在機測量系統在數控車削自動化生產線上的應用
2021-04-16 10:52:30羅一桓
新技術新工藝 2021年3期
關鍵詞:測量
羅一桓,曾 剛
(成都四威高科技產業園有限公司,四川 成都 611731)
在數控加工自動化生產線技術的發展過程中可以發現,由數控銑削機床組成的自動化生產線相對比較成熟而常見,而由數控車削機床組成的自動化生產線卻很少見。這是因為數控銑削機床的生產過程人工干預度低,具備一定的自動化基礎;而數控車削機床的生產過程人工干預度高,實現自動化的難度相對較高[1-3]。
通過研究分析可以發現,之所以認為數控車削機床自動化難度更高,是因為數控車削加工在傳統的單人單機生產模式下,在裝夾找正環節中存在大量人工參與的動作,且有些動作通過工業機械臂暫時替代不了。這些動作如下。
1)零件裝夾后用千分表檢查軸類零件的外圓圓跳動,或檢查盤環類零件端面跳動。
2)加工前要試切工件外圓,千分尺測量后修正每把刀的刀補。
3)加工前要試切工件端面,卡尺測量后修正零件Z軸零點。
上述3個人工動作,極大地限制了工業機械臂與數控車削機床的自動化結合。為此,筆者所負責的團隊在數控車削自動化生產線的建設實踐中,創造性地發揮在機測量系統的功能,巧妙地解決了上述問題,使得數控車削自動化生產線建設取得了成功。本文將其解決方案及應用經驗分享如下。
1 項目背景
筆者負責的團隊近期為客戶建設一條數控車削自動化生產線,該生產線主要由10臺斜床身數控車床(控制系統FANUC 0i-TF)、10套在機測量系統和1臺六軸機械臂(含第七軸直線導軌)組成。該生產線負責3張圖樣10道車工工序的自動化加工,每臺車床各負責一道車工工序,其零件形態和裝夾狀態各不相同。整條生產線由一個操作者在線外負責零件上下料,機械手負責實現這10臺車床的裝卸動作,而在機測量系統負責實現零件及刀具的找正動作。
該生產線的系統組成如圖1所示,數控車削自動化生產單元3D布局如圖2所示。其中,在機測量系統選擇的是雷尼紹公司OLP40工件測量系統和HPMA對刀臂[4]。
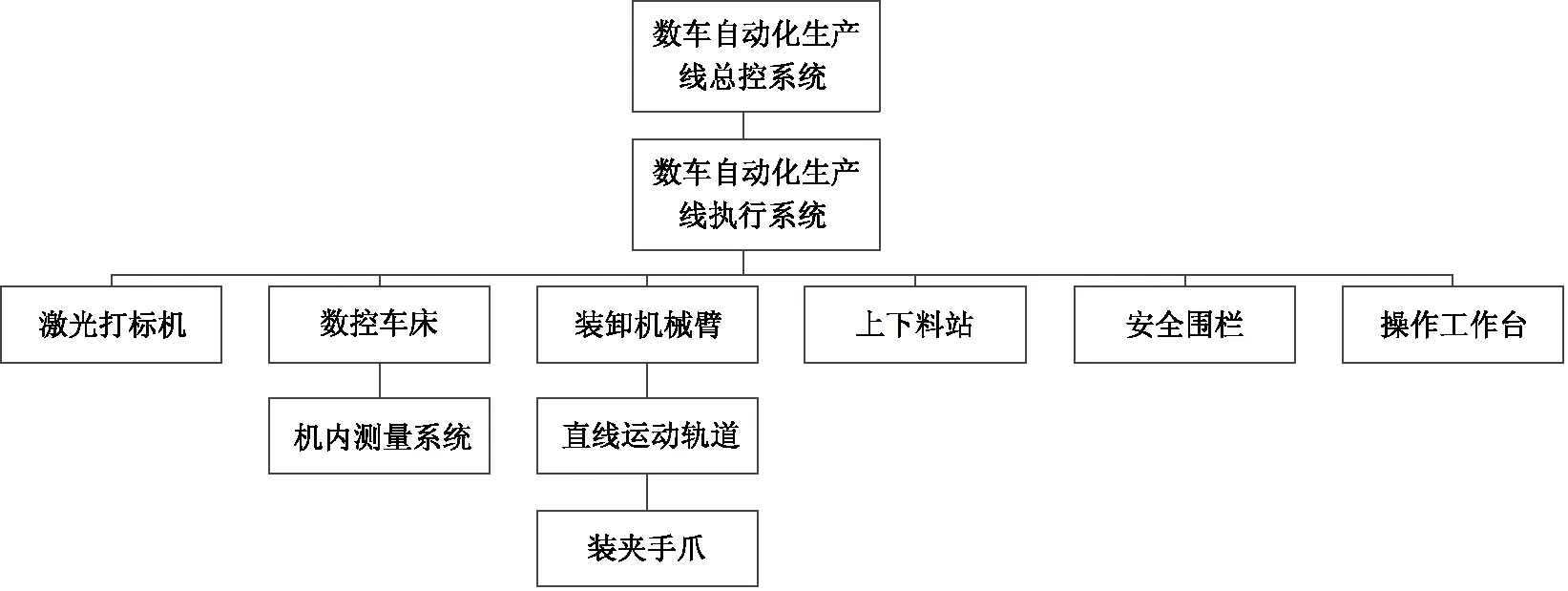
圖1 數控車削自動化生產單元系統組成圖
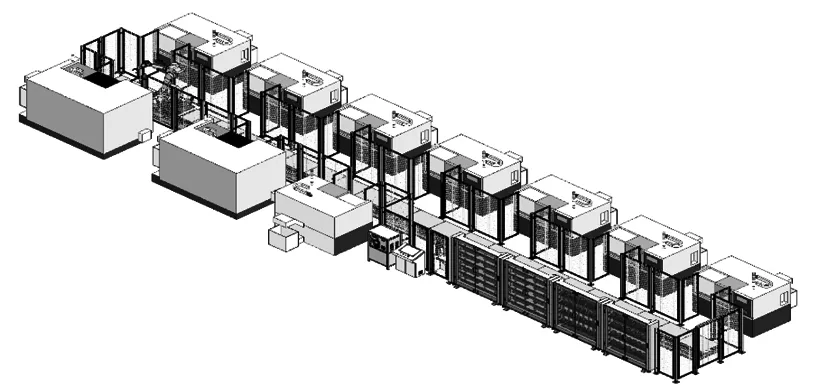
圖2 數控車削自動化生產單元3D布局圖
2 解決方案
2.1 實現自動對刀
2.1.1 原有方式分析
單人單機的人工操作模式下,數控車削對刀一般采用試切的方式進行,每把車刀都要單獨試切一次,試切后由人工用千分尺測量加工面直徑,以此確定刀具參數。這種方式效率很低,每次生產前對刀都花費5~10 min的時間。不僅如此,如果更換新產品,或是加工一段時間出現刀具磨損,都要重新對刀。
2.1.2 現有解決方案
在自動化生產中,不希望每次零件加工前都要進行人工重新對刀。因此,筆者使用HPMA對刀臂來解決對刀問題。HPMA對刀臂的對刀工作分為如下3個步驟。
1)對刀臂標定。
對刀臂的標定工作只需要每次加工新產品前做1次,其功能是標定機床加工此零件時的X軸零點和Z軸零點。
首先在刀庫中任意選擇一把刀作為基準刀,將這把刀進行零件試切,測量加工面的直徑和Z軸零點,人工設定好這把刀的刀具參數。然后取下零件,打開對刀臂,將基準刀刀尖移動至對刀臂附近15 mm以內的位置,執行對刀臂標定程序。對刀臂標定的程序語句是:“G65P9011H3K2B15”,其中Hi參數表示被測刀具的類型,如H3就是測量外圓刀。
2)刀具半自動測量。
刀具半自動測量僅需要每次安裝或更換新刀桿時做1次,重復安裝刀桿或更換刀片都無需重新進行半自動測量。刀具半自動測量的作用是記錄該刀位下刀具基本參數,避免刀具自動測量時因誤差過大而超過檢測范圍。
進行刀具半自動測量時,需要手輪操控,將被測刀具的刀尖點移動到距離對刀臂測頭15 mm以內的位置,再執行半自動測量程序。這個距離目測判斷即可,無需精確控制。
半自動測量程序的語句是:“G65P9011H3B15T10”,其中Ti參數表示被測刀具的刀位號。
3)刀具自動測量。
刀具自動測量需要在已經經過刀具半自動測量后的刀具上進行。刀具自動測量無需人工操作,可以隨時偵測刀具磨損,并在下次加工過程中將其進行補償。
刀具自動測量理論上可以在自動化生產過程中任意時刻執行,但為了避免干涉,多數情況下需要在不裝夾零件的情況下執行。
自動測量的程序語句是:“G65P9012H3B15”。所測值將自動修正當前刀號的刀具參數[5]。
2.1.3 自動化應用效果
通過HPMA對刀臂,在數控車削機床上實現了高效率的自動化對刀(見圖3)。每次加工零件前,就可以把刀塔上的所有刀具都重新測1遍,以此消除加工過程中刀尖磨損帶來的誤差。每把刀具的對刀時間只需約10 s,全部12把刀具的對刀時間也不會超過2 min。
2.2 實現圓跳動、端面跳動自動檢查
2.2.1 原有方式分析
數控車削裝夾后一般都要對零件的圓跳動、端面跳動進行檢查。在單人單機的操作模式下,操作者在磁力表架上安裝百分表,百分表靠近工件,旋轉主軸,通過查看百分表數值的跳動來判斷圓跳動。這種方式效率低,每次找正都需要3~5 min,且測量結果受操作者主觀因素影響,無法量化。

圖3 刀具自動對刀應用示例
2.2.2 現有解決方案
在自動化生產中,雖然采用了高精度液壓卡盤和訂制卡爪增大裝夾面積等方式,最大限度地減小裝夾中的同軸度誤差,使得機械手自動裝夾準確率達到80%以上。但是,機械臂裝夾過程中,難免會因為各種意外導致裝偏裝斜,這種意外不可預測且無法修正。如果因此要求操作者到每個機床前手工檢測零件是否裝正,顯然失去了自動化高效加工的意義。為此,筆者采用OLP40工件測量系統來實現圓跳動、端面跳動的自動測量。
圓跳動自動測量的工作原理是利用OLP40工件測量系統的測量外圓直徑的功能,讓零件外圓面每旋轉45°測量1次直徑,共測量8次(也可減小旋轉角度,測量更多次)。然后通過宏變量計算,自動找到最大直徑和最小直徑,兩者差值的一半就是該零件圓跳動的近似值。零件測頭測外圓跳動應用示例如圖4所示[6-7]。

圖4 零件測頭測外圓跳動應用示例
圓跳動的自動測量的典型程序示例如下:
%
O7003 (30xu-cetou-waiyuan)
#831=0.05 (設定圓跳動最大公差值0.05)
#850=134. (設定測量外圓的安全點直徑134)
#851=129.5 (設定測量外圓的測量點直徑129.5)
G28U0.W0. (回換刀安全點)
G98G00
M19 (主軸定位停止)
T1214 (換位于12號刀位的測頭,使用14號刀具參數)
M75(PROBE ON) (測頭測量功能啟動)
M89 (開啟主軸定角度旋轉)
G4X0.5 (暫停0.5 s)
B0 (C軸旋轉到0°)
G98G54G0X140.Z20. (快速移動到安全點)
G65P9810Z-8.F1000 (Z方向安全移動)
G65P9810X#850 (X方向安全移動)
G65P9811X#851 (測量理論直徑)
#610=#138 (將0°位置的測量直徑暫存#610參數)
G65P9810X#850 (X方向安全移動)
B45 (C軸旋轉到45°,并重復測量)
…… (共測量8個角度,此處省略重復語句)
#810=610 (開始宏參數計算)
#811=#[#810]
#812=#[#810]
#821=1
WHILE[#821LT8]DO1
IF[#811LT#[#810+#821]]GOTO2
#811=#[#810+#821]
N2
IF[#812GT#[#810+#821]]GOTO3
#812=#[#810+#821]
N3
#821=#821+1
END1
(上述宏參數計算,找到#610~#617的最大值賦給#811,最小值賦給#812)
#830=ABS[#812-#811]/2 (計算圓跳動為最大直徑減最小直徑的一半)
#832=[#610+#611+#612+#613+#614+#615+#616+#617]/8 (計算平均直徑)
M74(PROBE OFF) (測頭測量功能關閉)
IF[ABS[#830]GT#831]GOTO92 (判斷如果圓跳動大于圓跳動公差值則報警)
G5.1Q1
G28U0.W0.
M99 (如果圓跳動檢測合格則返回主程序)
N92
G4X1.
IF[#1003EQ0]GOTO94 (通過#1003的狀態來判斷機床是否處于自動化聯機狀態。如果是,則向控制系統反饋報警信息;如果不是,則在跳轉到N94行,機床系統內產生報警信息)
G28U0.W0. (回換刀安全點)
M19 (主軸定位停止)
M66 (向控制系統反饋報警信息)
G4X2.
M61 (機床門打開)
M30 (程序結束,等待機械手二次裝夾)
N94
G28U0.W0.
#3000=81(CIRCULAR JUMP NG) (系統報警:圓跳動超差)
M30
%
端面跳動、內孔圓跳動的自動測量程序與外圓圓跳動的程序非常相似,只需要改動一下測量方向即可。
2.2.3 自動化應用效果
通過OLP40工件測量系統,在數控車削機床上實現了圓跳動自動測量,每次圓跳動測量僅需不到20 s的時間,解決了機械臂自動化裝夾過程中有時會裝不正的風險,極大地提高了自動化生產的加工效率和機床利用率。但是,需要指出的是,通過圓跳動自動測量程序可以發現裝夾不正的問題,但無法解決該問題。目前,機械臂的一次裝夾正確率約在80%以上。筆者采取的方案是一次裝夾后圓跳動超差,呼叫機械手二次裝夾,如果二次裝夾圓跳動還是超差,則在總控臺顯示機床異常信息,呼叫人工方式解決。因此,需要人工干預的裝夾問題可能性壓縮到4%以下。
2.3 實現自動找正Z軸零點
2.3.1 原有方式分析
在一些數控車削工序中,零件的Z軸零點不是以三爪自定心卡盤裝夾底面為基準,而是以零件的右端端面為基準,或是以某個已加工面的相對距離為基準。在這種情況下,因為零件長度誤差的關系,零件Z軸零點可能每件都不一樣,需要件件找正。
在單人單機的操作模式下,這種Z軸零件的找正需要通過人工每件試切來找正。具體做法是:每件零件先小余量試切一個見光面,再測量這個端面到基準面的距離,然后將這個距離值輸入到對應刀具號的刀具參數表中。有時甚至需要多把車刀分別參與試切和刀具參數調整。這樣的方式不僅找正效率非常低,而且這個過程完全依靠操作者手工測量和輸入數值,還極易量錯或改錯參數,造成零件加工不合格。
2.3.2 現有解決方案
在自動化生產中,不可能接受零件每件都靠人工試切找正的方式。為此,筆者采用OLP40工件測量系統來解決自動找正Z軸零點的問題。
自動找正Z軸零點的工作原理是利用OLP40工件測量系統測量Z軸長度的功能,測量零件某個基準端面(不一定是理論0平面),找到實際測量值與理論值之間的差值,然后將這個差值補正到坐標系中去。每個零件只需測量1次,刀具參數無需改變,所有刀具都無需重新對刀[8-9]。
自動找正Z軸零點的典型程序示例如下:
%
O7011(110xu-cetou-1-duanmian)
G28U0.W0.
G98G00
M19 (主軸定位)
T1214 (換位于12號刀位的測頭,使用14號刀具參數)
M75(PROBE ON) (測頭測量功能打開)
M89
G4X0.5
G98G54G0X160.Z20.
G65P9810X135.F1000 (X軸安全移動)
G65P9810Z10. (Z軸安全移動)
G65P9811Z2. (測量有2 mm理論加工余量的端面)
#5242=#5242+#142 (將測量誤差#142值補正到G55坐標系Z軸零點參數中)
G0Z20.
M74(PROBE OFF) (測頭測量功能關閉)
G28U0.W0.
G99
M99
%
2.3.3 自動化應用效果
通過OLP40工件測量系統,在數控車削機床上實現了自動找正零件Z軸零點,每個零件在長度誤差不超過10 mm的情況下,均可以自動找正。每次測量時間<10 s,極大地提高了自動化生產的加工效率和機床利用率。
3 應用經驗
因為數控車削機床操作時人工干預的情況更多,因此通過數控車削機床組建自動化生產線,其難度要比用數控銑削機床實現自動化生產線更難。即使采用雷尼紹公司OLP40工件測量系統和HPMA對刀臂,從理論上代替了人工裝夾找正的動作,但在實際應用中,每種零件每個工序加工的實際情況都不一樣,都需要進行有針對性的工藝調整。筆者團隊在實踐過程中,總結出了一些應用經驗,分享如下。
3.1 HPMA對刀臂的應用經驗
1)雷尼紹公司提供的數控車削對刀臂,常用的有HPMA型和HPPA型2種,區別在于HPMA型內置旋轉電動機,可以通過M代碼控制展開和收攏,而HPPA型只能人工展開和收攏。因此,在實施自動化生產線中,一定要選擇HPMA型,才能實現遠程自動控制。
2)HPMA對刀臂在展開工作時,測頭要通過車床旋轉軸,因此稍微長一點的零件都要干涉,所以必須在不裝夾零件的狀態下執行刀具自動對刀程序。
3)HPMA對刀臂的展開和收攏的運動會掃過卡盤前一段圓弧區域,應注意避免與卡盤及卡爪的干涉,必要時需要鏜修卡爪外緣(見圖5)。

圖5 因卡爪與對刀臂干涉而鏜修卡爪的示例
4)數控車削機床的刀具參數,有“偏置/形狀”和“偏置/磨損”2個參數表。通過測刀臂獲得的刀具參數需要統一放在一個參數表內,如果混淆就會出錯。以FANUC系統的數控車削機床為例,如果宏參數#509=1時,測量后的刀具參數會記錄到“偏置/形狀”參數表中;如果#509=0時,測量后的刀具參數就會記錄到“偏置/磨損”參數表中。如果參數不統一,就會發生半自動對刀程序將刀具參數存放到“偏置/磨損”參數表中,自動對刀程序運行時又從“偏置/形狀”參數表中獲得錯誤數據,導致撞刀的情況。
3.2 OLP40工件測量系統的應用經驗
1)要合理選擇測針。OLP40工件測量系統標配的是一根φ6 mm的單針(見圖6),而提供的安裝方式是安裝在φ25 mm的內孔刀座上。這種情況下,測頭就只能測量零件右端面附近的外圓及端面,功能十分有限。因此,建議更改成φ2 mm十字針形式(見圖7),測量功能就能大幅加強。
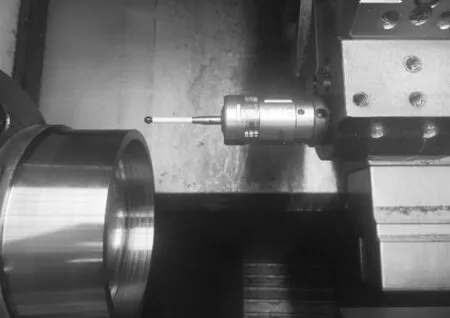
圖6 測頭標配φ6 mm單針示例
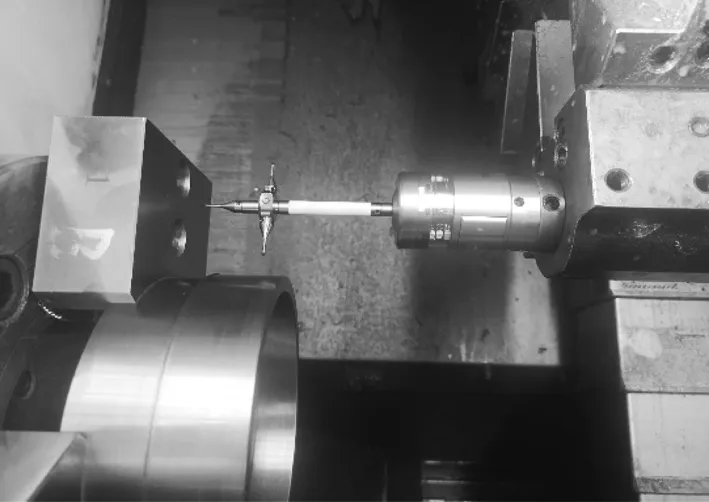
圖7 測頭選配φ2 mm十字測針示例
2)采用十字測針之后,3個測頭均可用于測量,但3個測頭的刀具參數是不一樣的,需要分別標定。一般1個刀號只能記錄1組刀具參數,因此十字測針會占用其他空刀刀號的刀具參數。例如,用“T1212、T1213、T1214”來定義3根測針的刀具參數。
3)HPMA對刀臂不能用于測量OLP40工件測量系統的刀具參數,因為兩者是通過檢測觸碰位移來實現檢測的,相互接觸時不能肯定哪邊會先發生位移。這樣測量出來的刀具參數會有較大誤差,導致后期測頭測不準。
4)使用OLP40工件測量系統時應注意測頭的干涉。車床內空間有限,測頭運動比刀具運動更復雜,要注意與車床內其他部件之間的干涉(見圖8和圖9)。比如測頭座與尾頂的干涉、測頭尖端與卡盤的干涉、測針與測座的干涉等。
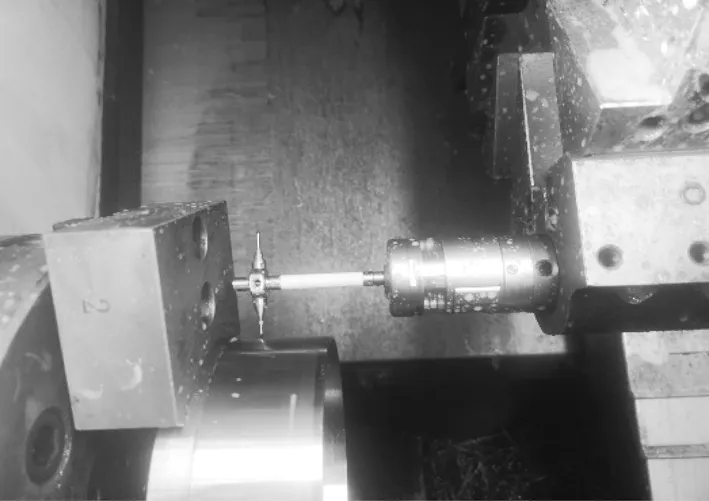
圖8 測頭拆卸前端測針,避免與卡爪干涉的示例
5)測頭除了使用時可能發生干涉外,在換刀時也有可能與機床鈑金發生干涉。上文提到十字測針的橫針如果長度短于測頭座的大小,就會在測量時發生干涉。此時應在十字測針的橫針上加裝延長桿,但延長桿又不能太長,太長在換刀時會和機床鈑金干涉。例如,在十字測針的橫針上加裝20 mm的延長桿,在刀座干涉與鈑金干涉之間達到平衡(見圖10)。
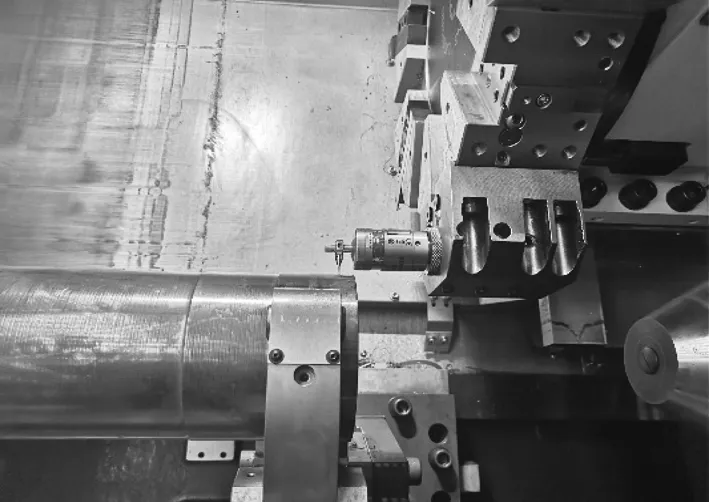
圖9 測頭不裝延長桿,避免測頭座與尾頂干涉示例
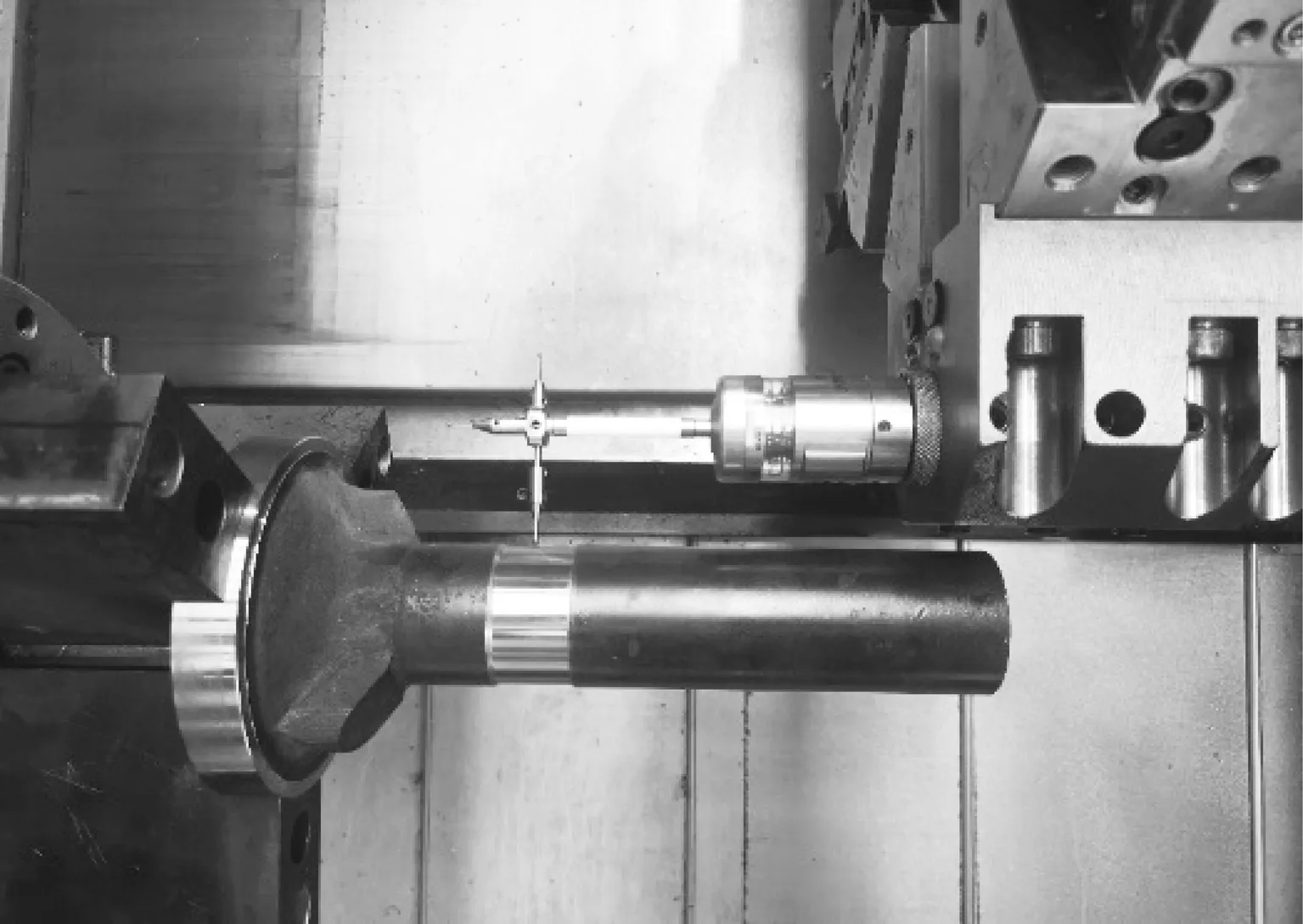
圖10 刀座干涉與鈑金干涉之間達到平衡示例
6)在部分機床上,采用內孔刀座橫裝測頭的方式會帶來無法避免的干涉,筆者自制測頭座工裝,將測頭豎過來安裝(見圖11)。在豎裝測頭時應注意測針長度,如果測針過長,極易在換刀時與機床內側護板發生碰撞。
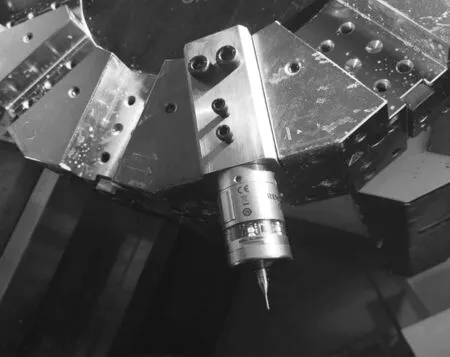
圖11 通過自制工裝豎裝測頭示例
7)圓跳動自動找正程序的工作原理是在零件周圈多個角度測量零件半徑,找出最大值與最小值的差。這就要求數控車削機床具備分度旋轉的功能,在FANUC系統中,該功能受K3.4參數控制。如果有些數控車削機床不具備定角度旋轉功能,也可采用任意低速旋轉一定時間后停止再測量直徑的方式。這種方式的測量點分布比較隨機,不如定角度旋轉測量點分布均勻,因此建議多測幾個點。
8)自動找正Z軸零點程序的工作原理是:每次裝夾后,在前一個零件定義的坐標系下,測出零件基準面實測值與理論值的差值,然后以此修正坐標系的Z軸參數,使該零件的基準面與理論基準面重合。因為測頭默認的測量越程距離是10 mm,也就是說,當不同零件間基準面誤差<10 mm時,都可以用這個程序自動修正Z軸零點。如果零件間誤差過大,則需要在測量語句中增加一個Q參數值,例“G65 P9811 Z2. Q20”可以將各零件間的允許誤差擴大到20 mm。
4 建設成果
在這條數控車削自動化生產線建設中,通過在機測量系統的大量應用,讓數控車削機床、在機測量系統與六軸機械臂有機地結合在一起,成功解決了自動化生產線中數控車削機床零件裝夾找正的關鍵問題,彌補了數控車削加工從單人單機操作到自動化操作中的關鍵一環,使得該條數控車削自動化生產線能夠高效而穩定地運行,在生產效率、人力成本、加工質量方面都比單人單機操作有大幅提高。這套在機測量系統的應用方案在所有數控車床上都具有普遍的推廣意義[10]。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00