),循環生產。
3 中剖帶鋼單卷取控制方法
中剖帶鋼在卷取生產時,剖分切邊圓盤剪將帶鋼中剖切分成兩條帶鋼,第一分離輥和第二分離輥使兩條帶鋼沿輥面分離,帶鋼間隙檢測系統能夠實時檢測兩條帶鋼之間的間隙值,通過調節第一分離輥和第二分離輥的軸線曲率半徑可以調節兩條帶鋼之間的間隙值,使帶鋼間隙檢測系統實時檢測到的兩條帶鋼之間的間隙值恒定,從而使進入卷取機的兩條帶鋼之間的間隙恒定,以保證卷取到卷取機上兩個鋼卷卷形合格。
中剖帶鋼單卷取控制方法步驟如圖5所示。
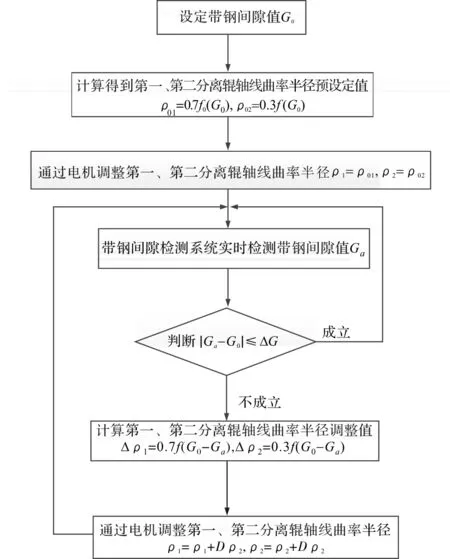
圖5 精整機組中剖帶鋼單卷取控制流程圖
步驟1。設定帶鋼間隙值G0;
步驟2。計算得到第一分離輥、第二分離輥的軸線曲率半徑預設定值ρ01=0.7f(G0),ρ02=0.3f(G0);
步驟3。通過電機調整第一分離輥、第二分離輥的軸線曲率半徑ρ1=ρ01,ρ2=ρ02;
步驟4。機組聯動運行,帶鋼間隙檢測系統實時檢測帶鋼間隙值Ga;
步驟5。判斷|Ga-G0|≤ΔG是否成立,成立,轉到步驟4,不成立,轉到步驟6;
步驟6。計算得到第一分離輥、第二分離輥的軸線半徑調整值,Δρ1=0.7f(G0-Ga),Δρ2=0.3f(G0-Ga);通過電機調整第一分離輥、第二分離輥的軸線曲率半徑ρ1=ρ1+Δρ1,ρ2=ρ2+Δρ2,轉到步驟4。
帶鋼精整機組中剖帶鋼單卷取控制方法,以帶鋼間隙檢測系統實時檢測帶鋼間隙值恒定為原則,實現了分離輥的軸線曲率半徑預設定控制及閉環控制,實現帶鋼中剖生產。
4 結束語
某汽車板剖分重卷檢查機組采用了本文所提出的帶鋼精整機組中剖帶鋼單卷取工藝及其控制方法。投產后,產量為31萬噸/年,帶鋼規格為:寬度B=900~1880 mm,厚度h=0.4~2.5 mm,最大運行速度vmax=400 m/min,運行穩定,產品質量合格。減少了設備投資,減少了占地面積,提高了生產效率,降低了能耗。因此,該中剖帶鋼單卷取工藝及其控制方法,能有效解決現有的精整機組中剖帶鋼雙卷取機雙卷取生產方式設備投資多、占地面積大、能耗高的問題。
