利用大進給量銑削提升模具制造生產率的研究
2021-05-03 13:41:32陳隆波楊琪琳郭紀林曾效舒
模具制造 2021年3期
陳隆波,楊琪琳,郭紀林,曾效舒
(共青科技職業學院,江西共青城332020)
1 引言
在十多年前的模具制造中,尤其在初始的毛坯粗加工中,為了節約加工時間,一些刀具供應商開發了具有能實現大進給量銑削的銑刀,從而提高材料去除率。這種銑刀一般具有刀刃主偏角偏小、圓弧形刀刃半徑大或直線型刀刃長度長的特點,切削時產生較薄的切屑[1],這樣,大大減小了銑刀和主軸上的徑向切削負荷,由此顯著地提高每齒的進給量,提高了材料切除率。這種工藝特別適合于切削量很大的粗加工(例如大型模具)和半精加工,對加工時間和生產成本具有積極影響。在隨后幾年的制造業中,這種大進給量銑削的制造工藝在模具制造領域得到了廣泛的應用,大進給量銑削工藝的發展是源于模具制造的需要。這種銑削工藝與采用較大吃刀量和進給速度的高效銑削(HPC)工藝的主要不同之處,在于大進給量銑削工藝是采用了很小的主偏角,使徑向切削力大幅度降低,從而可采用比直角銑刀大好多倍的進給速度,顯著提高了生產率。
2 大進給量銑削工藝的開發
十 多 年 來,諸 如SANDVIK、HORN、SECO、INGERSOLL、KENNAMETAL、WIDIA、GUHRING和WALTER等刀具供應商都開發出了不同結構的大進給量高效率銑刀,但它們的共同特點是都具有適合于實現高速大進給量的刀刃幾何形狀。其中最具代表性的是HORN開發的三角形大圓弧刀刃銑刀、INGERSOLL開發的直線型長刀刃銑刀,這種結構的刀具主偏角都在9°~20°,相對偏小;在生產過程中可以通過提高進給速度和每齒進給量的方式以獲得很高的生產效率。關鍵參數分別為主偏角(k)、切削深度(ap)和切屑厚度(hex)[2]。
2.1 主偏角(k)
主偏角(k)是主切削刃在基面上的投影與進給方向的夾角,主偏角的大小直接影響切屑厚度、切削力和刀具壽命,并進而影響機床的生產率和產品的生產成本。采用很小的主偏角和較長的刀刃進行大進給量高速切削是大進給量銑削工藝的重要特點。如圖1、圖2、圖3所示,根據INGESOLL研究分析表明,刀具主偏角越小,切屑越薄,徑向切削分力越小,軸向分力則沿軸向作用于刀柄和機床的主軸軸承,這樣加工震蕩就越小也越趨于平穩。這樣,在銑削較深的型腔(如在模具制造業,常常會遇到較深的型腔,需采用懸伸較長的銑刀)銑刀不至于產生彎曲。另外,由于徑向力的減小,大大避免了振動的產生,從而有利于提高刀具的使用壽命,并允許顯著地提高銑刀的每齒進給量,進而大幅度提高進給速度。此外,銑刀大多采用正的徑向和軸向前角,并且刀具切削刃又是以削皮的方式切入工件,實現軟切削,也就減小了功率消耗。而直角銑刀進行銑削時,銑刀實際上是以沖擊的方式切入待加工的工件材料,這顯然有損銑刀的耐用度。
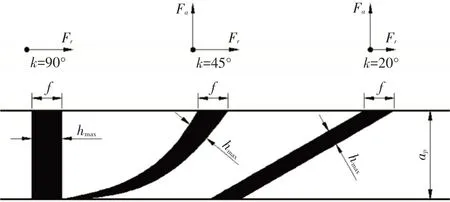
圖1 主偏角的大小對切屑厚度和切削分力的影響
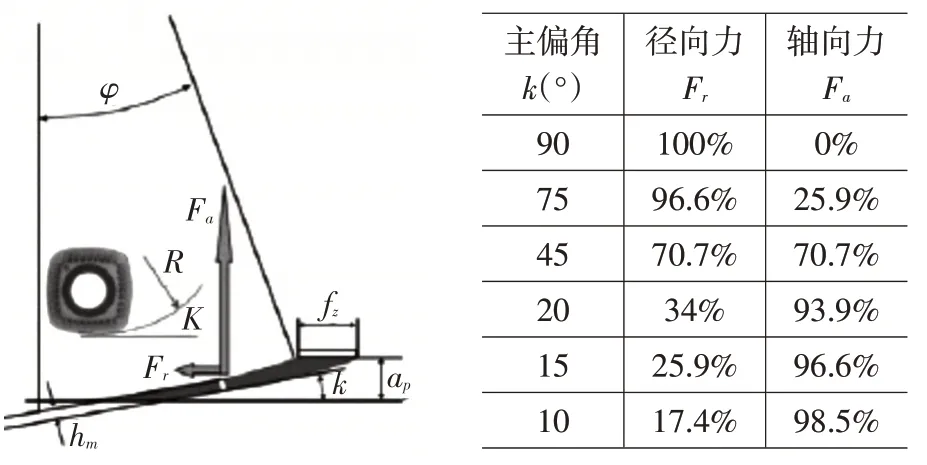
圖2 根據主偏角k在理論上計算徑向力Fr和軸向力Fa

圖3 不同大小的主偏角改變切削力的方向
2.2 切削深度(ap)
對于裝有大園弧半徑或直刃可轉位刀片的大進給量銑刀,由于采用了很小的主偏角,使切削深度ap受到限制。根據眾多刀具廠的樣本,視可轉位刀片規格和主偏角的大小,大進給量銑刀最大的切削深度一般在1~3mm。采用裝有圓形可轉位刀片的銑刀,也可用于大進給量銑削,但是其前提是要采用較小的ap/IC—值(見圖4),因為在這里,切削深度決定著切屑厚度。因此,在較小的切深度時,可以提高進給速度。考慮到裝有圓形可轉位刀片的銑刀沒有恒定的主偏角,這個角度是隨著切削深度ap的深淺而變化。在理論上這個主偏角從0°開始,可增大到90°,由此切削力的方向也是沿著圓形可轉位刀片的圓周而變化。
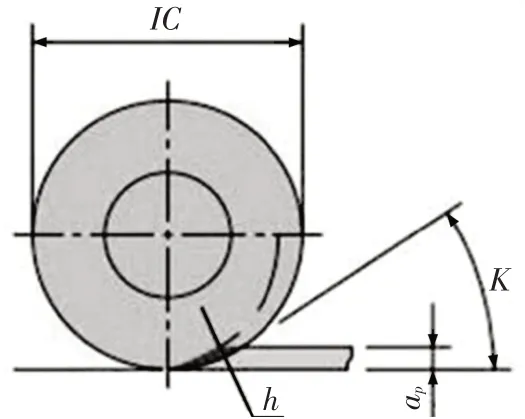
圖4 裝有圓形可轉位刀片的銑刀也可用于大進給量銑削
2.3 平均切屑厚度(hm)
切削厚度是銑削加工的一個重要工藝參數,通過減小切削厚度,使切屑變薄,為增大切屑的橫截面[3],就可以提高進給速度。為此,常常采用具有直刃可轉位刀片和較小主偏角的銑刀,以及采用圓形可轉位刀片或具有大弧形半徑的可轉位刀片,并在較小切削深度下進行加工的銑刀。采用這些銑刀和相應的切削用量,在基于切屑變薄的基礎上,以大幅度提高材料切除率。
如圖5所示,裝有直刃可轉位刀片銑刀的最大切屑厚度hex可按公式(1)進行計算。通過計算公式可見,隨著刀片主偏角α的減小,要保持最大切屑厚度hex不變[4],可以通過提高每齒進給量fz來實現。

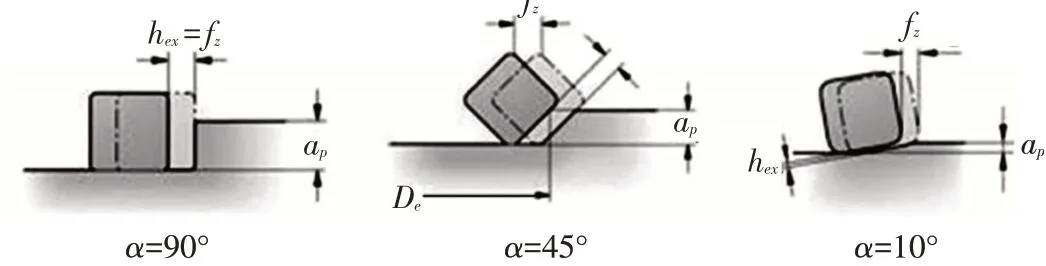
圖5 裝有直刃可轉位刀片銑刀的切屑厚度
與90°直角銑刀的銑削相比較,如在保持同樣切屑厚度的情況下,采用具有45°可轉位刀片的銑刀,每齒進給量可提高1.4倍(fz=hex/sin45°=hex/0.7=1.4hex),如果采用具有10°主偏角銑刀的大進給量銑削,每齒進給量比直角銑刀約可提高6倍(fz=hex/sin10°=hex/0.174=5.88hex);從這里也可以看出,采用主偏角為10°的銑刀,銑削的切屑厚度只主偏角為90°直角銑刀切屑的1/6。
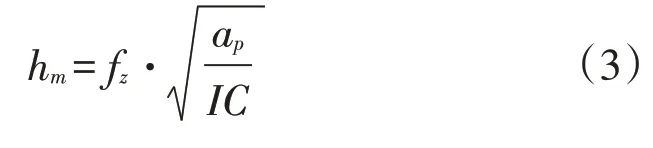
如圖6所示,裝有圓形或大弧形半徑可轉位刀片銑刀的最大切屑厚度hex可按公式(2)進行計算。使用圓形可轉位刀片的銑刀,切屑厚度是隨主偏角(也是隨切削深度)而變化[5],當ap/IC比值較小時,可以顯著提高進給速度,這意味著,圓形可轉位刀片的獨特之處在于切屑厚度取決于切削深度,在生產中就可以通過采用較小的切削深度來使切屑變薄,從而提高進給速度。最佳情況是采用的切削深度為圓形可轉位刀片直徑的15%來提高進給速度,而通常,最大切削深度不要超過圓形可轉位刀片直徑的25%(即主偏角低于60°)就可實現較高的進給速度。
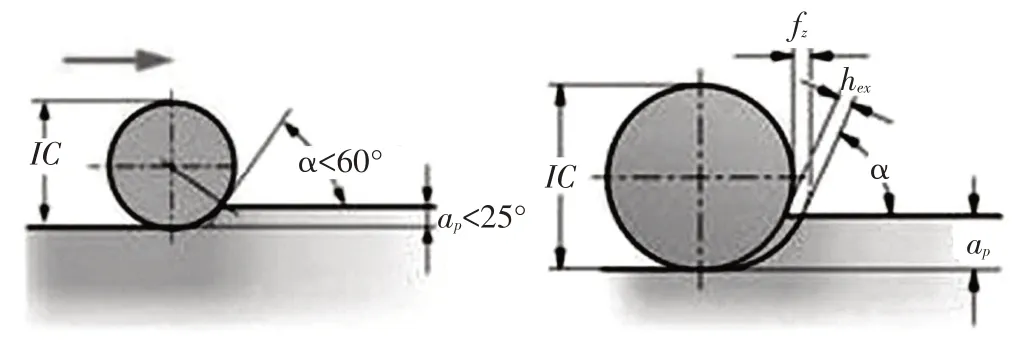
圖6 裝有圓形或大弧形半徑的可轉位刀片銑刀的切屑厚度
考慮得(2ap/IC)2值比較小,可以忽略不計。由于是圓形和弧形刀片,切屑厚度隨主偏角而變化,因此一般可采用平均切屑厚度(hm)公式(3)來表示。
3 大進給量銑削工藝的優點
通過上述的介紹和分析,可以看出,大進給量銑削工藝是一種可靠、高效和可多用途的加工工藝,這種工藝不僅可用于加工平面、臺肩和成形表面外,還可銑槽、銑型腔和孔的圓周銑削等工藝。生產中大進給量高效銑削的應用證實這種高效銑削相對常規銑削工制造工藝的優勢較為突出。
(1)很高的生產率。視刀具結構和工件材料的不同,切削深度可達0.5~3mm,每齒進給量可高達5mm,進給速度最高可達10,000mm/min,因此材料切除率可提高300%以上,實現特別高效的粗加工。
(2)切削過程平穩。切削力主要是以軸向作用于機床主軸,徑向力很小,因此,即使是采用懸伸較長的銑刀,也不易產生振動,并且這也有利于延長主軸和刀具壽命。
(3)高的能源效率。由于刀具的徑向切削力的減小,降低了機床的切削負荷,由此機床的功率消耗較低,驅動功率甚至可減小50%,顯然提高了能源效率。這樣,即使是在功率較弱的機床上也可以采用這種工藝。
(4)顯著縮短加工時間。由于主偏角很小、切屑薄而寬,進給速度提升空間大,從而顯著提高了制造效率。這不僅降低了加工費用,并且縮短了交貨時間。
(5)高的表面質量。大進給量銑削具有較高的加工表面質量,采用這種工藝可省去半精加工工藝,由此縮短了加工工藝流程。要是在緊挨主切削刃設置一個平刀刃(修光刃),還可大大提高加工的表面質量。
4 大進給量銑削工藝的應用
大進給量銑削工藝主要是用來加工那些粗加工余量比較大的工件,使用的范圍比較廣,但其主要的應用領域是在模具制造行業。
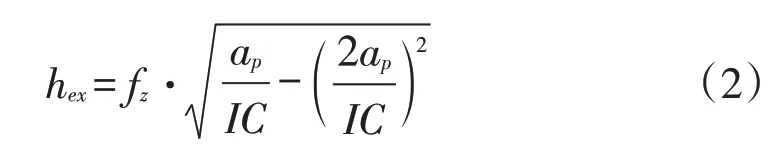
表1 是WALTER公司在針對擠壓機孔板槽腔工位粗加工時用常規銑削工藝與大進給量銑削工藝進行對比分析,擠壓機孔板材料為X5CrNiCuNb155合金鋼。常規銑削工藝用的普通銑刀一次換刀只能加工2個槽腔,改用WALTER公司專為模具制造研發的F2330型(主偏角15°)大進給量銑刀,一次換刀可以加工5個槽腔。其主要原因還是得益于大進給量銑削工藝主偏角變小、切屑變薄、徑向切削力變小、進給速度提升空間大的優勢,進而取得顯著的技術經濟效果。
在這個實例中可以看出,切削深度從原先的5mm減小到1.5mm由于減小了切削深度,使銑削長度幾乎延長了4倍。但由于切屑變薄,同時可使進給速度從167mm/min提高到1,404mm/min,進給速度則提高了8倍。這樣加工20個槽腔的時間減小了一半,節省了約134min。此外,由于減小了切削深度,不再會發生由于切屑的卡住而導致切削刀刃的破損,很薄的切屑通過冷卻液也很容易排除。顯然,在新的制造工藝下加工時間縮短就是制造成本的下降,其中還沒有考慮刀具使用壽命的提高和輔助時間(換刀)的減少所帶來的效益。
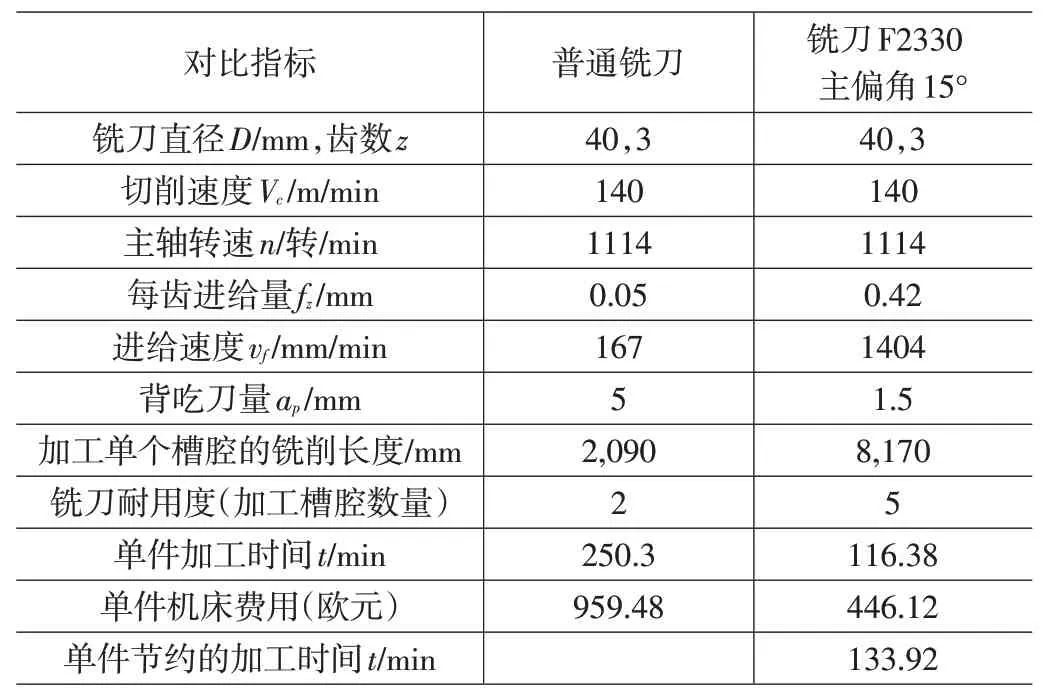
表1 Walter公司采用大進給量銑削工藝高效粗銑擠壓機孔板槽腔的效果
表2 是裝有Time-S-Cut可轉位刀(見圖7)的擰裝式大進給量銑刀與裝有圓形可轉位刀片的常規擰裝式銑刀之間加工效果的比較。這里既考慮了機床使用費用,也考慮了刀具的費用[6]。
從表2可以看出,采用Time-S-Cut銑刀要比圓形刀片可提高186%的材料切除率,費用可節省52%。從瑞士Fraisa公司的資料也可看到,在相同直徑情況下,直刃大進給量銑刀要比圓形刀片的銑刀高120%生產率。

表2 Franken公司裝有Time-S-Cut刀片與裝有圓形刀片銑刀的加工效果比較
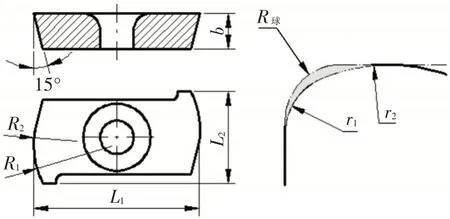
圖7 用于粗銑的具有大弧形半徑的Time-SCut可轉位刀片
5 結束語
大進給量銑削是具有高材料切除率、高可靠性和可多用途的高效切削工藝,是加工企業,尤其是模具制造業普遍采用的高效加工工藝。這種高效加工工藝的優點是基于采用了較小的主偏角和較小的切削深度,由此產生很小的徑向切削力和薄而寬的切屑,從而可采用很高的進給速度,大大提高了材料切除率。提高材料切除率是縮短加工時間的主要途徑,是降低機床費用的有效手段。而上述加工實例,充分顯示了大進給量銑削工藝的高生產率優勢。
在當今,新一代機床高動態性能的不斷提高,這不僅為刀具實現很高的進給速度,而且為這種銑削工藝實現圓周銑削等工藝,進而為充分利用大進給量銑削工藝的潛力創造了更好的條件。
猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
新聞傳播(2015年10期)2015-07-18 11:05:40
