鋁合金材料焊接變形控制及熱調(diào)修工藝研究
2021-03-31 08:30:22
科學(xué)與信息化 2021年8期
南京雷爾偉新技術(shù)股份有限公司 江蘇 南京 210061
引言
截至2016年底,中國高鐵的運(yùn)營里程已經(jīng)占世界高鐵運(yùn)營總里程60%以上,位居全球第一,除了國內(nèi)的發(fā)展,中國高鐵觸角還遍及四大洲20余國。伴隨著高鐵事業(yè)的快速發(fā)展,高速化和輕量化已逐漸成為軌道交通的發(fā)展趨勢和核心競爭力,越來越多的國家因?yàn)殇X合金材料的質(zhì)量輕和強(qiáng)度高而選擇車體制造使用鋁合金材料替代傳統(tǒng)的剛性材料。
但由于鋁合金材料的導(dǎo)熱性大約是鋼的五倍,線性膨脹系數(shù)大約是鋼的兩倍,因此用于車體制造焊接時產(chǎn)生的焊接變形很大,所以鋁合金材料最大的焊接問題在于如何控制焊接變形,提高產(chǎn)品質(zhì)量。
在實(shí)際的生產(chǎn)制造過程中,因?yàn)檐圀w涉及焊縫和焊接方式較多,焊接導(dǎo)致的變形因素也很多,為了更好地控制焊接變形,需要結(jié)合實(shí)際分析變形原因以及解決措施,而通過熱調(diào)修方式對產(chǎn)品進(jìn)行焊后調(diào)型處理,往往可以最直接有效的消除材料表面應(yīng)力,降低調(diào)型成本以及提高生產(chǎn)效率。
1 焊接變形原因
鋁合金材料焊接過程中,需要的熱輸入較大且材料本身受熱膨脹系數(shù)大,導(dǎo)致鋁合金產(chǎn)品焊接時易變形,其主要原因?yàn)楹附訒r材料受熱不均勻,且焊縫收縮量也會引起應(yīng)力導(dǎo)致變形。
1.1 焊接鋁材受熱不均勻
鋁合金型材焊接是一種通過熱輸入加熱局部母材的過程,在加熱過程中,靠近焊縫處的溫度比較高,遠(yuǎn)離焊縫的地方溫度相對較低,溫度較低的區(qū)域受熱膨脹變化小,溫度高的地方受熱膨脹變化大,當(dāng)鋁材受熱膨脹力超過材料自身屈服強(qiáng)度,會引起材料發(fā)生變形,即使溫度下降后,因存在殘余應(yīng)力,會導(dǎo)致材料無法恢復(fù)初始狀態(tài)。在鋁合金材料焊接完成后,由于各處受熱不同,導(dǎo)致各處熱脹及冷縮反應(yīng)也各不相同,從而形成了復(fù)雜的應(yīng)力變化,最終導(dǎo)致了鋁合金材料受應(yīng)力影響而發(fā)生的情況。
1.2 焊縫填充焊絲焊后收縮
鋁合金材料焊接時,焊縫填充金屬焊絲由固體受熱轉(zhuǎn)化成液體分部于焊縫內(nèi),當(dāng)溫度冷卻后,焊絲由液體凝固成固體。在焊絲由液體轉(zhuǎn)化成固體的過程中,焊絲的體積減小,引起周邊母材的收縮,在焊縫區(qū)域的母材受到焊絲的收縮,形成應(yīng)力,導(dǎo)致母材區(qū)域受力變形。同時在焊縫區(qū)域內(nèi),焊接過程中,起始進(jìn)行焊接的區(qū)域會先進(jìn)行冷卻凝固,后焊接的區(qū)域后凝固,進(jìn)而先凝固的區(qū)域作用在母材的張力與后凝固作用在母材的張力不同且互相抑制,在焊縫區(qū)域內(nèi)形成復(fù)雜的應(yīng)力變化,導(dǎo)致鋁合金材料焊接完成后變形。
在通常情況下,薄板處焊縫收縮引起的變形比厚板處焊縫收縮引起的變形大,開口型腔接頭處焊縫收縮引起的變形比封閉型腔接頭處焊縫收縮引起的變形大。
2 焊接變形控制
預(yù)防和減少焊接變形的方法必須考慮焊接工藝設(shè)計(jì)以及在焊接時克服冷熱循環(huán)的變化。變形無法消除,但可以控制。減少焊接收縮變形的途徑有以下幾方面。
2.1 焊接鋁材受熱不均勻
越多的金屬填充在焊接點(diǎn)會產(chǎn)生較大的變形力。正確制定焊縫尺寸,不僅能得到較小的焊接變形,還可節(jié)省焊材和時間。填充焊縫的焊接金屬量應(yīng)最小,焊縫應(yīng)呈平坦或微凸形,過量的焊接金屬不會增加強(qiáng)度。反而會增加收縮力,增加焊接變形。
2.2 間斷焊縫
另一種減少焊縫填充量的途徑是較多地采用間斷焊接,如圖1。如長直焊縫進(jìn)行焊接時,采用先段焊再滿焊填充的方式可減少焊縫填充量,同時也能保證所需強(qiáng)度。
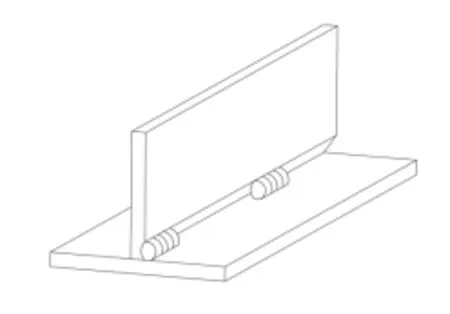
圖1 段焊示意圖

圖2 焊道示意圖
2.3 減少焊道
采用粗焊絲、少焊道焊接比采用細(xì)焊絲、多焊道焊接變形小,如圖2。多焊道時每一焊道引起的收縮累計(jì)增加了焊縫總的收縮。由圖可知,少焊道、粗焊條焊接工藝比多焊道、細(xì)焊條焊接的工藝效果更好[1-4]。
2.4 減少焊道

焊接前使零件預(yù)先向焊接變形的相反方向彎曲或傾斜放置(仰焊或立焊除外)。反變形的預(yù)置量需經(jīng)過試驗(yàn)確定。預(yù)彎、預(yù)置或預(yù)拱焊接零件是利用反向機(jī)械力,抵消焊接應(yīng)力的一種簡單方法。當(dāng)工件預(yù)置時,產(chǎn)生使工件與焊縫收縮應(yīng)力相反的變形。焊前的預(yù)置變形與焊后變形相互抵消,使焊接工件成為理想平面。
2.5 減少焊接時間
焊接時工件受熱膨脹然后冷卻至常溫,熱量的傳輸也是一種需要時間的過程,因此,相同的焊縫,焊接時間長會導(dǎo)致引起的變形量更大。通常,對于體積較大的工件,在其受熱膨脹之前,越快完成焊接工作越好,需要制定合理的焊絲類型和尺寸,焊接的速度及焊接電流等可能引起變形及收縮的焊接參數(shù),減少焊接時間有效地減少焊接受熱過程以此減小焊接引起的變形量。
2.6 制定焊接順序
對于結(jié)構(gòu)復(fù)雜的焊接工件,需要根據(jù)工件的結(jié)構(gòu)形式確定合理的焊接順序,使工件在同一位置進(jìn)行收縮。
3 熱調(diào)修
在實(shí)際的生產(chǎn)焊接過程中,無論采用什么樣的焊前控制變形的方法,想要完全消除焊接應(yīng)力引起的變形是不可能的。往往對于一些無法滿足預(yù)期效果處的焊接變形,可以適當(dāng)?shù)赝ㄟ^調(diào)修的方式來處理焊后的表面狀態(tài)來消除變形量。
隨著調(diào)修工藝的發(fā)展,鋁合金焊接產(chǎn)品調(diào)修工藝被分為了熱調(diào)修與冷調(diào)修(機(jī)械調(diào)修)兩類,然而對于機(jī)械調(diào)修通過敲擊抵消焊縫的收縮力,如同焊縫冷卻。敲擊將使焊縫延伸,變得更薄,從而消除應(yīng)力(彈性變形)。但是,使用這種方法必須注意,焊縫根部不能敲擊,敲擊時可能產(chǎn)生裂紋。通常,敲擊也不能用在蓋面焊道上,因?yàn)樯w面層可能有焊縫裂紋,影響焊縫檢測,產(chǎn)生硬化效果,所以技術(shù)的利用是有限的。對于熱調(diào)修工藝,焊接變形調(diào)修需要火焰加熱,加熱位置原則上只能在焊縫位置,由于焊縫位置的填充金屬沒有經(jīng)過時效強(qiáng)化,因此二次在焊縫位置加熱對接頭強(qiáng)度影響不大。
使用熱調(diào)修工藝對工件進(jìn)行焊后調(diào)型時,注意加熱位置為焊縫處,通過焊縫局部區(qū)域的二次加熱受熱冷卻過程,釋放焊縫附近應(yīng)力集中區(qū)域。在加熱過程中,應(yīng)嚴(yán)格控制工件表面溫度變化。通常采用的調(diào)型方式為對焊縫局部集中火焰進(jìn)行加熱,使得表面溫度迅速提升,根據(jù)表面加熱后顏色的變化判斷大概溫度,并使用測溫筆對加熱溫度上限進(jìn)行控制。待加熱完成后,使用水壺對加熱位置間歇灑水,使表面溫度迅速下降。通過鋁合金材料焊后熱脹冷縮過程,釋放焊縫區(qū)域集中應(yīng)力,減小焊后變形量。

為了加強(qiáng)熱調(diào)修的效果,還可以配合錘擊,放置重物或千斤頂?shù)容o助方式提高調(diào)型效果[5-8]。
4 結(jié)束語
隨著鋁合金材料被越來越多的領(lǐng)域使用,想要完全消除焊接引起的變形幾乎是不可能的,在實(shí)際的生產(chǎn)過程中,如何控制焊前變形和調(diào)整焊后變形變得越發(fā)重要。了解焊接變形的原因與掌握變形的控制方法可以適用與鋁合金材料的焊接,有效提高產(chǎn)品質(zhì)量及提升生產(chǎn)效率。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
