低溫甲醇洗裝置甲醇消耗問題探討
2021-04-13 09:39:54
當代化工研究 2021年6期
關鍵詞:工藝
(兗礦魯南化工有限公司 山東 277527)
1.低溫甲醇洗工藝的簡單介紹
在二十世紀五十年代,德國率先開始采用低溫甲醇洗凈化法,這一方法的應用,有效實現了對有毒酸性氣體的凈化處理。這一工藝的出現和應用原理是出于物理因素的考慮,由于甲醇性質的特殊性,使得在甲醇溫度逐步降低的過程中,硫化氫等酸性氣體可以隨之逐步溶解于甲醇內,這一純物理過程有效反映了甲醇的吸收作用。如果是冷甲醇,當處于高壓、低溫的狀態下時,可以有選擇性地脫除工藝氣體內原有的二氧化碳、硫化氫、硫氧化碳等酸性類氣體,經由加熱、降壓等基礎工序,可以實現甲醇溶液內二氧化碳、硫化氫氣體等的凈化和回收[1]。其基本的工藝流程如圖1。
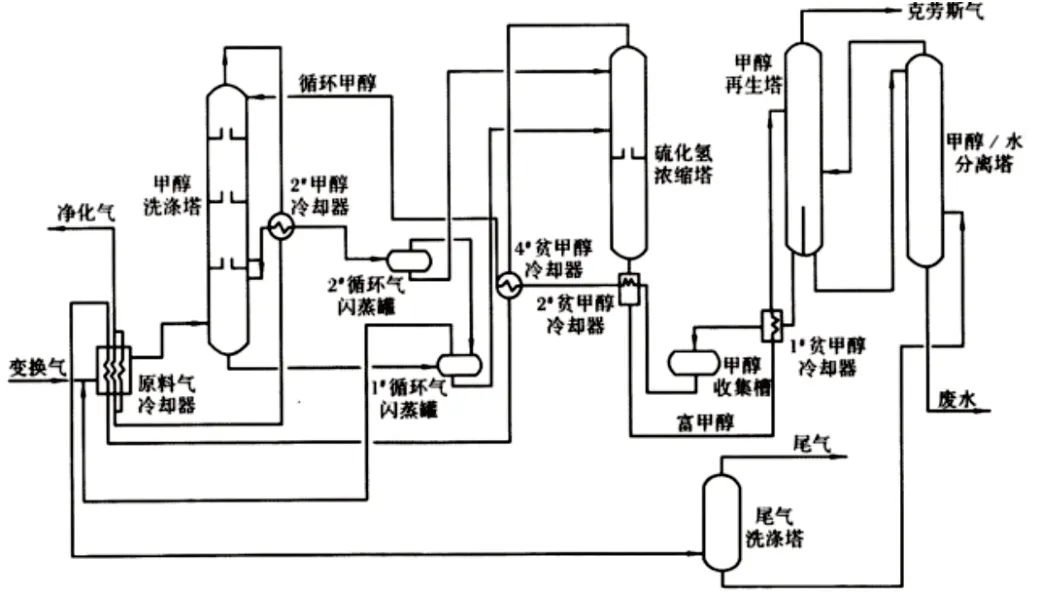
圖1 低溫甲醇洗工藝流程
2.低溫甲醇洗工藝甲醇消耗高原因解析
(1)工藝因素
低溫甲醇洗裝置運行的過程中,甲醇消耗過高在很多時候是由于工藝因素所造成的,具體表現在:①溫度方面,凈煤氣出二氧化碳吸收塔的溫度設計值雖然可以達到相應的設計標準,但是,當整個裝置處于低負荷運行狀態下時,系統的壓力相對較小,在這一條件下,甲醇吸收的二氧化碳量也相對較少,使得閃蒸冷量難以達到相應的標準,在低溫甲醇洗裝置運行時,循環系統的溫度高于正常值,在氣體排放的過程中,氣體中含有的甲醇分壓相對較高,使得排放時帶走的甲醇相對較多[2]。當然,在凈化氣、酸性氣和尾氣中,也會攜帶有部分的甲醇。②換熱器方面,在整個裝置的運行過程中,換熱器運行效果的好壞同樣會影響甲醇的消耗量,如果在裝置運行的過程中,熱再生塔排放的氣體溫度超過了正常標準,將會使得酸氣溫度同步增高,此時,酸氣中夾雜著的含硫甲醇量也相對較大,如果換熱器的冷卻效果較差,在氣體溫度過高的情況下,甚至會形成霧沫,最終使得回流槽的液位超出正常值,分離效果難以達到實際的要求。③熱再生塔頂部操作溫度偏高,一旦其溫度超出了設計標準,去硫回收酸氣的溫度也相對較高,其中所攜帶的甲醇也相對較多,造成了嚴重的甲醇消耗。
(2)再吸收塔吸收效果因素
低溫甲醇洗裝置的甲醇偏高現象在很大程度是還會受到再吸收塔吸收效果的影響,裝置塔盤結構比較特殊,再吸收塔再吸收段中如果存在塔盤的過多設計與安裝,或者其所選用的為浮閥塔結構,將會使得在整個裝置運行的過程中,閃蒸空間相對較小,使得閃蒸受到了嚴重的空間因素限制,再吸收效果難以達到正常標準,夾帶情況下,大量的甲醇被帶出,引起了極為嚴重的消耗。
(3)人的因素
低溫甲醇洗裝置運行的過程中,由于存在人的操作,如果在操作過程中存在人的不當操作行為,同樣也會造成甲醇的異常消耗。因此在煤化工行業,低溫甲醇洗工藝屬于一種新的工藝技術,一些小型的煤化工企業并未掌握其工藝核心,甚至缺乏專業的操作人員,一些操作人員的專業素質偏低、經驗較少,使得在低溫甲醇洗裝置的使用中,不當操作使得甲醇消耗量超出了正常值。
(4)工藝控制指標因素
工藝控制指標因素同樣是引起低溫甲醇洗裝置甲醇消耗偏高的關鍵原因,在低溫甲醇洗裝置的運行過程中,要保持裝置運行的最佳效果,一般要維持氣液平衡,如果在裝置的運行過程中,吸收時的壓力偏低,此時,吸收效率也將大大降低,氣體凈化將受到影響,存在甲醇的異常消耗[3]。當低溫甲醇洗裝置運行一段時間以后,處于循環狀態下的甲醇氨含量也有所提升,為了將氨含量控制在正常標準內,一般會定期對含氨甲醇進行排放,雖然這一過程實現了氨含量的有效控制,但是,也存在著一定的甲醇消耗。
3.低溫甲醇洗裝置中甲醇消耗的控制
(1)凈化氣
低溫甲醇洗裝置運行的過程中,凈化氣的控制需要從以下方面來開展:①在裝置運行的過程中,要盡量將變換氣溫度控制在34℃左右,通過這一溫度控制,使得甲醇洗滌塔塔頂的凈化氣溫度得到了有效的控制,也就使得氣相中的甲醇攜帶量有效減少;②根據裝置的具體運行情況,適當對氨壓縮機的負荷加以提升,在此過程中,相關人員還需要盡量保障界區水冷器、纏繞式換熱器、減壓閃蒸等的換熱和制冷效果,通過這些控制,可以有效將甲醇溫度控制在合理的范圍內;③加減負荷的過程中,要始終堅持緩慢、平穩的原則,保障循環甲醇流量調控的科學性,避免大范圍波動所引起的甲醇消耗[3]。
(2)CO2尾氣
低溫甲醇洗裝置運行時,專業人員對中壓閃蒸系統液位和壓力的控制也非常重要,只有保障了調控的科學性,才可以使得硫化氫濃度塔運行壓力、上塔兩股進料量保持在穩定狀態下,尤其是要將塔內壓差控制在0~0.06MPa之間,使得塔頂氣液夾帶現象得以有效緩解。停車檢修的過程中,專業人員需對硫化氫濃縮塔塔頂除沫器、進料攔液板等加以全面檢查,避免這些部位的異常所造成的甲醇消耗。隨著裝置運行過程中系統負荷的不斷變化,專業人員需根據其變化趨勢,來進行尾氣洗滌塔洗滌水量的科學控制,并根據實際的運行需求,來做好出塔頂尾氣的取樣,從根本上脫除氣相中的甲醇。甲醇洗滌塔脫硫段CO2甲醇流量的科學控制也非常關鍵,專業人員要保障硫化氫濃縮塔上塔兩端進料量的科學性,當塔板液層達到了基本要求以后,可以適當通過塔頂進料量的降低來控制甲醇消耗。
(3)酸性氣
甲醇再生塔操作壓力的控制,塔頂和塔底溫度的控制,都可以有效減少裝置運行時甲醇的消耗,但這些操作參數的控制需結合裝置的具體運行情況來進行,并始終保持這些參數處于相對穩定的狀態下。塔頂水冷器、硫化氫餾分冷交換器、硫化氫餾分氨冷器的負荷與換熱效率必須要達到運行標準,通過這些控制來使得酸性氣中的甲醇蒸汽能夠被冷凝和分離出來。塔頂回流槽和酸性氣分離器液位的控制也非常重要,專業人員需在裝置的日常使用中,定期對就地、遠傳液位計、DCS液位控制系統等加以校對,避免由于這些故障所引起的甲醇消耗。
(4)外排廢水
在外排廢水的控制方面,重點要從以下方面來開展:①有效保持甲醇/水分離塔運行工況的穩定性,使得出塔頂甲醇蒸汽中的水含量保持在正常范圍內,適當提高塔底的操作溫度,使得廢水可以滿足排放的標準。②在整個裝置的運行過程中,有關人員要嚴格遵守操作的規范,對各個工況和運行參數都加以有效控制,避免過于追求循環甲醇水含量降低速率而引起的甲醇超標現象。③當系統處于開停車或者正常運行狀態下時,專業人員必須要對甲醇洗滌塔前氣液分離器液位情況加以密切觀測,并結合裝置運行的標準,來適當加以調節與控制,否則,一旦這一標準達不到要求,可能會導致罐內沒有液體引起高低壓設備的串壓現象,甲醇蒸汽的亂竄勢必會引起燃燒事故,甲醇浪費嚴重。
(5)系統開停車
系統開停車階段,同樣需要加強有效的控制,比如,在系統開車、建立甲醇循環之前,需結合系統的運行需求,來對甲醇洗滌塔、中壓閃蒸系統、甲醇再生塔、甲醇/水分離塔的操作壓力加以有效控制,甚至還需要對高、中、低壓充氮閥的開度加以科學調整,通過這些方式來避免放空所造成的甲醇損失。根據低溫甲醇洗裝置的運行情況,變換工段開始導氣階段,最好將甲醇循環建立的初始時間與該時間段保持一致,通過這一時間段的控制,可以使得低溫甲醇洗系統導氣前的空載時間大大縮短,使此階段的甲醇消耗得以有效控制。在系統的停車階段,最好能夠及時停止甲醇循環。
4.結束語
近年來,隨著各個煤化工企業生產規模的擴大,低溫甲醇洗裝置已然成為了生產中不可或缺的裝置,該裝置雖然具有一定的技術優勢,但是,其運行時的甲醇消耗量過高,各個煤化工企業都需要結合甲醇消耗的原因,采取有效的控制方式。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
