三胺板車間雙排生產線布局優化設計
2021-04-30 08:27:18趙晏林陳昱熹
機械設計與制造 2021年4期
關鍵詞:物流
趙晏林,陳昱熹,唐 周
(1.攀枝花學院智能制造學院,四川 攀枝花 617000;2.攀枝花學院人文社科學院,四川 攀枝花 617000)
1 引言
三聚氰胺飾面板簡稱三胺板,由基材(中纖板、刨花板、防潮板、多層實木夾板等)和三聚氰胺浸膠紙(原紙浸漬特別三胺膠)高溫壓貼而成,其最大優點是環保、耐磨、耐高溫、耐腐蝕、防水、簡潔方便等,在定制家具、板式家具中用量較大[1]。三胺板加工中的下料機、封邊機、鉆孔機等設備尺寸較大,大多數三胺板車間采用雙排生產線布局。雙排生產線布局是指以主通道為基準,在主通道兩側高密度布置設備,主通道承擔主要物流搬運,該布局方式物流順暢,設備緊湊,布局效果良好[2]。早期的三胺板車間的雙排生產線布局是工程師根據工程經驗進行,這種方式能夠得到局部滿意布局,但是隨著市場需求波動,需求方式改變,這種布局往往不能滿足市場要求。而生產車間布局是影響生產的最基礎因素,一成不變的工廠布局顯然不能滿足企業發展需求,優化現有的生產布局是減少物料運料運輸距離,降低生產成本的最有效手段。高效優化的生產布局方案可以大大縮短生產周期,減少物流運輸時間,提高生產效率[3]。筆者以三胺板車間的雙排生產線為研究對象,在進行了現狀調查的基礎上,對布局現狀進行分析,然后對該車間布局進行數學模型構建,數學模型求解進行遺傳算法設計,最后用MATLAB 編程求解出最佳布局優化設計,并進行效果對比,為三胺板的雙排生產線布局提供鑒定和指導。
2 所述家具車間現狀
2.1 車間簡介
該家具企業是集研發、生產、銷售、服務于一體的家具龍頭企業,主要生產板式套房家具、沙發、餐桌椅、床墊、軟床等系列產品。三胺板加工車間是屬于該公司生產的基礎環節,該車間承接了87%(2018 年)板式原材的加工處理,主要加工02-0020 橫架板、05-0033 床鋪板、05-0052 高床箱邊底板、06-0081 高床箱下拉板、06-0071 高床箱墊板、06-0068 高床箱邊拉板、06-0069 高床箱前拉板等7 種部件,車間布局按照工藝原則進行布置,有下料、封邊、排鉆、砂染、敲預埋等加工區域。消費市場對三胺板材為原料的家具產品需求量巨大,并且需求規格多樣,因此生產車間布局中的設備位置,產品移動路徑和生產線占地面積等因素對企業成本、服務水平影響較大。
2.2 車間生產工藝
三胺板加工車間有下料、封邊、鉆孔、砂染、打磨、粘合、定厚、釘框、切料、造型、砂邊、敲預埋等12 種加工工藝。根據是否需要噴漆、粘合、加工原始材料可以大致分為4 類,單板封邊工藝、單板封邊噴漆工藝、粘合封邊工藝、粘合噴漆工藝。車間第一道加工工序均為下料,對原始加工木材進行初步處理得到粗加工的材料的工序;封邊是對下料后的材料使用封邊帶對長短方密封起保護、美化作用;鉆孔是對需要進行組合的部件使用排鉆機打孔為之后的鏈接做準備;砂染是人工對加工的木材進行精加工,使部件變得光滑,去除木纖維,方便著漆;打磨也是對木材進行精加工去除瑕疵;粘合是使用粘合劑對通過由基礎尺寸木材組合得到尺寸木材進行粘合;定厚是將木材加工確定到精確地尺寸;釘框是對厚度小于28Mm 的的木框使用釘槍加工固定;切料是將部件多余的部分去除;砂邊是通過機器進行打磨對部件進行精加工;造型是對部件進行拉槽、開扇加工成形;敲預埋是對部件預埋金屬件降低餐桌椅、床腿的磨損,延長使用壽命。部分加工工藝路線,如圖1 所示。
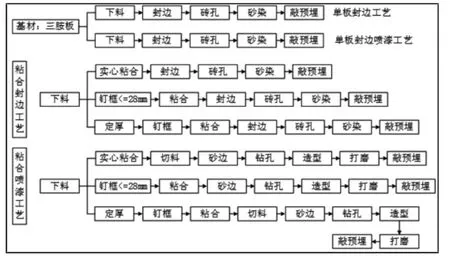
圖1 三胺板車間部分生產工藝Fig.1 Part Production Process of Triamine Board Workshop
2.3 車間布局現狀分析
三胺板加工車間目前采用設備沿主通道兩側進行布置的雙排生產線布局形式。車間按功能進行分區并編號,從左至右從上至下依次為1 下料區、2 封邊區、3 加工中心區、4 造型區、5 砂染區、6 封邊區、7 下料區、8 封邊排鉆區、9 排鉆砂染區、10 下料區、11 封邊區、12 排鉆區、13 砂染區,共計13個功能區域,布局如圖2 所示。
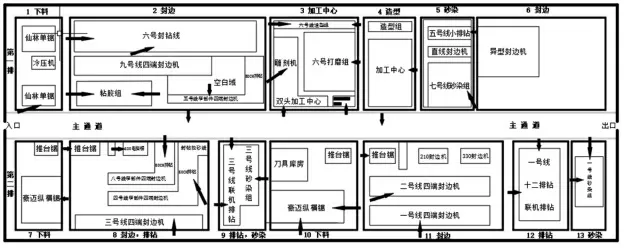
圖2 車間現狀布局圖Fig.2 Workshop Current Layout
車間布局的13 個功能區的距離從至表,如表1 所示。功能區尺寸,如表2 所示。
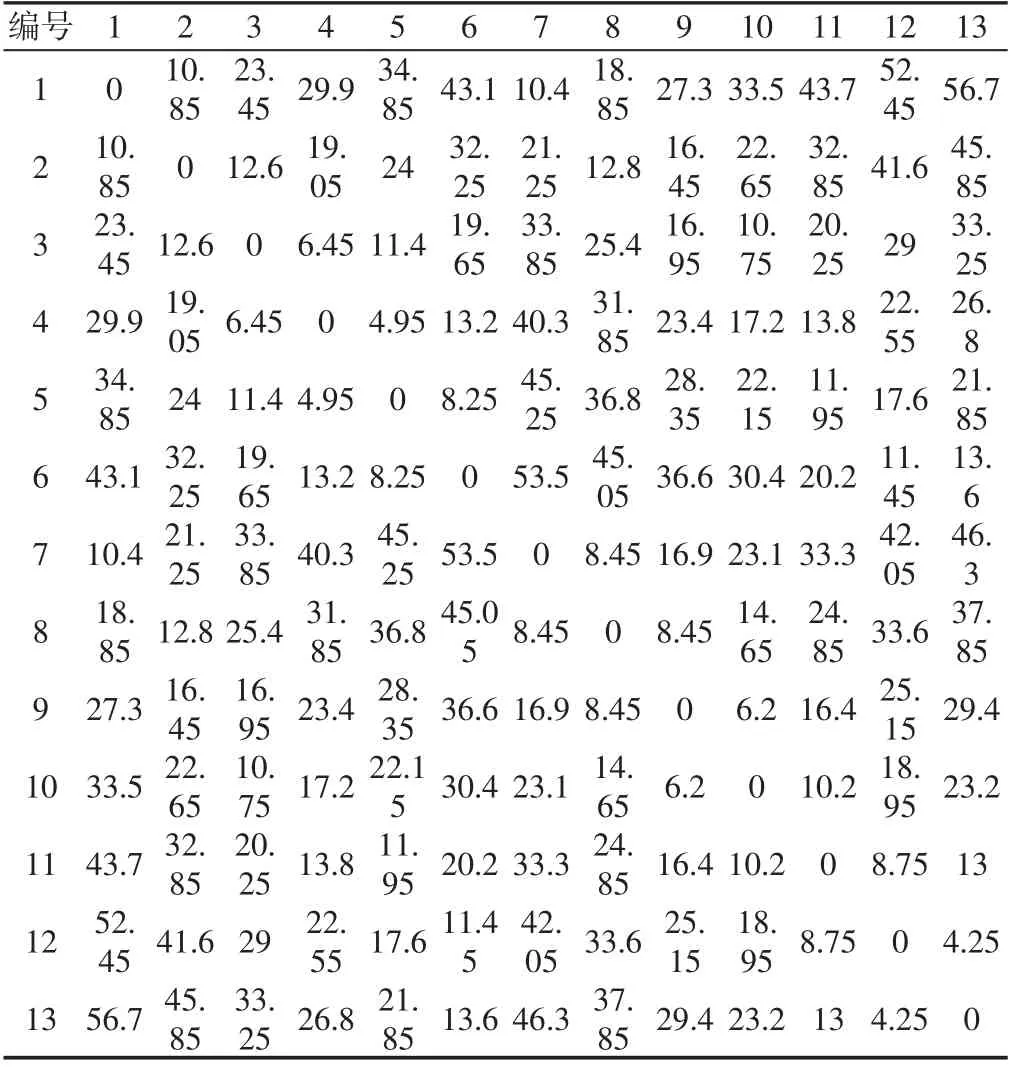
表1 車間距離從至表(單位:米)Tab.1 Workshop Distance from to Table(Unit:M)
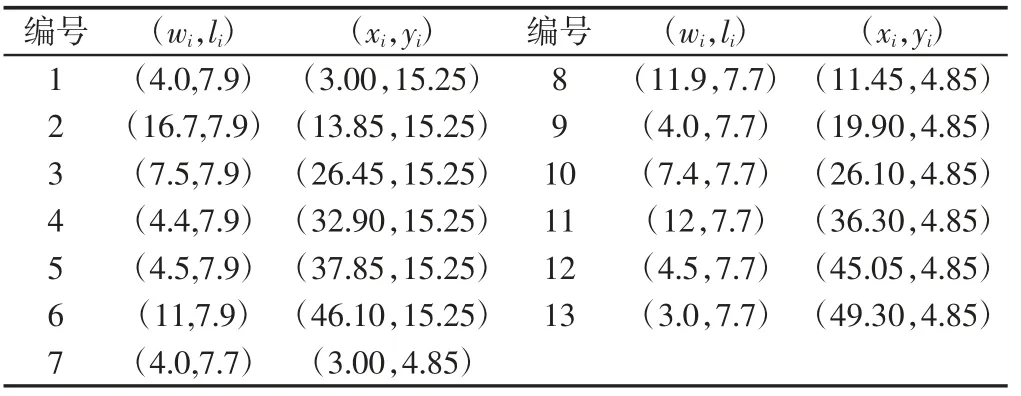
表2 功能區尺寸和坐標(單位:米)Tab.2 Functional Area Size and Coordinates(Unit:M)
2.4 車間物流現狀分析
三胺板加工的工藝,如圖1 所示。各部件的工藝差別不大,使用的加工的原料都是三聚氰胺浸泡過的三胺板材,車間主要加工02-0020 橫架板、05-0033 床鋪板、05-0052 高床箱邊底板、06-0081 高床箱下拉板、06-0071 高床箱墊板、06-0068 高床箱邊拉板、06-0069 高床箱前拉板的物流量,如表3 所示。因物流強度=物流量×距離,根據表1 和表3 數據可以得出車間物流強度,如表4 所示。
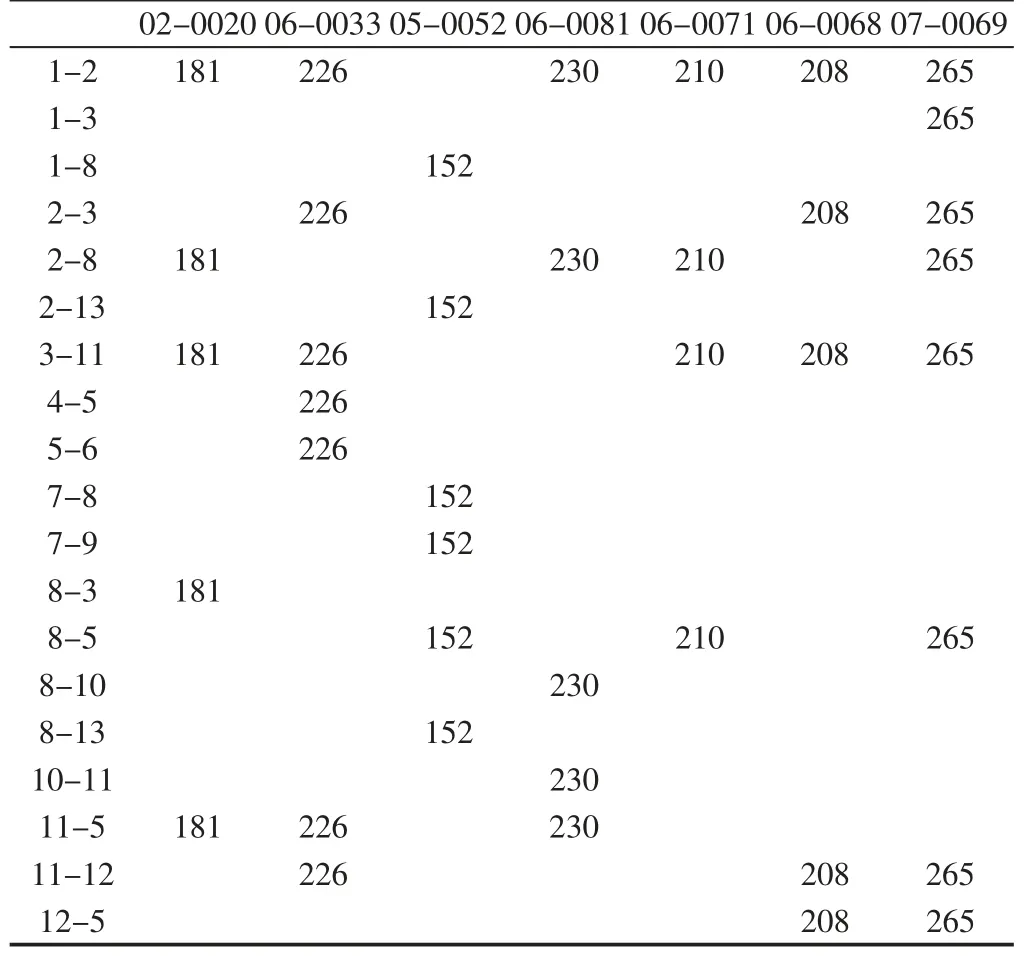
表3 車間物流量(單位:千克)Tab.3 Workshop Material Flow(Unit:kg)
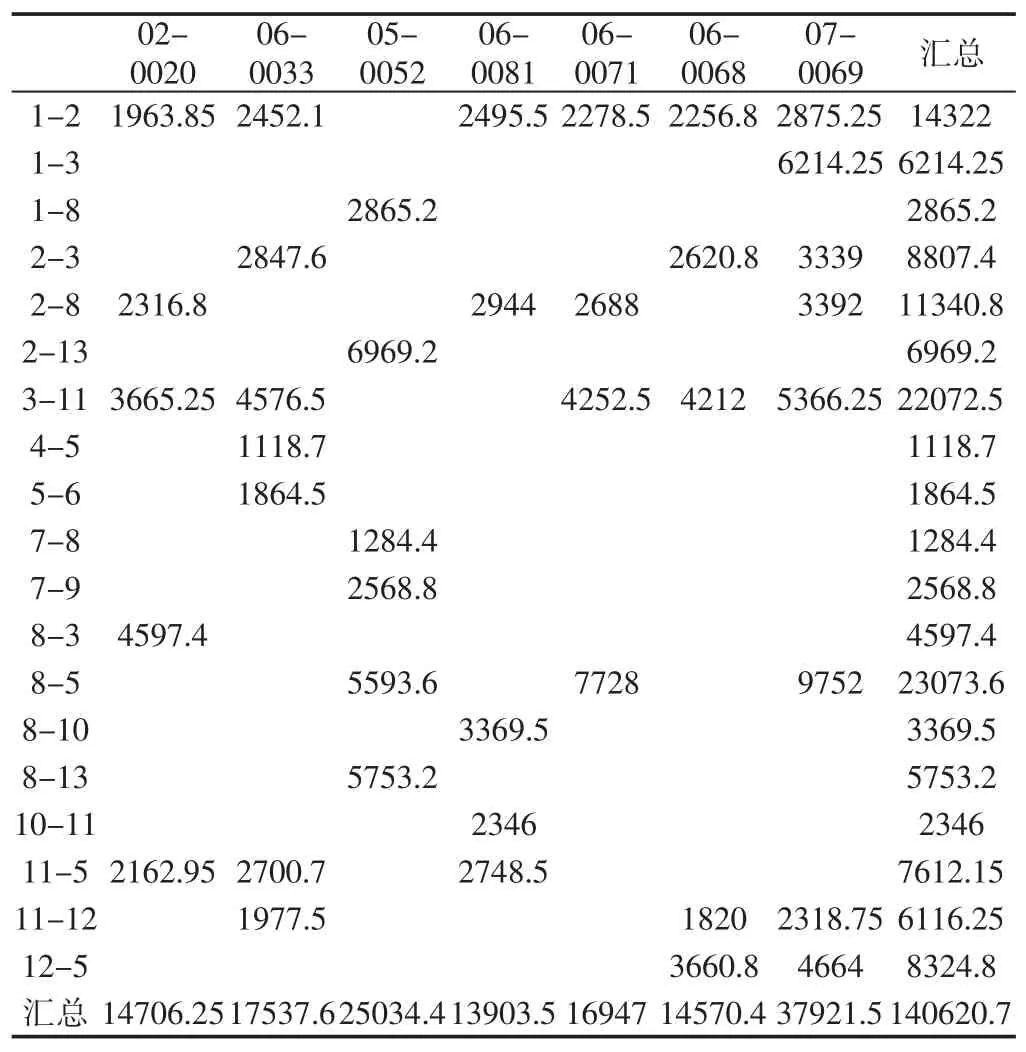
表4 車間物流強度(單位:千克·米)Tab.4 Workshop Logistics Intensity(Unit:kg·m)
由表4 的計算結果可以得出目前車間雙排生產線布局的的總物流強度為1.4062×105kg·m
3 雙排生產線布局數學模型構建
3.1 問題描述
雙排生產線布局具有一個主通道,設備在主通道兩側進行布置,生產車間主要以矩形為主,因此功能區是縱向距離相等,橫向距離不同的形式,如圖3 所示。如圖3 構建三胺板車間的XY坐標系,各功能區的中心點坐標,如表2 所示。車間主通道寬度T=2.6M;功能區之間最小間距J=0.5M;生產線與車間墻壁的間距Q=1M;第一排的生產線縱向寬度l1=7.9M,第一排的生產線縱向寬度l2=7.7M;車間長W=57.4M,寬L=20.2M。
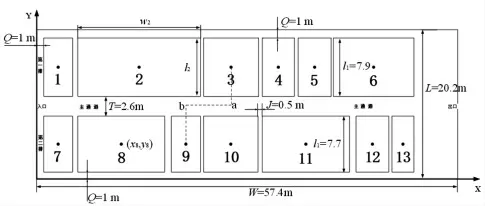
圖3 車間布局示意圖Fig.3 Workshop Layout Diagram
3.2 數學模型構建
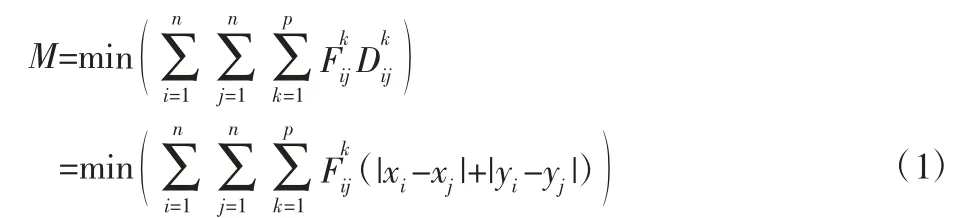
式中:M—車間最小物流強度總和;n—功能區總數;F表—k 產品加工時,功能區i到功能區j的物流量(如表3 所示);p—車間加工產品的總種類數;D—k產品加工時,功能區i 到功能區j 的距離;(xi,yi)、(xj,yj)—功能區i、j的坐標,其中,i到j的距離為|xi-xj|+|yi-yj|,例如功能區3 到功能區9 的距離等于3 到a、b到9 和a到b的距離總和,如圖3 所示。
3.3 約束條件
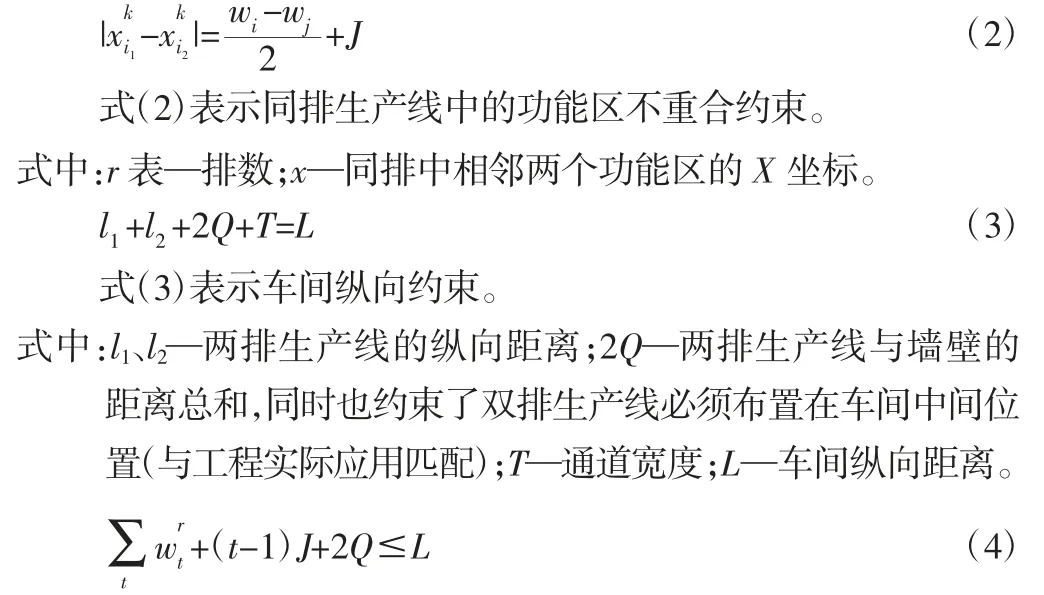
式(4)表示生產線布置的換行約束。式中:t—同一排布置的總功能區;w—同排布置的功能區之和;(t-1)J—同排中的設備與設備之間的間隔距離總和;2Q—同排生產線與兩端的車間墻壁間隔距離。

式(5)表示車間能夠放置下所有功能區。
式中:(n-2)J—所有區域之間的間隔距離;4Q—雙排生產線兩端靠墻的間隔距離總和;2L—雙排生產線的總長度。
4 算法設計
生產線布局的算法在國內外研究較多,針對中小規模的雙排生產線車間布局,遺傳算法具有計算方便,運算速度快,計算結果有效等優點,因此文章采用遺傳算法進行設計、求解[4-5]。算法主要設計如下。
4.1 編/解碼
編碼采用符號編碼方式,數字代表功能區編號,編碼順序是從左至右,從第一排到第二排,例如編碼為(1,2,3,4,5,6,7,8,9,10,11,12,13),如圖3 所示。解碼根據約束條件的式(4)進行,如果順序相加編碼中的式(4)前半部分,當大于L時,進行換行,后面的功能區從左至右布置在第二排。
4.2 選擇策略
算法采用最優保存方法的選擇策略,即物流強度優秀的個體保留在下一代,淘汰物流強度差的個體[6-8]。
4.3 交叉/變異策略
交叉策略采用雙點交叉,在個體中隨機產生兩個交叉點,交換其中基因位置,去除相同的基因位[9-10]。變異策略采用倒序排列,如圖4 所示。
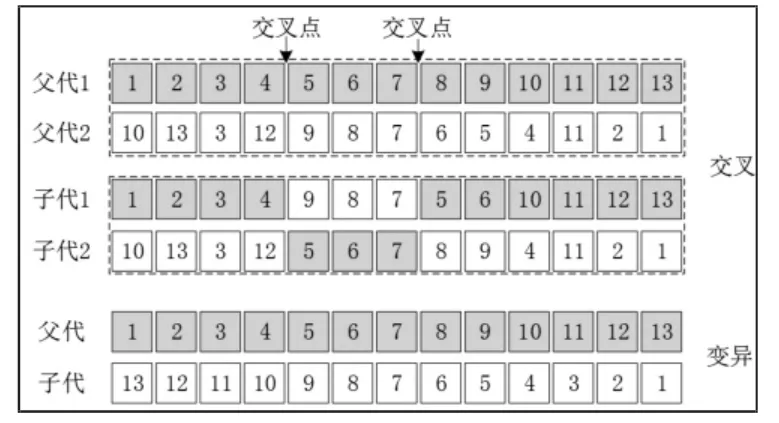
圖4 交叉變異Fig.4 Crossover and Mutation
4.4 終止策略
迭代步數大于500,終止算法。
5 問題求解及結果分析
5.1 問題求解
采用美國MathWorks 公司出品的Matlab2019a 進行算法求,運行環境為windows10、Intel i7-9750H、RAM 24GB、64 位操作系統。交叉概率pc=0.9,變異概率pv=0.1,迭代步數Iter=500代,種群數量pop=50。初始種群隨機生成,多次運行程序得到計算過程,如圖5 所示。在150 代附近求解出雙排生產線布局的最優解個體為[7,13,8,10,5,12,4,6,1,2,3,11,9],對應的坐標為{(3,15.25),(7,15.25),(14.95,15.25),(25.1,15.25),(31.55,15.25),(36.55,15.25),(41.5,15.25),(49.7,15.25),(3,4.85),(13.85,4.85),(26.45,4.85),(36.7,4.85),(45.2,4.85)},最優布局的總物流強度為1.1510×105kg·m,如圖5 所示。

圖5 Matlab 仿真過程Fig.5 Matlab Simulation Process
5.2 結果分析
用GA 算法求解的最優個體為[7,13,8,10,5,12,4,6,1,2,3,11,9],根據各功能中心點坐標,解碼為布局圖,如圖6 所示。[7,13,8,10,5,12,4,6]依次布置與第一排,[1,2,3,11,9]布置在第二排,如圖6 所示。優化后的車間布局總物流強度為1.1510×105kg·m,原有布局的總物流量為1.4062×105kg·m,與原有車間相比,總物流量減少了25520kg·m,優化比率為18.15%。
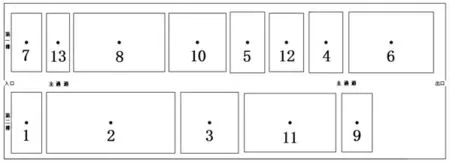
圖6 最優布局解碼Fig.6 Optimal Layout Decoding
6 結論
三胺板加工車間的設備尺寸較大,車間布局以主通道兩邊分別布置設備的雙排生產線布置形式為主。早期的雙排生產線布局是按歷史經驗進行,缺乏科學的建模分析,隨著需求量和需求方式的變化,早期的布局很難滿足市場的要求。因此,以某家具企業的三胺板車間為研究對象,對該車間的現有雙排生產線布局進行現狀分析,構建數學模型,求解算法設計,MATLAB 編程等,設計出最優的雙排生產線布局,最終,讓新的布局比原有布局降低物流強度25520kg·m,物流效率提升18.15%。結果表明,合理的雙排生產線布局對三胺板車間的生產物流具有積極的作用。
猜你喜歡
物流技術與應用(2021年11期)2021-12-27 05:17:08
物流技術與應用(2020年11期)2020-03-11 03:11:36
物流技術與應用(2020年10期)2020-03-10 06:06:12
物流技術與應用(2019年8期)2019-09-04 03:29:56
汽車觀察(2018年12期)2018-12-26 01:05:44
現代企業文化(2018年13期)2018-06-09 08:22:26
消費導刊(2018年8期)2018-05-25 13:20:16
中國公路(2017年6期)2017-07-25 09:13:58
大陸橋視野(2015年17期)2015-12-15 10:07:32
現代企業(2015年2期)2015-02-28 18:45:09
