五軸聯動木工數控雕刻機結構的仿真分析
2021-03-27 16:35:12宋麗瑩
中國設備工程 2021年5期
關鍵詞:指令
宋麗瑩
(山東省普拉特實驗室科技有限公司,山東 聊城 252000)
目前,在工藝品設計、模具模型、印刷電路板、廣告設計等多項領域中均運用了五軸聯動雕刻機技術,數控雕刻機即CNC雕刻機,采用了機械化、自動化的生產運行方式,能夠利用電腦式加工計算需要計算的字體以及任意圖案等。
1 五軸聯動木工數控雕刻機結構設計
本次研究的五軸聯動木工數控雕刻機主要由執行機構、驅動裝置、控制系統等組成,擁有強大的加工功能,不受產品的外形限制,可以在所需加工產品的任意表面進行任何形狀的切割和打孔作業。該脫離傳統,采取簡單易學的編程模式。(如圖1)。
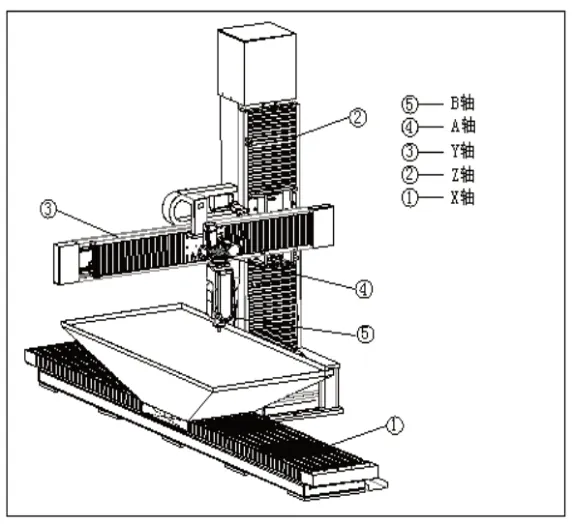
圖1 五軸聯動木工數控雕刻機行業技術參數
要求外觀完好,結構布局與接口設計合理。運動范圍:X軸:1300mm;Y軸:2700mm;Z軸:570mm;C軸:±360°; B軸:±100°;最大速度:X軸:55m/min;Y軸:65m/min;Z軸:30m/min;C軸:37.5r/min;B軸:37.5r/min;重復精度:±0.05mm;負載:額定負載:10kg;最大負載:20kg;主機重量:2400kg;外形尺寸:4000×1780×2120mm最大工作范圍:1500×700×430mm。技術參數見表1。
2 五軸聯動木工數控雕刻機電氣設計
2.1 電氣系統
設備上電后,先用手持器對各軸進行手動測試;啟動風機,觀察出風口以確定電機的正反轉,如果反轉應立即調整;使用后請定期檢查設備運行情況;啟動主軸,檢查旋轉方向,如果反轉應立即調整;開啟吸盤,檢查開關是否正常。周圍環境溫度:-10~45℃不結冰,周圍環境濕度:50%RH以下,儲存溫度:-20~+65℃,環境:室內無腐蝕性氣體、可燃氣體、油霧、塵埃等,海拔:高度海拔2000m以下。
2.2 電源設計
工廠電源電壓不足的可能會影響馬達的輸出和控制器
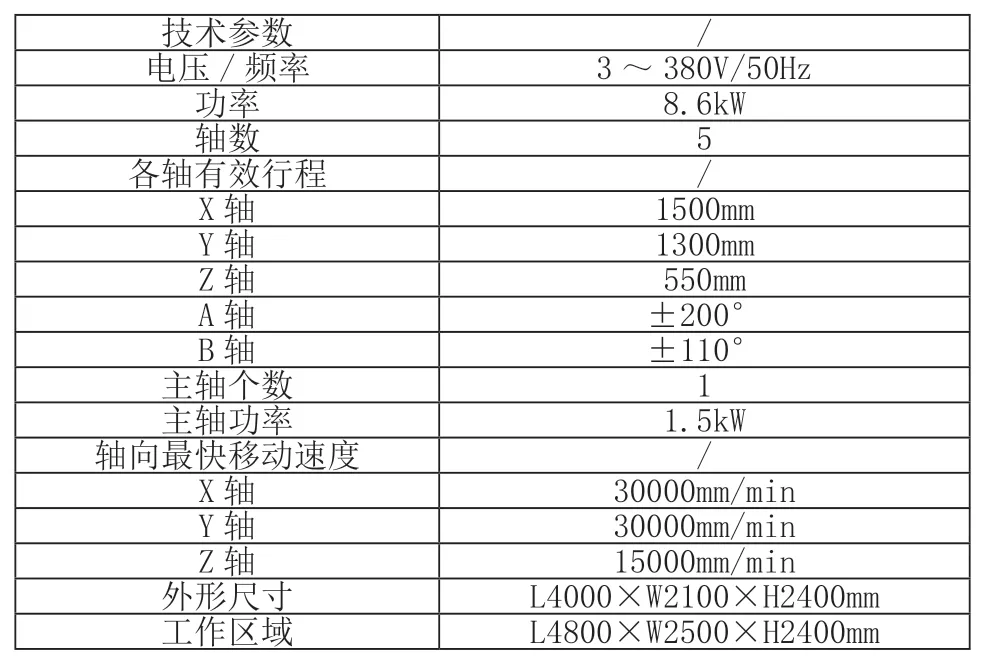
表1 五軸聯動木工數控雕刻機技術參數
的功能;連接這臺機器到工廠電源的正確電壓是非常重要的,只能使用獨立的電源;電源要求如下:AC380V±10%50Hz±1%。設備使用電源為交流三相380V50HZ外接電源。
3 五軸聯動木工數控雕刻機結構仿真分析
3.1 監控IO的輸入輸出狀態
此界面下可以快速直觀的了解各輸入I點或輸出O點的實時狀況及監視。當對應的I,O點的字幕變為綠色時,就說明此信號已經有輸入或已經輸出。此界面下同時還可以監控伺服系統的實時狀態。
3.2 參數查看或修改狀態
在參數1狀態按F4可以進入軟體版本按F5可以進入。修改參數前快速雙擊自動/單節鍵進入,輸入“密鑰”,然后,按輸入鍵,接著,按啟動鍵開啟參數修改功能,回到參數頁面就可以進行參數修改。在報警說明內可以查詢系統錯誤解說。
3.3 刀具長度補正
如果正常跑加工程序時系統有報Err.50警訊,就是加工程序里調用工作坐標系工件坐標系的修改:通過“∧”“∨”“<”“>”鍵來移動光標來缺定各組別及各軸的位置,然后,直接鍵入所需的坐標值,按輸入鍵輸入,以實現坐標系的微調。此次研究按照GB/T12642-2001工業機器人性能技術條件及其試驗方法、JB/T10825-2008工業機器人產品驗收實施技術條件中規定的相關規定進行設計與運行。
3.4 教導模式
使用多功能手搖輪搖動把機器移動到要鉆圓孔的中心點,然后,把光標移動到鉆圓孔指令的單節按F5按鍵,然后,再輸入要鉆圓孔的半徑,就完成了鉆圓孔取點的教導。
3.5 手動狀態
單擊手動/原點按鍵進入手動狀態,從F1到F5來選擇對應的軸向。然后,按上下翻頁按鍵驅動所選的軸向來操作。也可以用多功能。手搖輪來選擇對應的軸向,然后,通過順時針或逆時針搖動來驅動軸向移動。通過操作面板的M鍵是風機啟動與停止的切換,N鍵是主軸電機的啟動與停止的切換,V鍵是左吸盤啟動與停止的切換,W鍵是右吸盤啟動與停止的切換。
3.6 加工程序編輯狀態(如圖2)
編輯模式下,可對當前程序進行編輯,修改。

圖2 機器人的結構原理
在XY平面加工圓弧,如果是用三點坐標來教導得用G05,G06來編輯,G05為順圓,G06為反圓。在XZ平面加工圓弧,如果是用三點坐標來教導得用G25,G26來編輯,G25為順圓,G26為反圓。在YZ平面加工圓弧,如果是用三點坐標來教導得用G35,G36來編輯,G35為順圓,G36為反圓。在XY平面加工圓弧,如果是用一點坐標來教導得用G09,G11來編輯,G09為順圓,G11為反圓。在XZ平面加工圓弧,如果是用一點坐標來教導得用G29,G31來編輯,G29為順圓,G31為反圓。在任意平面加工圓弧用G48指令,此條指令可以代替以上G05,G06,G25,G26,G35,G36指令以及終點圓弧G09,G11,G29,G31,G39,G41指令來進行圓弧加工作業。常用指令:G00:快速移動。G01:直線移動,G12 P15:左工位啟動信號,G12 P16:右工位啟動信號,M12:右吸盤開,M1右吸盤關,M14:左吸盤開,M15:左吸盤關,M30:程序結束,M99:程序循環,M18:計數開始,M19:計數清零。HUST H6D/H9D系列控制器,如果在執行上產生錯誤時,會在LCD畫面上顯示錯誤信息。以下僅就HUST H6D/H9D系列控制器,可能產生之錯誤信息及其排除方式做一解釋。 ERROR訊息說明如表2。
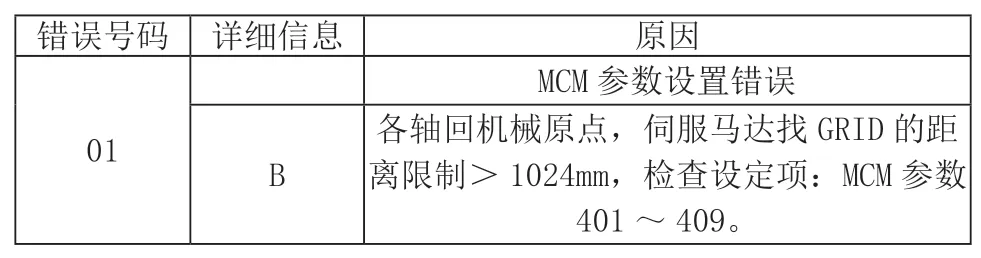
表2 ERROR訊息說明
檢查MCM參數設定值是否正確:或進入"MDI"模式,執行"G10 P1000"指令,清除參數后重新設定。伺服位置回路系統產生錯誤。控制器送的命令太快,伺服馬達或主軸響應無法配合;控制器沒有收到回授信號。排除方法:請檢查參數533項,出廠設定值=4096,請檢查程序中,F值設定是否過大;分辨率設定是否錯誤;檢查機臺或馬達是否受阻。檢查接線。
4 結語
本文提出了五軸聯動數控雕刻機結構的設計與運行方式,雙自由度轉動工作臺剛度具有較高的使用剛度,提升了其工作范圍,可實現雙自由度方向運動。五軸聯動雕刻機機械本體布局設計較為合理,結構設計較為緊湊,可行性較強,運用價值較高。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27
