加工作業工單的托盤集配方法初探
2021-03-24 10:53:17劉加強趙子龍鄭瓊生
廣東造船 2021年1期
關鍵詞:物聯網
劉加強 趙子龍 鄭瓊生
摘? ? 要:隨著經濟的發展,物流配送變得愈加重要.原有的工廠車間配送流程作業效率低下,運營成本較高,需要利用數字化生產智能物流管理技術來改變這一現狀。本文結合船舶產業工業車間生產物流的現狀,打造車間物聯網數字化智能環境,提供車間信息采集、生產物流智能管理的一體化集成應用,實現船廠數字化生產物流智能管理。
關鍵詞:船舶產業; 物聯網;智能物流;托盤;編碼
中圖分類號:TH.39? ? ??? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A
Abstract: With the development of economy, logistics distribution has become more and more important. The original factory workshop distribution process has low efficiency and high operating cost.Therefore, the digital production intelligent logistics management technology is needed to change this situation. In this paper, combined with the status quo of shipbuilding industry workshop production logistics, the digital smart IOT workshop environment is built, the integrated application of information collection and production logistics intelligent management realizes the intelligent management of shipyard digital production logistics.
Key words: Shipbuilding Industry; IOT; Intelligent logistics; Pallet; Code
1? ? ?前言
船舶制造業是我國國民經濟的支柱產業,我國在世界船舶市場所占的比重越來越大。然而目前市場優質訂單仍集中在少數幾家歐、日、韓船廠,雖然我國是造船大國,但還不是造船強國。中國要成為世界造船強國,面臨的最大問題就是如何提高造船生產效率,降低造船生產成本。如何提高企業管理水平及核心競爭力等是目前迫切需要解決的問題,通往造船強國的路徑就是落實現代造船模式。
托盤管理是現代造船模式的重要內容之一。上世紀九十年代初,我國造船企業引進托盤管理的概念,其后在各船廠進行實踐,用于優化生產調度。托盤管理是以托盤為單位進行生產設計、組織生產、物資采購和配套、工程進度安排,以致生產成本也可以以托盤為單位進行核算的一種科學的生產管理方法,是現代造船模式中舾裝工程建造的主要管理和組織方法。本文基于信息化技術的應用,在借鑒舾裝托盤管理經驗的基礎上,創新地建立殼裝托盤管理體系,通過殼裝邏輯托盤和殼裝物理托盤實現殼裝托盤化管理,在船體分段方面使用托盤管理來滿足計劃的精細化要求和進度控制的優化研究。
2? ? ?現有托盤配送流程
2.1? ?船體結構組立類型
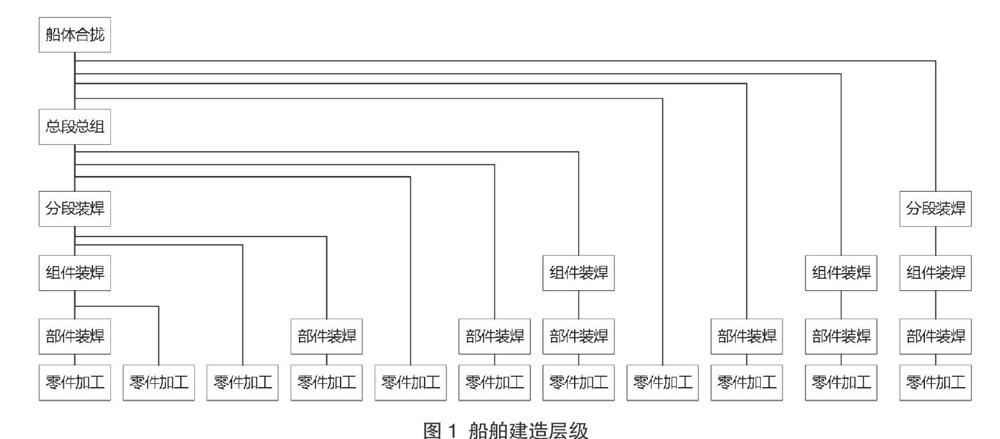
船體建造可以分解為零件加工、部件裝焊(小組立)、組件裝焊(中組立)、分段裝焊(大組立)、總段總組(總組立)、船體合攏六個典型制造級[1],其層級關系如圖1所示。
本文主要考慮從零件加工到中組立這三個典型制造級,聚集具有相似工藝過程的零件、部件、組件,形成批量,憑借現代化的制造技術,組建既具有柔性又具有高效率的流水生產線或虛擬成組工藝流程,以適應各種船舶的中間產品的分道生產。而串聯起各個中間產品主要就是依靠材料托盤,因此托盤的合理設計和運作流程將會對典型制造級產生明顯的影響。
2.2? ? 分道生產及托盤管理方式
小組立作業,可分為拼板、T型材、桁材或肋板等分道生產;中組立可以按照壁板、平面組件、曲面組件等分道生產,各分道工序采用虛擬流水線作業的方式,形成中間產品,流入下道工序。
為保證分道制作的順利進行,需要在下料階段就對零件進行分流。鑒于廠區的實際情況,采用將零件按照流向編碼進行分類入托的方式,所有零件按照托盤管理。
(1)托盤分類
將托盤按照分道類型進行分類,可分為拼板零件托盤、T型零件托盤等,同一托盤內原則上只存在同一分段且同一流向的零件,所有零件全部入托盤。
(2)托盤配送的方法
① 制定每道工序的日程工作計劃;
② 下料階段完成后,將產生的加工件托盤配送至待加工件工位,將其他托盤按照流向進行區分配送至托盤待放區;
③ 加工階段完成后,將產生的加工件托盤配送至托盤待放區;
④ 小組立開始前,向理料員提出材料需求計劃,由理料員確認上道工序的完成情況及材料所在的托盤位置,從待放區將所需的托盤配送到小組立工位;
⑤ 小組立完成的流入中組的零件入托后,配送至中組立工位,其他零件按照分類入托送至大組立待放區。
3? ? ?物流配送存在的主要問題
目前主要依靠人工的方法進行托盤的配送及管理工作,上下道的托盤流轉沒有推拉式的反饋作用,物流銜接不緊湊,需要配置的緩沖區域和時間都較多,導致占用較多的中轉場地。
物流配送環節存在的主要問題為:(1))后道需要的零件不能及時送達;(2)送達的托盤包含多個組立階段甚至多個分段的零件,需要二次理料;(3)零件托盤送達地點錯誤。這一現象的出現主要是由于缺失零件在托盤形成、配送信息指導環節的有效方法。
通過實地調研,存在問題的主要原因在于各切割跨間的工作基本按船體結構區域進行劃分,沒有結合組立類型、零件特點、工藝要求等進行進一步細致的劃分,導致同一跨間生產出的零件種類繁多、理料工作困難;同時,存在部分零件后道暫時無需求,需要場地存放,造成積壓嚴重。
4? ? ?殼裝托盤化管理的信息化
分道生產及托盤化,只有利用設計軟件系統的相應功能,結合編碼體系并在設計環節加以體現,其進行專業化分工、提高效率、組織準時均衡生產的目的才能夠通過設計和建造過程中的信息流轉、管理和實施得到實現。
分道生產及托盤化,作為一種既定環境和要求下按一定原理得出的方法和理論,需借助一定的信息載體和傳遞方法在零件流轉過程中得到完整的體現和實施。通過在設計環節定義好零件加工類型編碼和組立類型編碼,通過船體標準化初始模塊中設置的零件類型編碼、零件命名規則等,可以在SPD軟件相關數據庫和輸出文件中形成符合一定規則的零件命名信息和加工信息等,為分道生產和托盤劃分提供重要依據。
5? ? 加工作業工單托盤集配方法
5.1? ?加工作業工作包托盤劃分
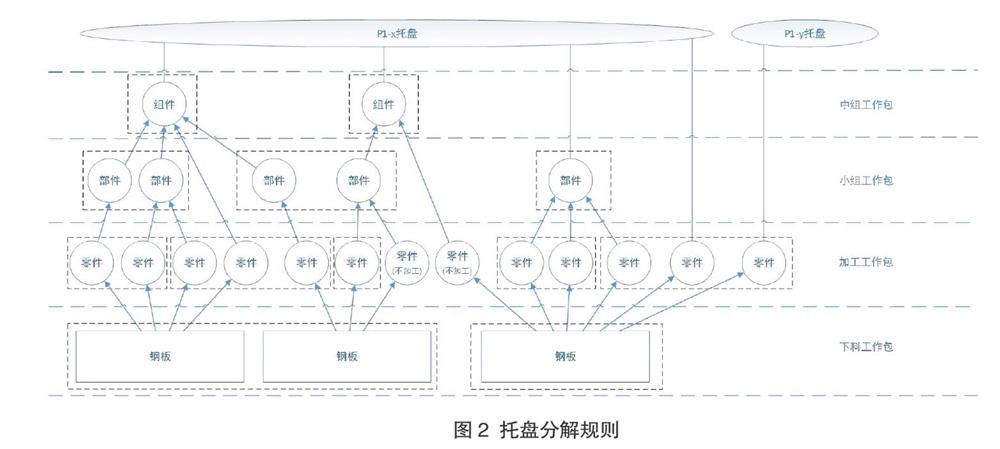
物料托盤以對應的工作包為單位進行組織配送,船體加工作業階段分為預處理、下料、加工、小組立、中組立工序,每個工序工作包的分解規則不同,如圖2所示。
(1)預處理
預處理以套料冊下料包開始時間為后墻,一個套料冊生成一個預處理工作包。
預處理階段,托盤劃分規則為:套料冊-工序。如:101HC411CC-HC1,其中101HC411CC是套料冊編碼,HC1是工序編碼,表示預處理;
(2)下料
下料以套料冊中最早加工或者小組立的零件作為后墻,一個套料冊生成一個下料工作包。輸入托盤為套料冊的原料、輸出托盤為套料冊對應的零件;下料完成后按加工碼入托,沒有加工碼的按流向碼組托。
下料階段,托盤劃分規則為:套料冊-工序。如:101HC411CC-HC3,其中101HC411CC是套料冊編碼;HC3是工序編碼,表示下料;
(3)加工
① 部件下零件加工,以部件的工作包開始時間作為后墻,將加工碼相同的零件劃分在同一個加工工作包,輸入托盤為部件下的組件,輸出托盤為該部件;
② 組件下零件加工,以組件的工作包開始時間作為后墻,將加工碼相同的零件劃分在同一個加工工作包,輸入托盤為該套料冊中加工碼相同的零件,輸出托盤零件與輸入托盤相同;
③ 零散零件加工,以分段作業區劃分的托盤需求時間作為后墻,將加工碼相同的零件劃分在同一個加工工作包,托盤為零散零件;
④ 加工階段,托盤劃分規則為:分段-工藝-加工碼。如:101-HC4-K,其中101是分段編碼,HC4工序編碼,表示加工;K是加工碼,表示折角加工。
(4)小組立
① 組件下部件小組立,以組件的工作包開始時間作為后墻,將子層級零件流向碼相同的部件分在同一個小組立工作包并作為輸出,部件的子層級零件作為輸入;
② 零散部件小組立,以分段作業區劃分的托盤需求時間作為后墻,將托盤里子層級零件流向碼相同的零散部件分在同一個小組立工作包并作為輸出,零散部件的子層級零件作為輸入。
小組階段,托盤劃分規則為:分段-材料托盤-子層級流向碼-工藝。如:101-GP1-C1-HA2,其中101是分段編碼;GP1是材料托盤編碼,表示底部外板散件托盤;C1是子層級流向碼,表示部件工位;HA2是工序編碼,表示小組立。
(5)中組立
以分段作業區劃分的托盤需求時間作為后墻,將托盤里子層級(部件或者零件)流向碼相同的組件分在同一個中組立工作包并作為輸出,組件的子層級作為輸入。
小組階段,托盤劃分規則同小組立。
按照上述工作包劃分,可以精確的按照需求來拉動計劃,使計劃時間比較精準。但在實際生產過程中,可能會出現某個工作包特別小的情況,比如可能導致一個工作包只有一個零件的情況。針對這種情況,可以將工作包合并和拆分,對流向碼或者加工碼相同、工序相同的工作包合并成一個大的工作包,或將一個大的工作包拆分成幾個小工作包。
5.2? ?加工作業工單托盤劃分
派工單來源于工作包,由于工作包根據加工碼、流向碼、組件、部件編制等,其粒度已經夠細,班組長只需根據班組人員負荷、工種進行拆分或直接轉換即可,其工單的輸入、輸出物料很容易手工調整,即可生成工單和對應的輸入輸出托盤。
6? ? ?實現托盤管理的要求
(1)把好生產設計這一關。設計作為實施托盤管理的源頭和基礎,設計交付的零件管理表表達作業對象及施工內容、加工裝配順序、工藝路線、加工量、工時定額等,對托盤的生成起決定性的作用;
(2)成立集配班組。集配班組是托盤管理的組織、協調和實施機構,是托盤管理的中心環節,是實現中間產品制作、集配、安裝統一管理的組織者、協調者;
(3)開發或引進一套有效的托盤管理系統軟件。信息系統是托盤信息化管理和托盤管理高效運作的體現。由于托盤管理是一項系統工程,信息量大而復雜,如果沒有軟件配合管理,效率將會十分低下,條理也難以清晰。
7? ? 結語
現代造船模式下,托盤管理是造船企業提高造船舾裝效率的主要管理方式。在托盤管理方面,我國造船企業的舾裝制造效率和國外造船企業不相上下,但是在殼裝制造領域還未能實現托盤化管理,而在國外已經有很多造船企業和船用鋼材企業建立共同加工中心,進行托盤化配送。因此,本文在借鑒舾裝托盤管理的基礎上,將托盤管理的理念引入到殼裝管理領域,通過分段DAP分析引入工位代碼概念,建立殼裝托盤管理體系,并在設計軟件端提供零件加工編碼和組立類型編碼結構化數據,為工作包、派工單的劃分以及輸入物料的計算提供基礎,通過計算出每個工單的輸入物料為托盤的配送物料提供依據,實現物流配送的有序化;結合物聯網已有建設基礎,把托盤化配送與船舶生產結合形成一個信息流,及時反饋工程進度與生產動態,為生產控制與設計優化提供依據,以更加精細和動態的方式管理生產,提高資源利用率和生產力水平。
參考文獻
[1]應長春.船舶工藝技術[M].上海:上海交通大學出版社,2013.
[2]李沛田,靳長勇.基于BOM的船體生產設計數據管理技術研宄[J].船舶與海洋工程,2016.
[3]王明.托盤化配送在分段制作中的研究與應用[J].船舶工程,2010(1).
猜你喜歡
軟件導刊(2016年9期)2016-11-07 21:56:29
軟件導刊(2016年9期)2016-11-07 21:32:45
中國科技博覽(2016年22期)2016-11-01 15:02:01
中國科技博覽(2016年22期)2016-11-01 13:21:09
中國科技博覽(2016年19期)2016-10-19 14:58:22
電腦知識與技術(2016年21期)2016-10-18 22:33:02
科技視界(2016年22期)2016-10-18 17:23:30
中國新通信(2016年16期)2016-10-18 11:01:39
中國新通信(2016年16期)2016-10-18 11:00:54
科學與財富(2016年28期)2016-10-14 01:24:06