三元硼化物陶瓷涂層的制備及其力學性能研究*
2021-04-23 10:25:48王坤
陶瓷 2021年3期
關鍵詞:裂紋
王 坤
(新沂市星辰新材料科技有限公司 江蘇 新沂 718100)
前言
二元硼化物的共價鍵較強,在燒結過程中硼化物晶粒容易團聚,并與金屬反應生成金屬間化合物,從而降低金屬液相對硼化物晶粒的潤濕性,導致二元硼化物基金屬陶瓷的機械性能較差[1]。采用活化燒結法,使二元硼化物與金屬反應生成三元硼化物,能獲得硼化物晶粒細小并分布均勻的三元硼化物基金屬陶瓷,其具有良好的耐磨性、耐腐蝕性、耐高溫性,以及較高的硬度和導電率,在耐磨、耐腐蝕等領域有著廣闊的應用前景[2]。因而,近年來國內外對三元硼化物基金屬陶瓷的研究越來越多,目前,國外已經研究了多個體系的三元硼化物基金屬陶瓷,包括Mo2NiB2、Mo2FeB2以及WCoB基金屬陶瓷等。三元硼化物基金屬陶瓷是一種性能優良的新型硬質材料,Mo2FeB基三元硼化物基金屬陶瓷具有優良的耐磨性,其硬度和抗彎強度分別為80~92 HRA和1.0~2.60 GPa,相當于硬質合金的硬度和抗彎強度的范圍,其密度則大約為普通硬質合金的五分之三,幾乎等于鋼的密度[3]。在國外已用于制罐工具、注射成形機的零件、鋼絲冷熱拉模、鍋爐熱交換管的保護零件等。另外,與其它硬質材料相比,此種金屬陶瓷的熱膨脹系數與鋼接近,可以與各種鋼形成綜合性能優良的覆層材料。目前對于三元硼化物基金屬陶瓷的研究較多,但僅限于日本、美國等幾個發達國家,到目前為止,我國對其研究很少,因此對于三元硼化物基金屬陶瓷的研究具有重要的意義。
1 實驗部分
1.1 實驗材料
實驗所采用的原材料見表1。
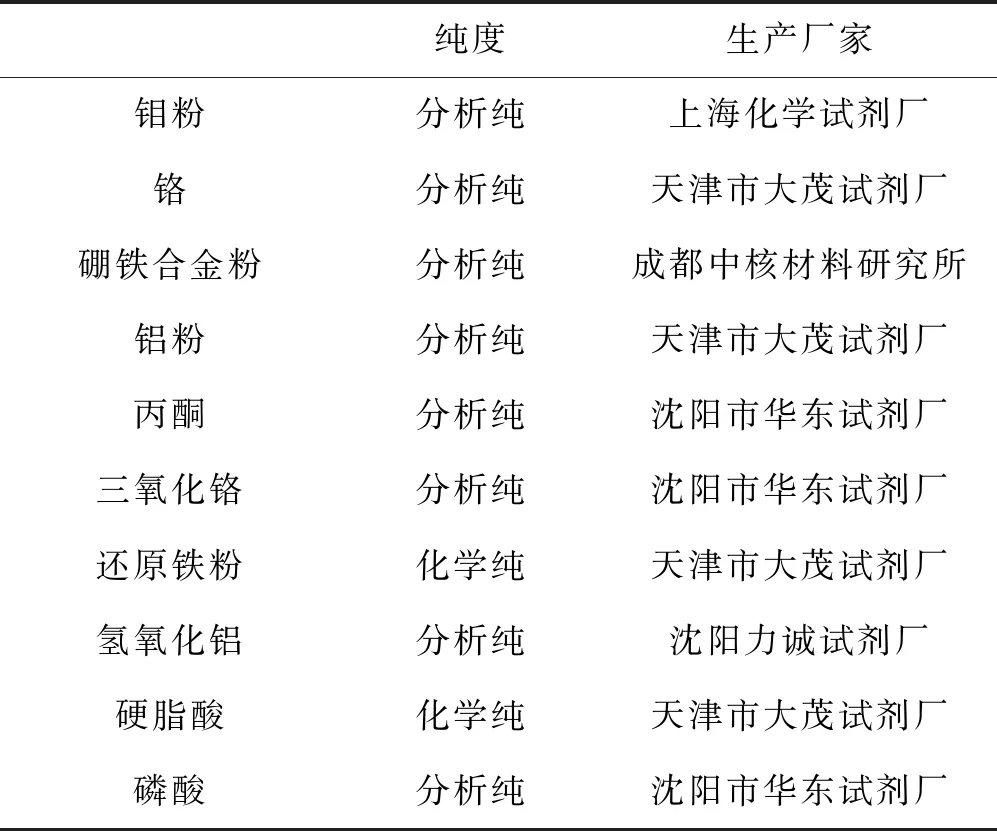
表1 實驗原材料
1.2 實驗設備
實驗所采用的設備及型號見表2。
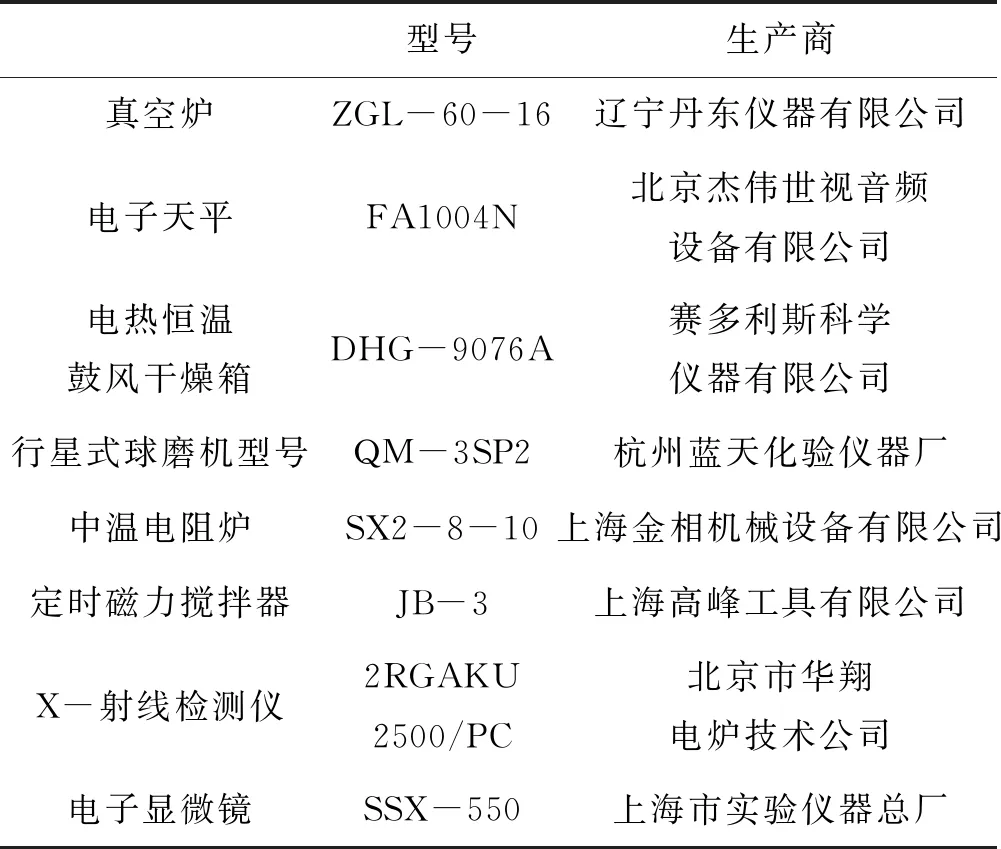
表2 實驗設備及型號
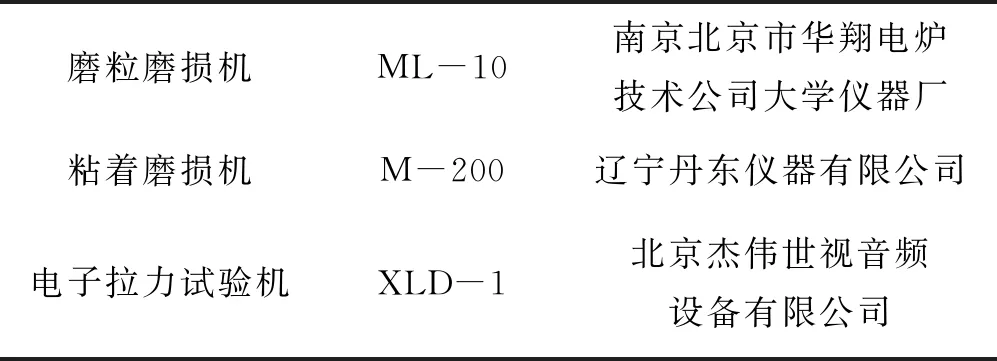
磨粒磨損機ML-10南京北京市華翔電爐技術公司大學儀器廠粘著磨損機M-200遼寧丹東儀器有限公司電子拉力試驗機XLD-1北京杰偉世視音頻設備有限公司
1.3 陶瓷涂層制備工藝
1.3.1 鋼基體的選擇及處理
實驗采用Q235鋼為基體,在Q235鋼表面形成三元硼化物(Mo2FeB2)金屬基陶瓷涂層。Q235鋼具有含碳量低,強度、韌性較好,成本低等優點,但其耐蝕性較差。因此如果能在Q235鋼的表面合金化或表面涂覆,可以阻止電化學反應,提高其表面強度,從而提高其使用壽命,達到增產節支,提高經濟效益的目的。為了使保護涂層具有良好的抗熱震性能,要求涂層與金屬材料有相近的熱膨脹系數,而涂層的硬質相Mo2FeB2的熱膨脹系數和Q235鋼的熱膨脹系數為14×10-6/℃相近[9]。
本實驗所采用基體材料為1 cm2×1 cm2、2 cm2×2 cm2、2 cm2×3 cm2不同規格的鋼片,涂敷前的Q235基體表面經常附有油脂、灰塵及氧化皮等雜物,必須在制備涂層前盡可能的清除掉。否則不但影響涂層與金屬基體的結合力,而且在氧化皮上的涂層在固化過程中會一起脫落,影響涂層的完整性。因此,必須對基體進行表面預處理,用鋼銼將要涂覆的鋼基表面打磨光亮,因為適當粗化基體表面有利于提高涂層的粘結強度,基體表面太光滑不利于機械咬合,但如果過于粗糙,凹痕處易殘留油污、灰塵等污物,表面凸凹不平在涂刷時易存在空隙,包裹空氣,使粘結強度降低。所以,為了使涂層能夠更好地粘附在基體表面,要用砂紙對試樣進行打磨,去除用鋼銼打磨時造成的凹痕,之后要用丙酮進行清洗,去除表面的灰塵、油污等污物干燥后進行涂覆。
1.3.2 陶瓷骨料配比和制備
實驗生成的涂層為三元硼化物金屬基陶瓷涂,以Mo2FeB2為硬質相,Al、Fe為粘結相的三元金屬陶瓷。陶瓷骨料在涂層中起著非常重要的作用,陶瓷骨料的選擇對涂層的性能至關重要。所以在選擇陶瓷涂層時要考慮很多,如基體和涂層的熱膨脹系數,涂層的耐磨性、耐蝕性等。
由于Mo2FeB2的熱膨脹系數與Q235鋼基體相近,所以Q235鋼基體宜采用Mo2FeB2為基的金屬陶瓷作為覆層材料[10]。陶瓷粉末組成有Fe-B、Mo、Cr、Al、Fe等,陶瓷粉末在一定溫度下反應生成的Mo2FeB2。
反應方程式如下:

加入Cr是為了提高涂層的耐磨性能,在固化時Cr和三元硼化物生成固溶體提高涂層的耐磨性能。加入金屬元素Al是為了在固化溫度下形成液相促進反應,同時使涂層更加致密均勻,還會生成AlFe硬質合金相來提高涂層的硬度和耐磨性能。
根據相關資料和實驗數據分析分析制定骨料配比為:FeB∶Mo∶Cr∶Al∶Fe=24∶36∶3.75∶25∶11.25時生成的三元硼化物陶瓷涂層性能最佳。
為了得到微米級陶瓷粉末,使涂層反應時均勻迅速,固化后涂層更加致密,將陶瓷骨料進行真空球磨。將配比好的陶瓷骨料放入球磨罐中,球磨時為防止球料冷焊、團聚加入3.5%的硬脂酸(CH3(CH2)16COOH),再把球磨罐放入密封罐中,抽真空處理后放入球磨機中球磨16 h。因為球磨過程中會產生較高的熱量,為避免陶瓷粉體氧化、燒結將球磨罐冷卻10 h后再打開。球磨后的陶瓷粉體中有一部分團聚的骨料為粗大顆粒要經過200目的篩子過篩。
1.3.3 粘結劑選用及制備
無機粘結劑是由無機鹽、無機酸、無機堿金屬和金屬氧化物、氫氧化物等組成的一類范圍相當廣泛的粘結劑,其種類主要有磷酸鹽、硅酸鹽、硼酸鹽、硫酸鹽。無機膠粘劑的突出優點是耐高溫性能極為優異,而且又能耐低溫,可在180~2 900 ℃的溫度范圍內使用;另外,其耐油性優良,而且原料易得,價格低廉,使用方便,經濟環保[11];其缺點是耐酸堿性和耐水性差、脆性較大、不耐沖擊、平接的粘結強度較低,且耐老化不夠理想。無機粘結劑廣泛應用于機械制造與維修,粘接金屬、玻璃、陶瓷、石料以及包裝材料,還可以應用于建筑涂料等。
在相關資料和前期實驗的基礎上,本實驗選用磷酸二氫鋁粘結劑作為制備涂層的粘結劑。磷酸氫鋁的制備方法為:先把氫氧化鋁加適量水分散的同時加入CrO3攪拌均勻。再把濃度為85%的磷酸放在定時恒溫磁力攪拌器上加熱到60 ℃左右,根據磷酸氫鋁中Al/P的比例為1∶1來調節加入氫氧化鋁和磷酸的比例,然后將溶解的氫氧化鋁緩慢加入,使磷酸和氫氧化鋁充分混合并反應,待溫度升到120 ℃時,保溫10~20 min。最后待反應完畢的溶液冷卻,得到無色、透明的磷酸二氫鋁溶液。由于H3PO4和Al(OH)3分子比不同而形成不同種類的磷酸鋁,如Al(H2PO4)3、Al2(HPO4)3,所以在配制AlPO4時要嚴格控制氫氧化鋁和磷酸的比例,使反應最終生成的粘結劑為磷酸二氫鋁粘結劑。
Al(OH)3與H3PO4的反應式如下:
1.3.4 涂層的制備
(1)料漿的制備。料漿中陶瓷骨料與粘結劑的比例選為1∶1。在制備料漿時首先制備磷酸二氫鋁粘結劑,再將經過球磨的陶瓷骨料放入磷酸二氫鋁粘結劑中攪拌均勻,當料漿呈現粘稠狀時即可。
(2)涂敷。料漿配制好后,迅速地用刷子將料漿均勻的涂在處理過的Q235鋼試樣表面。在涂敷過程中要注意,刷涂方向應一致,避免來回往復,這樣可以避免涂敷得不均勻或空氣進入試樣表面上形成多余氣泡。但磷酸氫鋁制成的料漿自身反應較快、時間稍長,料漿就有固化和松散結塊現象,所以涂刷過程中盡量要快速進行,防止結塊、缺失涂層等現象。最后,將已涂好的試樣放置在通風干燥處陰干,如需較厚的陶瓷涂層,需干后多次涂刷,或添加粒度較大的陶瓷顆粒。涂敷次數增加,一方面使得涂層更致密,另一方面由于厚度增加,內應力隨之增加,且不利于氣體逸處。
(3)陶瓷涂層的固化。涂料涂敷完后要陰干24 h,在加熱固化過程中升溫速度不宜過快,升溫速度過快涂層表面會產生氣泡、裂紋、涂層脫落等現象。因為實驗采用的是水基粘結劑如果固化速度過快會使水分子揮發過快而引起上述現象。當涂層在室溫下陰干24 h后雖然大部分水分已經揮發陶瓷涂層呈現宏觀固相化現象,但是還有一部分水分子分散在料漿中不能揮發,其余的水分子會在真空爐中升溫時隨溫度的上升而揮發。為避免在陶瓷涂層固化過程中出現表面產生氣泡、裂紋、涂層脫落等現象的產生,在前期升溫速度控制在2 ℃/min,當升到120 ℃時保溫60 min使陶瓷涂層中的水分子充分揮發。在120 ℃到固化溫度的升溫獨到為5 ℃/min,當升到預定的固化溫度后保溫120 min使陶瓷粉末充分反應后隨爐冷卻至室溫。
本實驗將涂層在不同的3個溫度600 ℃、800 ℃、1 000 ℃下固化,進行對比試驗。具體的固化溫度和保溫時間在固化曲線中如圖1~圖3所示。
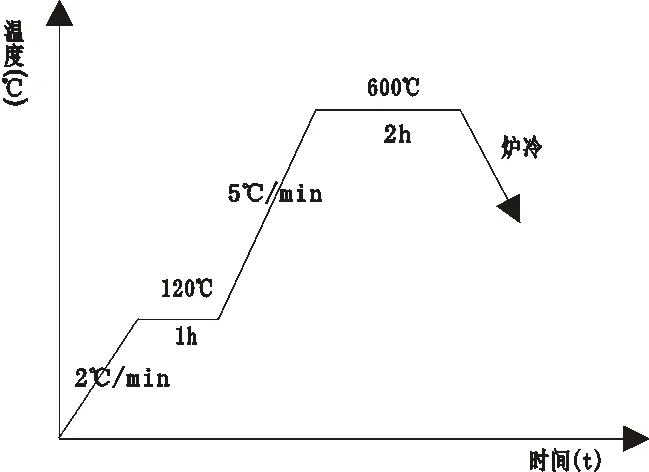
圖1 600 ℃固化曲線
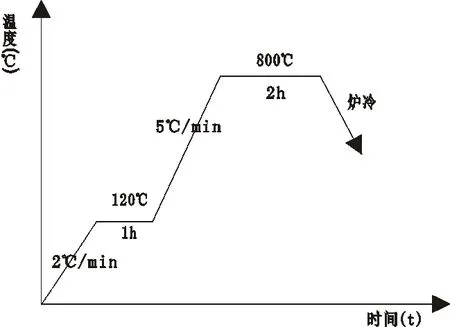
圖2 800 ℃固化曲線
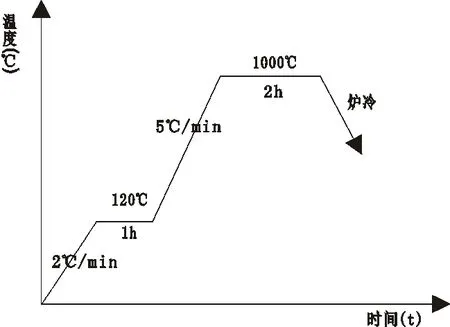
圖3 1 000 ℃固化曲線
1.4 性能測試
1.4.1 X-射線分析
采用日本理學2RGAKU2500/PC型X-射線衍射儀對不同溫度下固化的三元硼化物陶瓷涂層進行物相分析。其中掃描速度為:8°/min,掃描范圍:10°~80°。3組不同溫度下固化后的三元硼化物陶瓷涂層中,每組取出一種表面形貌最好的試樣,并取0.5 g球磨后的陶瓷粉體進行X-射線分析,繪制出X-射線衍射圖。
1.4.2 掃描電鏡分析
用日立SSX-550型掃描電鏡(SEM)觀察三元硼化物陶瓷涂層在不同溫度下固化后的表面形貌、界面結合情況。把3組不同溫度下(600 ℃、800 ℃、1 000 ℃)固化后的三元硼化物陶瓷涂層每組取出兩個效果最好的涂層,從其中每組取出一個將涂層斷面進行打磨、拋光處理,在打磨和拋光時要注意不要把涂層和基體的結合點的涂層打磨掉,將涂層斷面處理完后在放入掃描電鏡中觀察和分析界面的結合情況,將試樣到掃描電鏡中觀察分析陶瓷涂層的表面形貌。
1.4.3 涂層結合力的測定
涂層結合力是判斷涂層能否實用的最基本因素之一,標志著涂層部件在使用時涂層能否脫落。定量測定涂層與基體的結合強度的基本原理:在材料試驗機上,將涂層從基體上拉開時測定所用的力及受力面積,從而計算出結合強度。試驗采用了XLD-1型電子拉力試驗機,用搭接法測定涂層與基體之間的結合力,搭接方法如圖4所示將兩個試樣粘結在一起,加壓固化后進行拉伸試驗,測定其剪切強度即涂層與基體之間的結合強度。計算公式:
σ=F/A
其中,A為涂層面積(mm2);F為試樣斷裂時的最大載荷(N);σ為涂層的結合強度(N/mm2)。
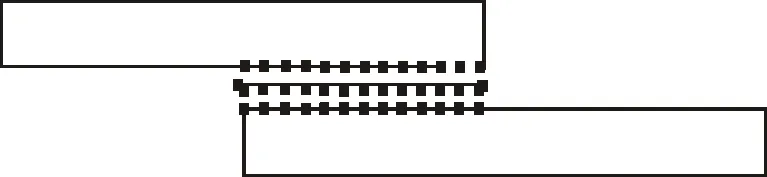
圖4 用搭接法測定涂層的結合力
1.4.4 涂層抗熱震性測定
熱震試驗采用急冷急熱法測定,將試樣加熱到某一溫度,保溫10 min,取出后淬于室溫的水中,待水面平靜后取出,觀察涂層表面是否出現裂紋或剝落,若無上述現象出現,即作為一次熱沖擊循環。然后再將試樣放入爐內,依次循環,直至涂層出現裂紋或剝落,分別記錄試樣的熱震循環次數,并求其平均值作為衡量涂層抗熱震性能的判據。
1.4.5 涂層耐磨損性測定
陶瓷涂層的耐磨性能測試:將涂覆有三元硼化物陶瓷涂層的Q235鋼和鋼基體進行了磨粒磨損和粘著磨損,并對其耐磨性進行對比。把3組不同溫度下(600 ℃、800 ℃、1 000 ℃)固化后的三元硼化物陶瓷涂層試樣每組取出6個,進行耐磨損測試。
(1)磨粒磨損性能測試。磨粒磨損是指物體表面與硬質顆粒或硬質凸出物(包括硬金屬)相互摩擦引起表面材料損失的現象。磨粒磨損機理是屬于磨粒的機械作用,這種機械作用在很大程度上與磨粒的性質、形狀及尺寸大小,固定的程度以及載荷作用下磨粒與被磨材料表面的機械性能有關[13]。磨粒磨損是最常見的,同時也是危害最為嚴重的磨損形式。磨粒磨損在ML-10磨損試驗機上進行,工藝參數為:外加載荷為3 N,砂紙為2#金相砂紙,移動行程為20 cm,削盤轉速為60 r/min,每個試樣做2個行程,取3個試樣求其平均值,磨損失重用電子天平稱重。
(2)粘著磨損性能測試。粘著磨損又稱咬合磨損,由于局部的粘著作用,兩相對運動件接觸表面材料從一表面轉移到另一表面的一種磨損,它是指滑動摩擦時摩擦副接觸面局部發生金屬粘著,在隨后相對滑動中粘著處被破壞,有金屬屑粒從零件表面被拉拽下來或零件表面被擦傷的一種磨損形式粘著磨損在M-200磨損試驗機上進行,其工藝參數為:干磨時外加載荷30 kg,磨損時間為5 min,轉速為180 r/min,對磨材料為高速鋼。油磨時外加載荷40 kg,磨損時間5 min,轉速180 r/min。
2 實驗結果及分析
2.1 球磨后的陶瓷骨料成分分析
為使陶瓷粉末能均勻的混合并得到更細陶瓷粉末的顆粒,把陶瓷骨料進行真空球磨24 h。球磨后的陶瓷骨料成分利用骨料粉體的XRD圖譜進行分析,如圖5所示。因為在球磨過程陶瓷粉體發生機械合金化,在球磨過程中產生了三元硼化物硬質相Mo2FeB2和AlFe3合金,圖中▼為Mo2FeB2,為AlFe3。
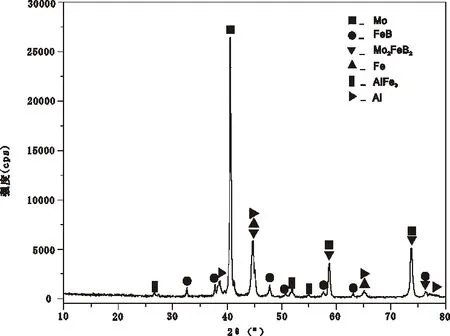
圖5 陶瓷骨料粉體X射線衍射圖譜
2.2 600 ℃固化涂層的成分分析
由600 ℃固化涂層的XRD圖(見圖6)分析,在600 ℃下有新相Mo2FeB2、AlFe3等產生。其中Mo2FeB2為三元硼化物陶瓷涂層的硬質相有較高的耐磨和耐蝕性能。在600 ℃溫度固化下涂層中仍然殘留Mo粉,說明在600 ℃下陶瓷粉末沒有充分反應。
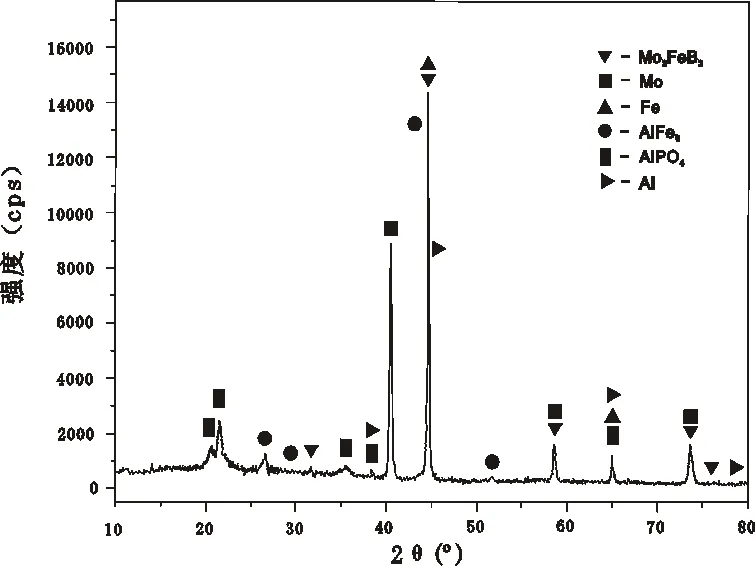
圖6 600 ℃下固化涂層的X射線衍射圖譜
2.3 800 ℃固化涂層的成分分析
由圖7可以看出,800 ℃下陶瓷涂層有新相Mo2FeB2、AlFe3產生,但涂層中仍有Mo粉存在,因為852 ℃以下Mo的活動性有限,但是Mo2FeB2也能形成。在這樣的溫度下,Mo2FeB2只能在坯體中富含Mo粉處形成。Mo2FeB2在Fe-Mo-B合金中的形成會引起膨脹[14],故生成的陶瓷涂層表面會有裂紋產生,使涂層性能明顯下降。
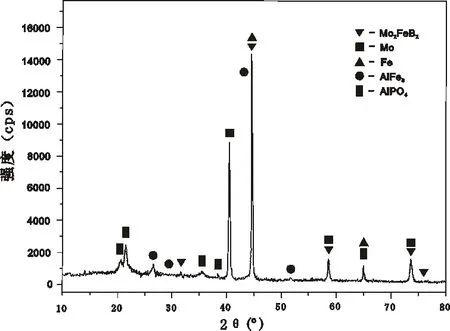
圖7 800 ℃下固化涂層的X射線衍射圖譜
2.4 1 000 ℃固化涂層的成分分析
由圖8可知,1 000 ℃下陶瓷涂層有新相Mo2FeB2、MoFeB4、AlFe產生。固化過程中生成的Mo2FeB2、MoFeB4、AlFe硬質相在Al溶液表面張力的驅動下發生位移,進行顆粒重排,涂層逐漸開始致密化,隨著Mo2FeB2、MoFeB4、AlFe硬質相量的增多,其中一部分硬質相顆粒滲入Q235鋼基體表面,通過擴散向晶粒非受壓區遷移,這一物質遷移使固相顆粒開始靠攏、接觸,顆粒接觸點逐漸變平,形成堅固的骨架,粘結相填充于骨架空隙,形成結構致密、無孔洞缺陷的硬質覆層[15]。
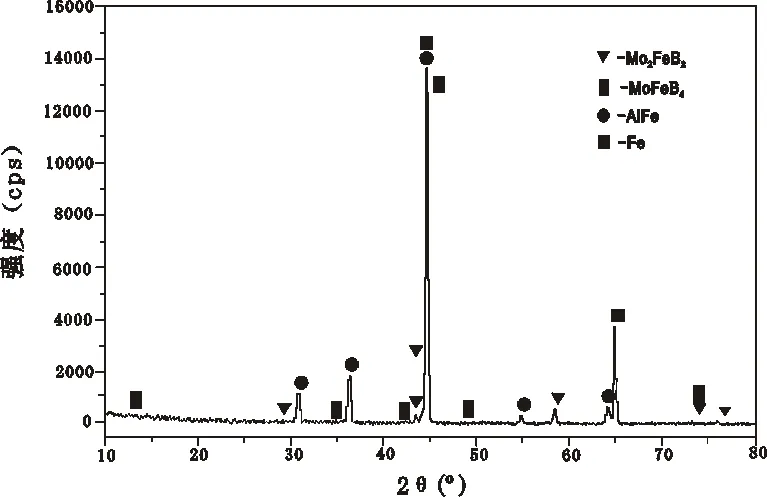
圖8 1 000 ℃固化涂層的X射線衍射圖譜
2.5 三元硼化物陶瓷涂層的組織結構觀察
3種不同溫度下固化陶瓷涂層的界面結合形貌和表面相貌掃描電鏡圖片如圖9~圖14所示。
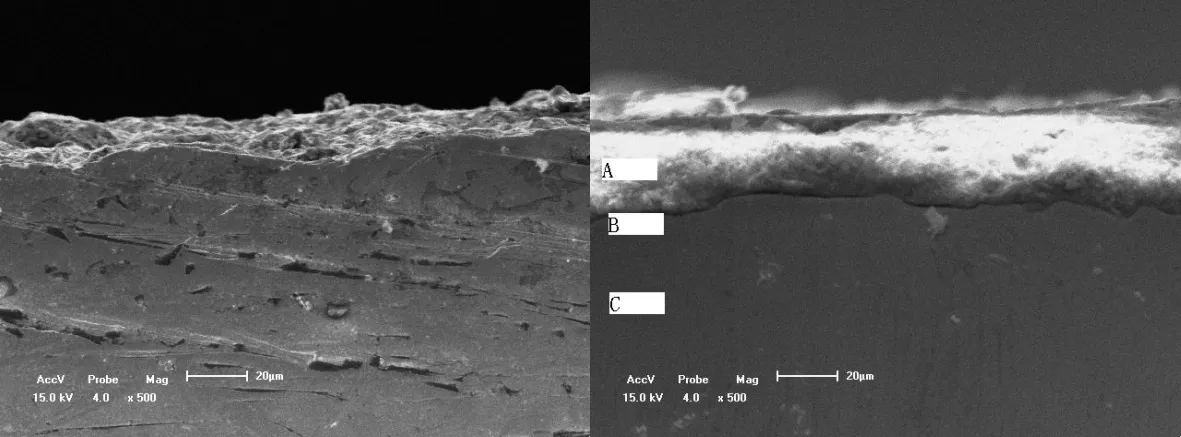
圖9 600 ℃燒結的陶瓷涂層界面結合形貌(左500× 右2 000×)
圖10 800 ℃燒結的陶瓷涂層界面結合形貌(左 500× 右2 000×)
圖11 1 000 ℃燒結的陶瓷涂層界面結合形貌(左 500× 右2 000×)

圖12 600 ℃燒結的陶瓷涂層表面形貌(左 2 000× 右500×)
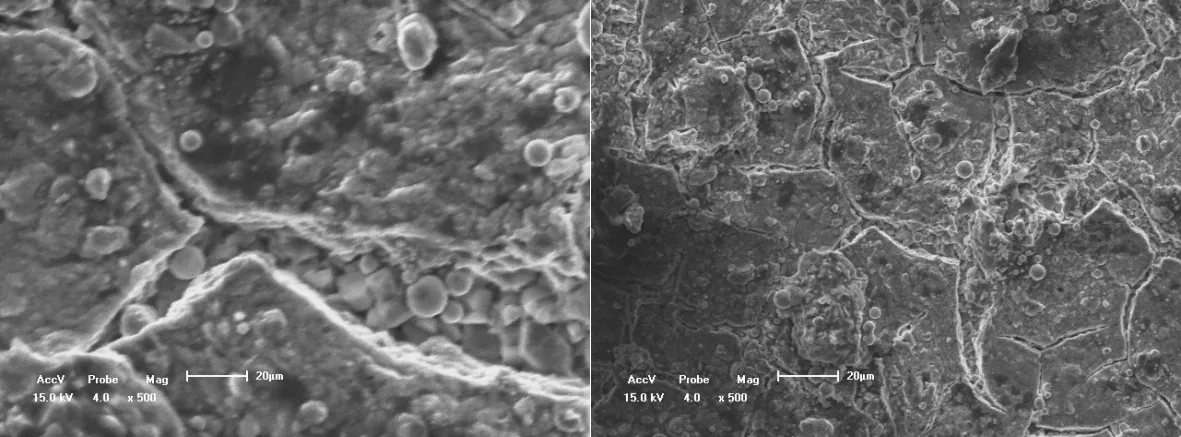
圖13 800 ℃燒結的陶瓷涂層表面形貌(左 2 000× 右500×)
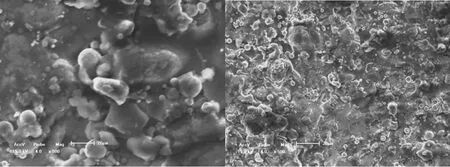
圖14 1 000 ℃燒結的陶瓷涂層表面形貌(左 2 000× 右500×)
圖9、圖10、圖11中標注的A為陶瓷涂層;B為涂層與基體的結合點;C為Q235鋼基體。
從圖9可以看出,600 ℃固化的陶瓷涂層與基體結合處大致成一條直線,在界面處無反應涂層生成涂層中的新相只是在涂層中產生而涂層和基體間并無化學或冶金結合現象,涂層和基體的結合處是物理結合和機械結合[16]。而600 ℃固化的陶瓷涂層涂層得表面形貌特征為網絡狀結構,呈現出很多裂紋,裂紋處并無填充物且涂層疏松分散。
800 ℃固化的陶瓷涂層界面結合形貌為涂層和基體間結合處有冶金結合,有一層滲入層與涂層和基體相連提高涂層的結合強度,分析涂層的表面形貌圖可知800 ℃固化的陶瓷涂層結構仍為網絡狀結構,但是涂層的裂紋細小且裂紋內有明顯的填充物,因為陶瓷粉體中的Al在800 ℃可以生成液相促進陶瓷粉末的反應速度,但是從800 ℃固化涂層的XRD圖譜可以看出涂層中仍有Mo粉存在,說明陶瓷粉體的固相反應沒有充分反應,因為852 ℃以下Mo的活動性有限,但是Mo2FeB2也能形成。在這樣的溫度下,Mo2FeB2只能在坯體中富含Mo粉處形成。Mo2FeB2在Fe-Mo-B合金中的形成會引起膨脹,固化的陶瓷涂層會出現裂紋,但陶瓷涂層固化時生成的硬質相Mo2FeB2、AlFe3均勻的填充在陶瓷涂層的縫隙處使涂層均勻致密[17]。
1 000 ℃固化過程中,生成的Mo2FeB2、MoFeB4、AlFe硬質相其中一部分硬質相顆粒滲入Q235鋼基體表面,通過擴散向晶粒非受壓區遷移,這一物質遷移使固相顆粒開始靠攏、接觸,顆粒接觸點逐漸變平,形成堅固的骨架,粘結相填充于骨架空隙,形成結構致密、無孔洞缺陷的硬質覆層,覆層硬度遠高于鋼基體硬度,1 000 ℃固化的陶瓷涂層的涂層結合最為緊密,從涂層界面結合形貌圖中可以看出涂層與基體的結合點無明顯的結合線,部分涂層已經熔入基體表面使涂層和基體緊密結合在一起,結合處不僅有物理結合和機械結合而且還有化學冶金結合。1 000 ℃固化的陶瓷涂層的表面形貌均勻致密無明顯的裂紋產生,因為,在1 000 ℃陶瓷粉末充分反應并有大量的新相產生。其中AlFe合金填充在陶瓷涂層的裂紋縫隙時涂層均勻致密。
綜上分析可以看出,3種固化溫度的涂層的界面結合和表面形貌特性都逐漸的提升,其中1 000 ℃固化的陶瓷涂層最佳。600 ℃固化的陶瓷涂層界面結合為一條直線,無冶金結合處,表面形貌有很多的裂紋且裂紋粗大,800 ℃固化的陶瓷涂層相對要好。
2.6 三元硼化物涂層的結合力的測定
為分析3種不同溫度下固化涂層的涂層與表面結合力,將兩塊試樣用氰基丙烯酸乙酯有機粘結劑粘結接在一起,兩個試樣的粘接面積為1 cm2,等粘結劑凝固后,用拉力機進行拉伸測試。拉伸的速度為5 mm/min,最大加載力為1 KN,記錄斷裂時的最大載荷,計算出涂層與基體之間的結合力σ。3種不同溫度下固化涂層的涂層與表面的結合力數據分析見表3。
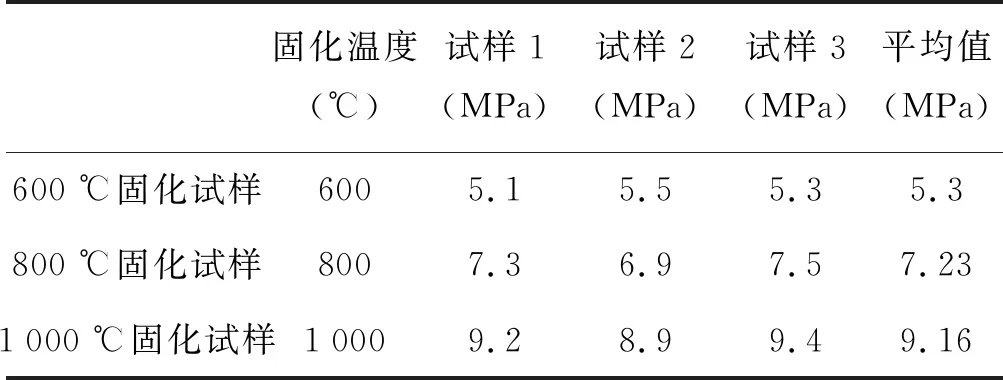
表3 陶瓷涂層與表面結合力分析
由表3分析三元硼化物陶瓷涂層與基體的結合力,在不同固化溫度下涂層與表面的結合強度有很大的差距,600 ℃固化涂層、800 ℃固化涂層1 000 ℃固化涂層的結合力逐步提高。從固化試樣的界面結合的掃描電鏡圖(見圖9)可以分析出,600 ℃固化的涂層與基體的界面結合為機械結合和物理結合,涂層與基體間結合處并無熔入點,所以涂層和表面的結合力較差。而800 ℃固化涂層的界面結合形貌中可以看出比600 ℃固化涂層的結合要好的多有在涂層與基體的結合線處有很多熔入點成為了涂層和表面之間的過度層,增加的涂層和基體之間的結合力。在1 000 ℃固化涂層的掃描電鏡圖片(見圖11)中可以看出。
2.7 三元硼化物涂層的抗熱震性能
熱震數據見表4所示。
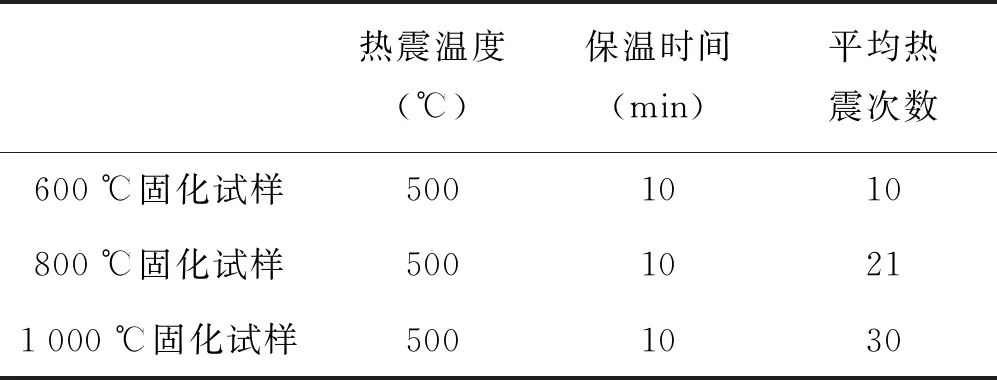
表4 熱震數據
由表4可以直接看出,低溫600 ℃固化的涂層抗熱震次數較少而800 ℃和1 000 ℃固化的涂層熱震次數明顯比600 ℃固化的涂層要高出許多。熱震次數較少的主要原因是涂層的熱膨脹系數和基體的熱膨脹系數相差較大,導致試樣在熱震時局部脫落或成片脫落。而涂層的膨脹系數取決與涂層中的硬質相三元硼化物Mo2FeB2等。從陶瓷涂層的界面結合SEM圖和表面相貌SEM圖可以分析,600 ℃固化試樣的表界面的結合處為一條直線無明顯的滲入層,結合力為機械結合和物理結合,涂層的結合力較差,涂層表面相貌陶瓷涂層的裂紋較多,致密性差也是導致熱震性能低的原因。而800 ℃固化涂層和1 000 ℃固化涂層的界面結合處涂層和基體有較好的熔合較大的提高了涂層與基體的結合力,從表面形貌也可以看出800 ℃固化涂層和1 000 ℃固化涂層的裂紋少涂層均勻致密,使涂層的抗熱震性能提高。
2.8 涂層的耐磨性能分析
2.8.1 三元硼化物陶瓷涂層的磨粒磨損分析把三組在不同固化溫度下生成的式樣每組取出三個進行磨粒磨損進行對比。磨粒磨損條件見表5,磨粒磨損的數據見表6。
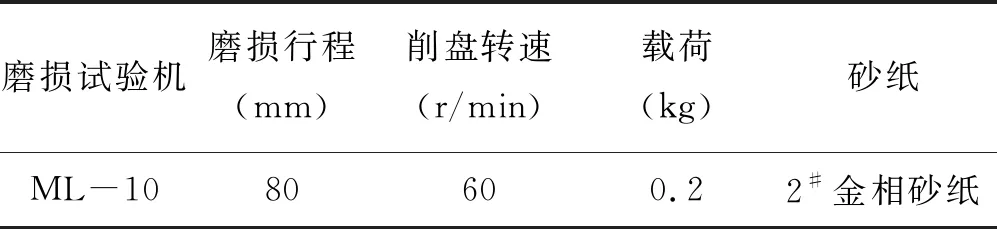
表5 磨粒磨損條件表
圖15中試樣1為鋼基體的平均磨損量;試樣2為600 ℃下固化涂層的平均磨損量;試樣3為800 ℃固化涂層的平均磨損量;試樣4為1 000 ℃固化涂層的平均磨損量。
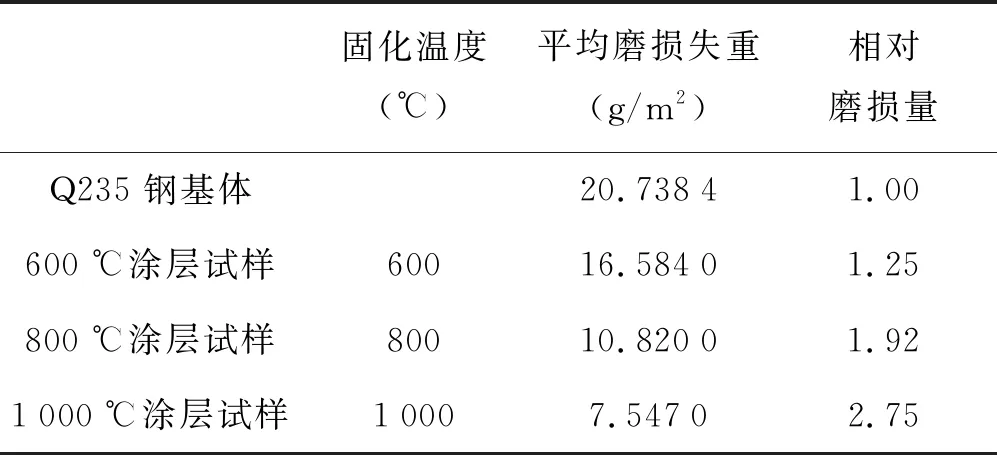
表6 磨粒磨損數據表
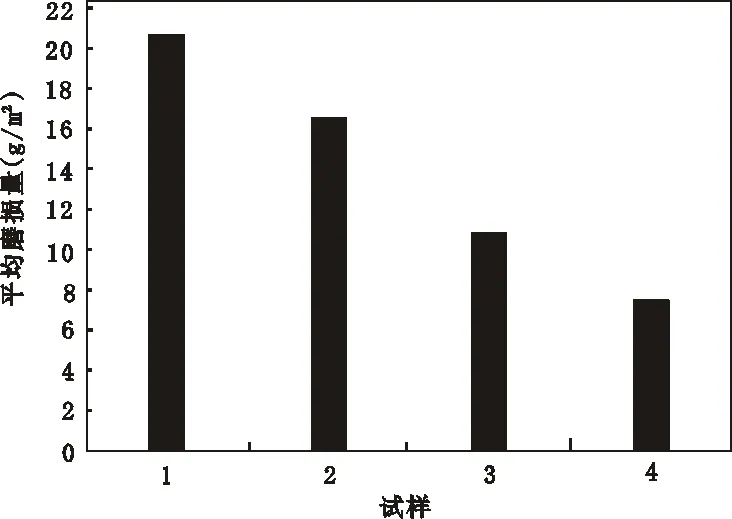
圖15 磨粒磨損柱形圖
由圖15可知,600 ℃、800 ℃、1 000 ℃固化的涂層試樣均比Q235鋼基體的磨損量要小。
(1)600 ℃下固化的三元硼化物陶瓷涂層。在600 ℃下固化的三元硼化物陶瓷涂層耐相對磨性性能提高了1.25倍,對金屬的耐磨性能提升不大。因為從600 ℃固化的涂層的表面形貌的掃描電鏡圖片(見圖16)中可以看出,涂層的裂紋很大,形成涂層的致密性較差,在磨損中容易產生物體表面與硬質顆粒或硬質凸出物(包括硬質合金)相互摩擦引起表面材料損失時磨損量增大[17~19]。
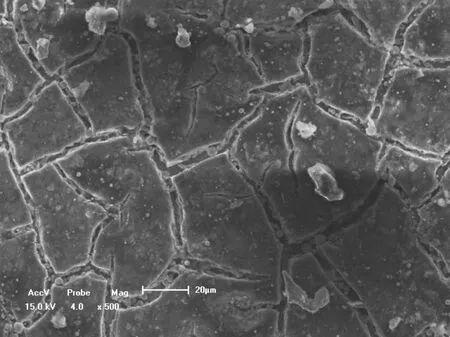
圖16 600 ℃固化陶瓷涂層(500×)
(2)800 ℃下固化的三元硼化物陶瓷涂層。由表6分析800 ℃下固化的三元硼化物陶瓷涂層的相對耐磨性能提高了1.92倍。相對600 ℃下固化的涂層有所提高,因為在800 ℃下陶瓷粉末中加入的鉻粉、鋁粉等充分的溶入涂層中填充涂層的裂紋使涂層較致密,而Al粉的熔點為660 ℃,在800 ℃可以充分的熔化使陶瓷骨料的反應在鋁溶液的液相中進行,因而在800 ℃下骨料的反應充分,鋁溶液可以填充陶瓷涂層的裂紋使陶瓷涂層更加致密耐磨[20]。分析800 ℃下固化的陶瓷涂層掃描電鏡圖片(見圖17)可知,涂層相對600 ℃固化的陶瓷涂層更加均勻致密。以上便是涂層耐磨性能有所提高的關鍵因素。
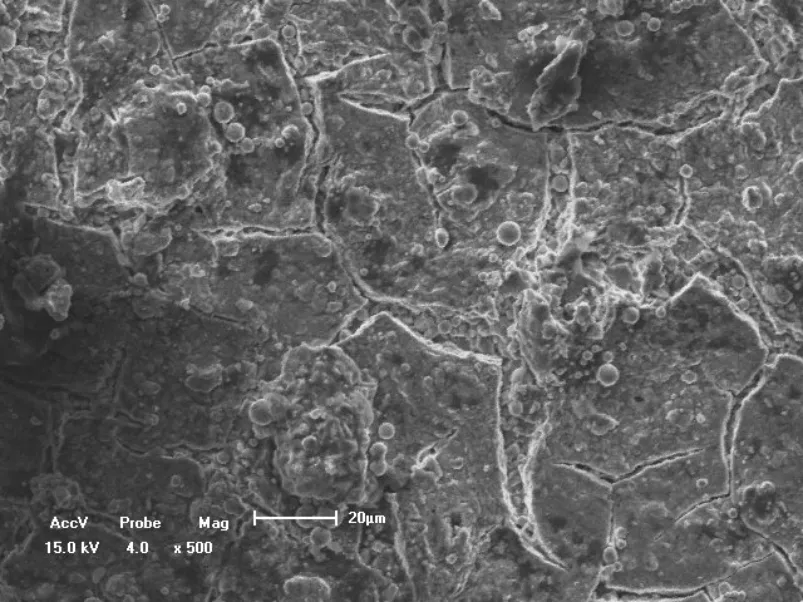
圖17 800 ℃固化涂層表面形貌圖片(500×)
(3)1 000 ℃下固化的三元硼化物陶瓷涂層。在1 000 ℃下固化的三元硼化物陶瓷涂層的相對耐磨性能比其他溫度下固化的陶瓷涂層的耐磨性都要高是鋼基體的2.75倍,可見在1 000 ℃下固化的三元硼化物陶瓷涂層有很高的耐磨性。而Cr和Al等合金元素的加入主要通過改變金屬粘結相的化學組成和組織結構來提高粘結相的力學性能,進而改變覆層的耐磨性能[21]。在硬質合金覆層的磨粒磨損過程中,隨磨損進行萌生的裂紋不斷擴展,發展到硬質相、粘結相界面中,裂紋將沿界面擴展,最終導致硬質相顆粒的剝落[22]。硬質相顆粒剝落的速度取決于裂紋擴展速度。合金元素添加后,金屬粘結相斷裂韌性提高,裂紋的擴展速度變慢,硬質相剝落的數量減少,因此,涂層的耐磨性提高。
在1 000 ℃下Mo2FeB2硬質相彌散分布在鐵基粘結相中,有抵抗磨粒壓入和切削的作用,成為抗磨骨架,高韌性的鐵基粘結相對MO2FeB2硬質相起到堅實的支撐和保護作用,因此,Mo2FeB2硬質合金覆層抵抗犁削的能力明顯強于Q235鋼,故耐磨性能優異。從 1000 ℃下固化的三元硼化物陶瓷涂層表面形貌的SEM圖片(見圖18)中可看出,涂層均勻致密無明顯的裂紋存在,可見涂層的硬質相分布均勻使涂層的耐磨性能有明顯提高。
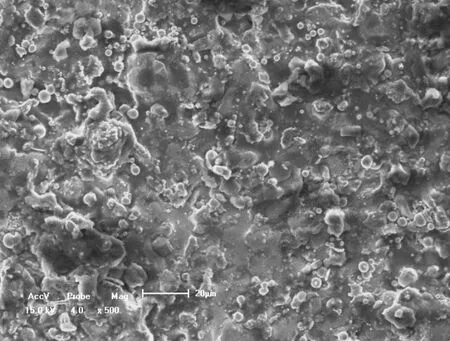
圖18 1 000 ℃固化涂層表面形貌圖片(500×)
(4)600 ℃、800 ℃、1 000 ℃下固化的陶瓷涂層的磨粒磨損都比Q235鋼基體有所提高。可見陶瓷涂層的耐磨性能與涂層裂紋大小、涂層密度、陶瓷層內顆粒間結合能力、層間結合能力等密切相關。600 ℃固化的涂層沒有過渡層,涂層和基材間的熱膨脹系數相差較大,結合強度較差,并且600 ℃固化時產生的新相也相對較少,所以耐磨性較低;800 ℃固化的陶瓷涂層雖然有過渡層,涂層與基材間因線性膨脹系數的差異所造成的應力集中得到了緩解,但是由于涂層生成時反應不充分生成的硬質相較少,其組織不均勻、疏松,其間存在不少的孔洞和裂紋,這些缺陷降低了涂層的耐磨性;而1 000 ℃下固化的陶瓷涂層本身反應充分、生成硬質相較多,且合金硬質相分布均勻致密具有了很高的耐磨性能。為更直觀的了解把3種不同溫度下的陶瓷涂層的磨粒磨損損失用柱形圖表示。
2.8.2 三元硼化物陶瓷涂層的粘著磨損分析
粘著磨損是指滑動摩擦時摩擦副接觸面局部發生金屬粘著,在隨后相對滑動中粘著處被破壞,有金屬屑粒從零件表面被拉拽下來或零件表面被擦傷的一種磨損形式。為了更好地了解三元硼化物陶瓷涂層的粘著磨損特性,本實驗粘著磨損試驗采用了兩種磨損干磨和油磨。磨損條件見表7。
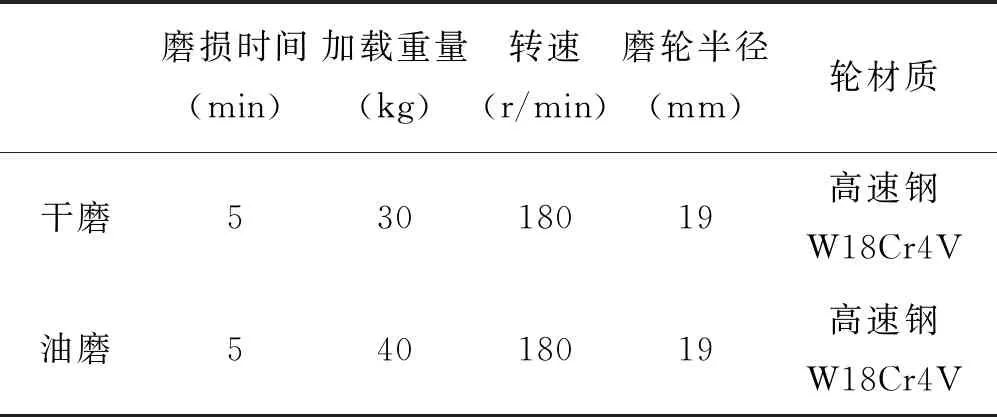
表7 粘著磨損條件
(1)干磨。在3組不同溫度下的固化的試樣和鋼基體中分別取出3個試樣進行干磨,每組去平均值計算平均磨損失重和相對磨損量。該試驗結果的數據見表8。
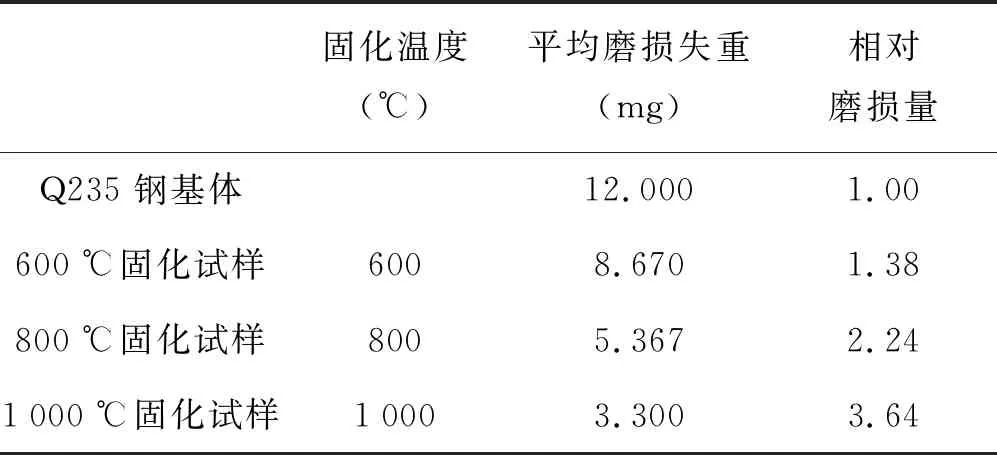
表8 干磨數據
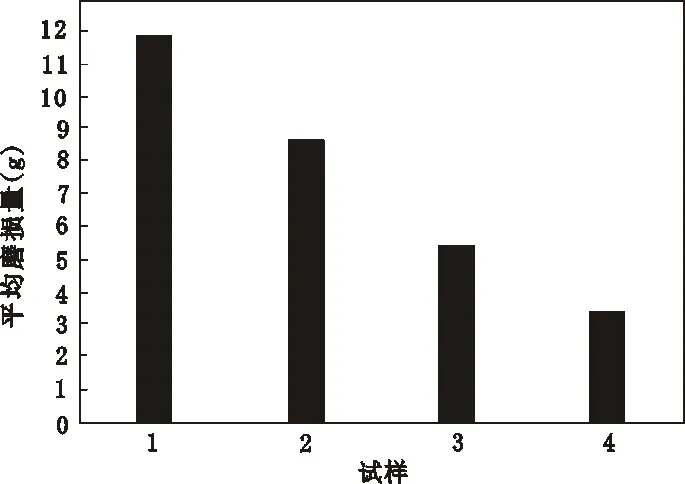
圖19 干磨柱形圖
圖19中試樣1為鋼基體;試樣2為600 ℃固化試樣;試樣3為800 ℃固化試樣;試樣4為1 000 ℃固化試樣。
從表8中可以看出,相對鋼基體而言在600 ℃固化涂層的試樣耐磨性提高了1.38倍,800 ℃下提高了2.24倍,1 000 ℃下的耐磨性最佳提高了3.64倍。固化溫度由低到高的變化引起了耐磨性能也隨之變化的原因在于在不同溫度下Cr和Mo都是過渡金屬元素,可以認為在Mo2FeB2三元硼化物中Cr優先取代Mo,而且金屬陶瓷的性能強烈依賴于這2種元素的濃度。Cr加入后可以顯著改善金屬陶瓷的耐腐磨性。在高溫下,Mo、AL、Cr等合金元素既可以溶解于鐵基粘結相中,也可以溶解于Mo2FeB2三元硼化物中[23],固化溫度越高涂層的反應越是充分進行Mo、AL、Cr等合金元素溶入鐵基粘結相的比例就越大,故而可以提高涂層的耐磨性,能使涂層的耐磨性呈現梯度上升現象。
(2)油磨。將3組不同溫度下的固化的試樣和鋼基體中分別取出3個試樣進行干磨,每組去平均值計算平均磨損失重和相對磨損量。其試驗結果的數據見表9。
圖20中試樣1為鋼基體;試樣2為600 ℃固化試樣;試樣3為800 ℃固化試樣;試樣4為1 000 ℃固化試樣。
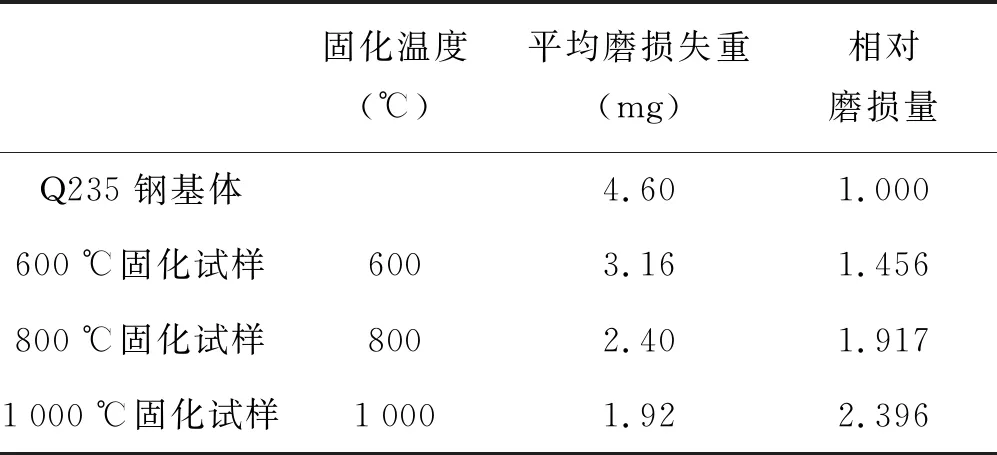
表9 油磨數據
由表9可以分析600 ℃、800 ℃、1 000 ℃固化試樣都相對Q235鋼基體其耐磨性都有所提升。其中1 000 ℃固化試樣的相對磨損量提升最高提高了2.396倍,6 00 ℃固化涂層的固體表面從微觀來看是凹凸不平的,兩摩擦表面接觸時實際上并不是整個表面接觸,而是許多凸出體的接觸。實際接觸面積只占名義接觸面積的很小一部分,所以磨損失重很大。在800℃下陶瓷粉體反應比600 ℃是要充分,生成的硬質相和合金強化時涂層有較高的耐磨性能,從800 ℃固化試樣的涂層表面相貌相對平穩,裂紋較小裂紋內有填充物的存在時涂層的耐磨性能有所提升。1 000 ℃下陶瓷粉體反應充分從1 000 ℃固化涂層的XRD分析可知涂層成分中無Mo粉的存在,而600 ℃、800 ℃固化中均有未反應的Mo粉存在,可見1 000 ℃下陶瓷粉體的反應充分,有大量的硬質相Mo2FeB2、MoFeB4產生提高涂層的硬度,陶瓷涂層不僅硬度大且散熱快不易出現材料粘著和焊合現象,所以1 000 ℃的涂層耐粘著磨損性能最佳。如圖20所示,為更直觀的表現基體、陶瓷涂層之間的磨損對比600 ℃、800 ℃、1 000 ℃下固化涂層的油磨平均磨損失重柱形圖。
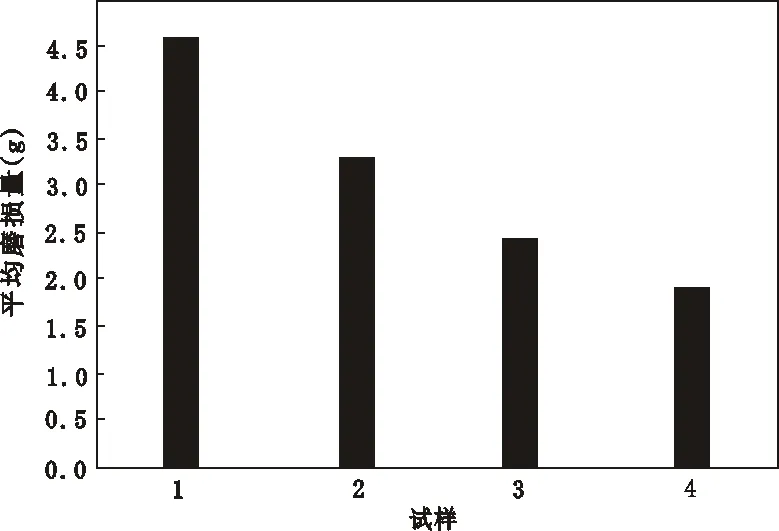
圖20 油磨平均磨損失重柱形圖
3 結論
用固相反應法在Q235鋼基體表面制備三元硼化物陶瓷涂層是可行的。陶瓷涂層的固化溫度1 000 ℃;陶瓷骨料配比為FeB∶Mo∶Cr:Al∶Fe=24∶36∶3.75∶25∶11.25;陶瓷骨料與磷酸二氫鋁粘結劑的配比為1∶1時陶瓷涂層的性能最佳。
通過對陶瓷涂層的X-射線衍射圖譜分析和掃描電鏡圖片的觀察,陶瓷涂層在固化過程中有Mo2FeB2、MoFeB4、AlFe等新相產生,且在1 000 ℃固化的陶瓷涂層的界面結合和表面形貌最為致密均勻。
固相反應法制備的三元硼化物陶瓷涂層磨損性能有很大的提升,在1 000 ℃下固化的陶瓷涂層的耐磨性能最佳,其磨粒磨損的相對磨損量提高了2.75倍,粘著磨損實驗的干磨條件下相對磨損量提高了3.64倍,油磨相對磨損量提高了2.396倍。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38