汽車覆蓋件沖壓模具驗收過程問題點淺析
2021-05-03 13:36:38張玲玲程阿苗王濤袁奎吳易明詹卓王星
模具制造 2021年3期
關鍵詞:案例
張玲玲,程阿苗,王濤,袁奎,吳易明,詹卓,王星
(陜西黃河工模具有限公司,陜西西安710043)
1 引言
近年來,隨著社會的發展,以及人民對幸福生活的向往,消費市場迎來的大的機遇和挑戰,尤其汽車市場,更是一片紅海。整車廠對汽車零部件的要求越來越高,從而也直接影響到汽車模具的制造。模具的制造迎來了前所未有的挑戰,面對各種高強度板的出現,以及越來越高的制件質量要求,模具制造必須要達到高要求、高效率、高質量。
2 模具驗收
一輛高質量的汽車是由千千萬萬的零部件組成的,每個零部件的質量最終都會影響到整車的質量。汽車覆蓋件作為整車的重要組成部分,對汽車的靜態感知質量及功能匹配具有重要影響[1]。而汽車覆蓋件的質量水準由模具的質量把控,所以模具的重要性不言而喻。
模具的質量由各個階段決定,但是最終都會在驗收中得到體現,一副模具制造的水平怎么樣,驗收時打開看一看就一覽無余,高水平的驗收人員通過對模具的現場觀察,就能看出一家模具制造廠家的水平。
模具的驗收分為動檢和靜檢。動檢就是在壓機上進行試生產,通過對生產過程的檢驗進行驗收。靜檢就是把模具各個部件拆解開,對具體細節的驗收過程。
3 問題點分析
模具的驗收過程總會出現各種狀況,暴露出模具各個方面的問題。驗收問題點主要體現在以下幾個方面:設計階段、加工階段、裝配與調試階段、其它。下面具體分析。
3.1 設計階段
模具的整個生產流程中,設計是龍頭。一副模具設計的水平直接影響到后續的各個階段。所以設計階段的模具問題一定是整個驗收過程中的重點,必須從源頭遏制。
(1)鑲塊拼縫未做5°角。
鑲塊安裝為了穩定可靠,設計中常規都會互相錯開和做5°斜角拼縫。圖1所示是未做斜角的鑲塊,圖2所示是做斜角處理后的鑲塊。
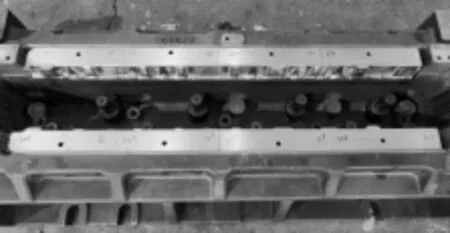
圖1 鑲塊無斜角案例
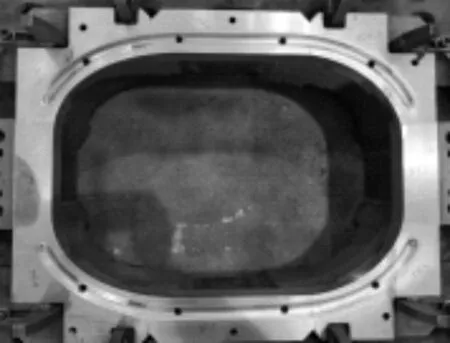
圖2 鑲塊有斜角案例
(2)多重約束。
鑲塊布置中,約束不能太多,會增加鉗工安裝的困難,而且由于加工精度的限制,總會有一個約束是假的。如圖3所示,鑲塊既有背靠,又有底部十字鍵,還有銷孔定位,這顯然是不合理的。

圖3 多重約束案例
(3)凸模無底鍵或背靠。
凸模,尤其拉伸模的大凸模在設計中,一定要有背靠或者底鍵,來保證它的位置。銷釘只能用來定位,在受力上它是不行的。圖4所示的凸模即是缺失底鍵或背靠的典型案例。

圖4 凸模無背靠案例
(4)定位有誤。
模具上的定位是限制零件的位置的,但是圖5所示的定位卻設置在側面,且只有一處定位,在實際生產中形同虛設。
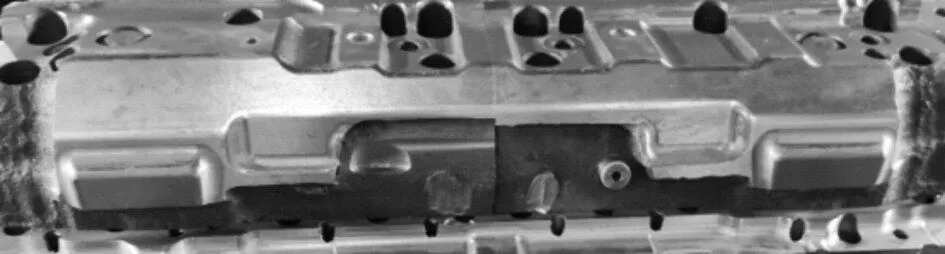
圖5 定位錯誤案例
(5)鑲塊無銷釘。
鑲塊安裝必須有螺釘和銷釘共同配合,只有螺釘的鑲塊生產中容易竄動,尤其在修沖類模具中,不僅會影響制件的質量,而且會造成很大的安全隱患。圖6所示即是修沖模具壓料芯鑲塊無銷釘的案例。

圖6 鑲塊無銷釘案例
(6)擋鍵背靠低。
模具設計中,擋鍵背靠須達到擋鍵3/4高度以上,以保證強度。圖7所示中擋鍵的背靠高度甚至達不到擋鍵高度的1/4,這是典型的低級錯誤。
(7)擋鍵低。
與第(6)點問題比較相似,擋鍵低也是常見的問題點,一般擋鍵的高度要達到鑲塊高度2/3以上,這才能體現出擋鍵的作用,作為鑲塊的背靠支撐及方向的調整,擋鍵安裝必須達到它的要求。圖8所示是擋鍵低的案例。

圖7 擋鍵背靠低案例

圖8 擋鍵低案例
3.2 加工階段
模具的加工階段是對精度的保證,是對后期研配的支撐,加工階段的問題點一般主要有兩類:加工錯誤及加工不到位。
(1)加工錯誤。
加工錯誤是常見的現象,比如扎刀,如圖9所示。或者其他的對刀錯誤引起的等問題點,以及純粹的孔面加工錯誤,圖10所示即是銷孔加工錯誤案例,銷孔位置加工錯位,導致模具安裝的停滯,引起后續修正該錯誤的的一系列成本增加,包括堵孔,重加工以及鉗工工作量的增加等。

圖9 型面扎刀案例
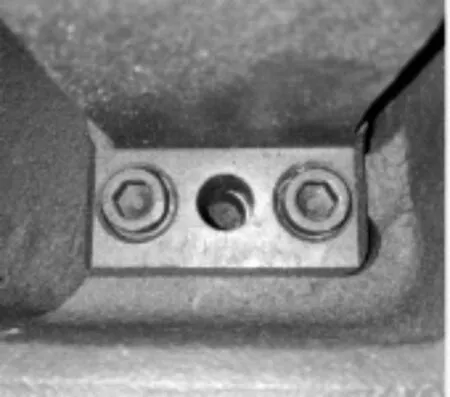
圖10 銷釘底孔加工錯誤案例
(2)加工不到位。
主要體現在以下方面:
a.鑲塊型面缺失。
鑲塊型面的缺失,對制件的質量有嚴重影響,尤其成型類模具,如圖11所示。

圖11 型面缺失案例
b.修沖類模具的刃口過厚,讓位加工不足。
刃口過厚容易引起積料,進而影響刃口的強度,積料過多會引起憋炸刃口等事故,圖12所示即是刃口過厚的現象,引起大量的積料。

圖12 修邊刃口過厚積料案例
c.修沖類模具漏料孔有臺階。
修沖類模具常見積料及漏料不暢現象就是因為加工階段漏料孔錯位所致,漏料孔從凹模套到模架是一級一級增大,有臺階肯定是加工錯誤,這是不允許的,尤其在現在普遍的自動化生產線上,因為有臺階引起積料是會出大事故的,制件損傷,甚至模具憋壞都是可能發生的,案例如圖13所示。

圖13 漏料孔有臺階案例
3.3 裝配與調試階段
模具的裝配和調試,既是對設計階段和加工階段的檢驗,也是一副完整模具生產出來的最后步驟。這一階段的問題點主要體現在鉗工手里,問題點的多少也是由鉗工的技術水平決定。
主要問題點如下:
(1)拉毛。
拉毛現象有兩種,鑲塊之間的拉毛、導板和導滑面之間的拉毛。鑲塊之間拉毛的發生多是因為鑲塊硬度低,解決辦法就是淬火或TD。導板和導滑面之間拉毛是由于間隙不均勻所致,解決辦法就是調整間隙。導板拉毛現象案例如圖14所示。

圖14 導板拉毛案例
(2)部件損壞。
調試與裝配過程中,難免引起部分部件的損壞,比如螺釘斷裂、彈簧失效等。但是損壞后必須及時更換,切不可隱瞞強行安裝,這是具有極大安全隱患的。圖15所示是一嚴重部件損壞現場,斜楔開裂。
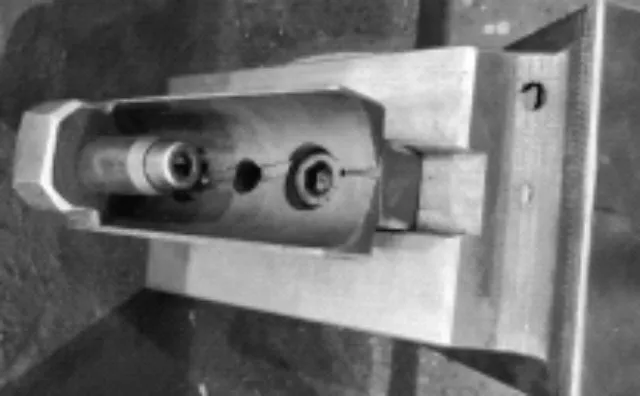
圖15 斜楔損壞案例
(3)零部件未安裝。
裝配過程中鉗工為了簡便,常見模具部分零部件未安裝的現象,如螺釘、銷釘、底鍵安裝不全等(見圖16)。有些雖然一時不會引起大的事故,但是長久使用對模具的損傷是無形且持久的,減少了模具的壽命。

圖16 螺釘安裝不全案例
(4)上模銷釘、墊片未防脫。
為了防止模具運行中銷釘脫落引起事故,模具上模銷釘必須進行防脫處理,常見處理方式是安裝堵頭,也可用壓片進行防脫,如圖17所示。
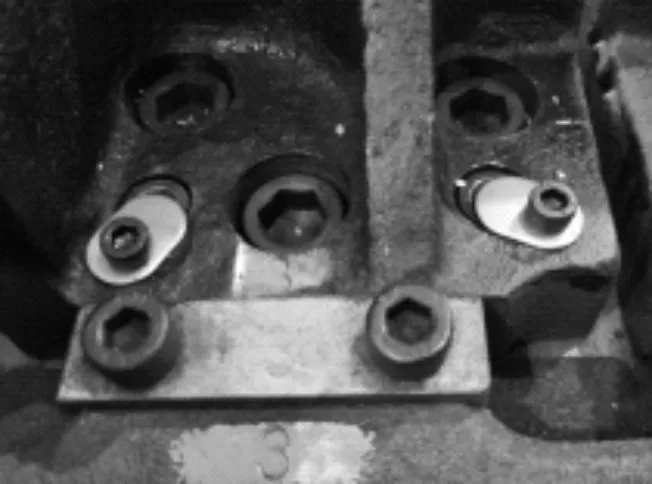
圖17 上模銷釘防脫案例
模具調試過程中,鑲塊的調整經常需要在靠山面加墊片,如果是上模的鑲塊,為了安全起見,就必須防脫,防脫處理方式可以是做L形墊片,將墊片用螺釘固定在模架上。圖18所示是上模鑲塊墊片未防脫案例。

圖18 上模鑲塊墊片未防脫案例
(5)凸模崩刃、凸模帶磁。
在沖壓件生產過程中,主要影響生產直通率的問題就是高點、凹坑[2]。而沖孔過程中帶起的鐵屑就是引起此問題的一大原因。修沖類模具驗收過程中常見凸模崩刃現象,多是由于間隙不均,或對刀口時不慎引起,需及時處理,否則會引起制件毛刺大、塌角等現象。圖19所示為刃口崩刃現象。

圖19 凸模崩刃案例
凸模帶磁是鋼板模常見現象,但是鑄件模也有,凸模帶磁容易積攢鐵屑,引起凸模損壞等現象,凸模帶磁時需及時消磁。圖20所示為凸模帶磁案例。

圖20 凸模帶磁案例
(6)鑲塊拼縫大。
模具鑲塊拼縫大不僅會引起制件的損傷,也會導致鑲塊間靠不實引起鑲塊松動錯位。需根據數模墊實鑲塊,一般拼縫不能大于0.1mm。圖21所示是鑲塊拼縫過大的現象。

圖21 鑲塊拼縫過大案例
(7)廢料板小于廢料。
驗收過程中還會遇到一些低級錯誤,如廢料盒或廢料板小于廢料片,如圖22所示。

圖22 廢料滑板小于廢料案例
3.4 其它
模具驗收中還會遇到一些其他的問題點,比如鑄造、熱處理等過程中的問題,如下所述。
(1)鑄造缺陷。
模具鑄造過程常見問題就是砂眼,嚴重的會影響模具強度,甚至制件質量。圖23為鑄造砂眼現象。還有一種是鑄造錯誤,這個問題在白模驗收中一般可以發現并處理,但是還有部分遺漏,鑄造錯誤就包括個別筋單薄,引起質量隱患,如圖24所示。

圖23 鑄件砂眼案例

圖24 鑄件個別筋單薄案例
(2)焊接缺陷。
模具的整改中,焊接是重要的手段,但是焊接需要平整均勻,且焊接后表面要處理符型美觀,圖25所示即是焊接不規范的典型,這種模具即使壓出來的制件合格也是通不過驗收的。
(3)模具開裂。
模具開裂不常見,但是發生了就是致命的,會引起模具的直接報廢。圖26所示為模具鑲塊開裂的案例,此種現象沒有其他解決辦法,唯有更換新鑲塊。

圖25 焊接不規范案例

圖26 鑲塊開裂案例
4 結束語
模具驗收是模具制造的重要環節,直接關系到后續的批量生產,是整車質量的前期保證。本文通過對驗收模具問題點的總結分析,希望能對模具設計及驗收人員提供參考,大家共同進步,在模具的設計制造過程中盡量避免一些問題點的發生,達到降本節能的目標。
猜你喜歡
幼兒100(2023年36期)2023-10-23 11:41:48
家庭影院技術(2021年2期)2021-03-29 07:18:58
家庭影院技術(2021年2期)2021-03-29 07:18:56
少先隊活動(2021年2期)2021-03-29 05:40:48
家庭影院技術(2021年1期)2021-03-19 05:14:56
家庭影院技術(2020年8期)2020-09-11 06:45:20
家庭影院技術(2020年8期)2020-09-11 06:45:18
中學生數理化(高中版.高二數學)(2019年6期)2019-06-24 03:37:50
中國公路(2017年7期)2017-07-24 13:56:38
中學生數理化(高中版.高二數學)(2016年4期)2016-03-01 03:46:18
