壓塊機活塞桿修復
2021-04-22 05:19:12沈德輝吳學琦
工程技術與管理 2021年6期
沈德輝 吳學琦
中國石油獨山子石化分公司,中國·新疆 獨山子 833699
1 引言
活塞桿是壓塊機液壓缸中至關重要的部件,主要用于支撐活塞做功,是一個運動頻繁的部件,其配合尺寸和表面光潔度等要求較高的配件,同時也是壓塊機中的易損配件,其表面粗糙度一般要求為Ra0.4~0.8μm,對于精度高甚至要達到0.1μm 以內,同時對同軸度、圓柱度及耐磨性也有相應的要求,在壓塊機長期使用的過程中,活塞桿最容易拉傷。拉傷后若不及時處理,輕則影響正常的使用,重則使壓塊機液壓缸不能工作。活塞桿拉痕形成的主要原因是防塵圈脆化呈塊狀脫落以后,不但失去了防塵作用,而且該處還堆積了許多灰塵與雜質,使活塞桿直接與雜質硬磨,導致活塞桿被拉傷,傷痕再刮壞缸口橡膠密封組件,造成液壓缸嚴重外漏。論文通過某化工廠壓塊機活塞桿修復實例介紹活塞桿可行性修復方案[1]。
活塞桿是壓塊機液壓缸中至關重要的部件,在壓塊機長期使用的過程中,活塞桿最容易拉傷。拉傷后若不及時處理,輕則影響正常的使用,重則使壓塊機液壓缸不能工作。活塞桿拉痕形成的主要原因是防塵圈脆化呈塊狀脫落以后,不但失去了防塵作用,而且該處還堆積了許多灰塵與雜質,使活塞桿直接與雜質硬磨,導致活塞桿被拉傷,傷痕再刮壞缸口橡膠密封組件,造成液壓缸嚴重外漏。
現場活塞桿中間密封位置出現拉傷,通過與客戶溝通進一步了解到該壓塊機活塞桿材質為20Cr13,整個活塞桿填料密封表面噴涂硬質合金(碳化鎢)處理,表面硬度檢測約為HLD720,表面粗糙度檢測約為Ra0.15μm;其余信息不詳,活塞桿基本尺寸及修復要求如圖1所示。
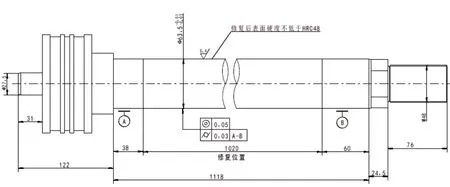
圖1 活塞桿修復要求
2 修復難點分析
從圖1可以看出活塞桿長徑比約1340.5/63.5≈21.11 >20,屬于細長軸系列,同時活塞桿兩頭軸徑比較細,同時修復位置對圓柱度、同軸度、硬度、粗糙度等均有要求。修復難點包括以下幾點:
一是修復的活塞桿使用工況,在高溫、腐蝕環境下工作,在選擇熔覆粉末時需要注意焊材的耐高溫能力、耐腐蝕能力以及熔覆層硬度。
二是確定修復位置邊界,使用位置全部一起修復,中間不能有接縫,如果存在接縫的話在使用過程中比較容易再次拉傷。
三是根據實物落實到該活塞桿兩端裝夾時沒有頂尖孔,有些加工時的方式方法不一樣,但修復時需要在車床修車、激光熔覆、磨床磨削均需用頂尖孔。
四是怎樣落實修復位置的尺寸公差、比較高要求的形位公差。
3 修復難點解決
一是修復粉末的選擇。在日常使用激光熔覆中,可有多種硬度的焊粉供我們使用。其中,XS-358 鐵基焊粉,理論硬度能達到HRC58,適合500℃ 以下的耐磨、耐蝕層,熔覆層的硬度高,耐磨性好。同時,相對噴涂工藝,激光熔覆工藝焊材與母材為冶金結合,結合強度對比噴涂涂層與原母材的結合強度要高。目前,車間在用的XS-358 焊粉均有耐高溫、防銹蝕、高硬度及耐磨等特點,前面修復過往復式壓縮機活塞桿、動力站主汽門閥桿等修復任務,均滿足現場使用要求,對于一般的高硬度耐磨位置均可采用此焊粉激光熔覆恢復尺寸[2]。
二是確定修復邊界。為保證修復邊界不在工作位置上,經和用戶溝通,將兩端邊界在使用位置的長度上各向外延伸10mm,防止接縫位置處于與密封摩擦副位置導致在使用過程中拉傷;主要是通過了解現場使用情況及與之配合的缸體等測量落實使用邊界位置進而確定修復邊界。此活塞桿修復前,通過測量活塞桿尺寸、缸體的尺寸及與客戶了解裝配情況來確定使用邊界。
三是充分研究該活塞桿的運行原理,并和用戶充分溝通最終確定,可以在軸兩端各打一個中心孔。以保證修復各工序工藝可以正常進行。
四是落實修復方案,保證修復質量。一般活塞桿均存在往復運動,修復位置一般都是在往復運動中出現的損傷,最后修復后確保滿足其使用功能。在原件修復前落實找正基準,通過了解各活塞桿給裝配位置及原活塞桿未修復位置(一般可找同尺寸位置,兩端預留未修復位置為找正基準)。對此活塞桿兩端各留有30~70mm 未修復,直接以此為基準進行找正,基準位必須兩個位置進行找正用。修復位置的形位公差(圓度及圓柱度)要求比較高,一般泵軸類修復在激光熔覆后采用車削恢復修復位置的尺寸,但活塞桿(閥桿)此類修復件修復尺寸僅僅靠精車滿足不了形狀公差[3]。同時,一般活塞桿表的粗糙度需要達到0.04 以上,普通車床也滿足不了。一般此類修復件時需要采用磨床磨削修復表面,有珩磨機的對外表面進行精加工,沒有的可以直接采用金相砂紙拋光一般也能滿足表面粗糙度要求。但修復件對修復位置進行磨削存在一定的問題,磨床采用兩端頂尖裝夾,在磨床上無法進行二次找正,要確保兩端中心孔滿足找正要求,必須在車床上修研中心孔,但中心孔修研后很難滿足泵軸0.02mm 同心度要求,一般長度1m 以內,兩端中心孔同心度可滿足0.05mm以內,1m 以上一般都在0.1mm 左右。
五是對較輕的拉痕采取局部修磨拋光的方法修復,對較重的拉痕采取焊補加人工修磨的方法修復。修復的要求:填料與母材必須結合牢固、平滑;調料必須耐用并易于手工加工;手工加工必須保證活塞桿直徑誤差小于0.06mm,經分析,可采用填料為J422 焊條。因為酸性焊條對鐵銹、油污及水分不敏感,不容易產生氫化孔;這種焊條工藝性好,易于操作;焊縫成型美觀;材料硬度適中,易于手工加工;電弧穩定,熔深較大,與母材結合牢固。
4 修復實際效果驗證
在修復活塞桿前,為驗證上述各項問題的解決辦法是否可行,我們找來類似的報廢活塞桿進行修復驗證上述方案的可行性。

圖2 修復實際效果驗證示意圖
報廢的活塞桿通過上述的找正辦法進行找正,車中心孔開中心孔后打表找正,百分表跳動在0.03mm 以內滿足既定的修復要求;接著對中間密封位置設定一端修復位置,車床裝夾對修復位置進行粗車見光,將原噴涂層車削掉;接著在激光熔覆設備裝夾,選用XS-358 焊粉熔覆修復位置,熔覆一遍焊接高度可達到直徑1.2~1.5mm,熔覆兩層可達2.5mm左右,熔覆后肉眼觀察未發現裂紋、氣孔等缺陷;接著磨床裝夾,打表找正,確認兩端中心孔滿足同心度要求后,磨削修復位置見光,便攜式硬度計檢測熔覆修復位置,檢測硬度約為HRC56 左右,對應HLD778 >HLD720,滿足要求。同時,通過著色探傷檢測,未發現氣孔、裂紋等缺陷,在修復表面澆水后等待一天左右,現場查看修復表面未見銹蝕,接著磨削至要求尺寸,檢測粗糙度約Ra0.8;最后車床裝夾,選用500 目以上的金相砂紙對修復位置拋光,拋光后經千分尺對修復表面尺寸檢測未發生變化,表面粗糙度提升至Ra0.15左右,滿足Ra0.4 要求。
5 結語
通過上述修復方案修復活塞桿,經客戶驗證尺寸、表面粗糙度、硬度均達到使用要求,現已回裝,且使用至今無泄露,滿足現場使用要求,說明上述修復方案是成功的。