T形全焊透接頭雙絲埋弧焊工藝試驗
2021-03-24 10:53:17楊偉鋒黃楚暢許斌王孟果
廣東造船 2021年1期
楊偉鋒 黃楚暢 許斌 王孟果
摘? ? 要:本文介紹一種擬用于集裝船縱向艙口圍分段總組T形全焊透接頭的混合焊工藝、設(shè)備、材料及試驗,并與CO2半自動焊雙面焊方法進行了對比,論證新工藝在集裝箱船建造中的適用性。
關(guān)鍵詞:T形接頭;雙絲;埋弧焊;混合焊;工藝試驗
中圖分類號:U671.8? ??? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標(biāo)識碼:A
Abstract: This paper introduces the mixed-welding procedure, welding machine, consumables and procedure test for the welding of T-joint with full penetration weld to be applied to pre-erection of hatch coamings of container ships, and compares it with the CO2 semi-automatic double-sided welding method to demonstrate the applicability of the new procedure in the construction of container ships.
Key words: T-joint; Double wires; Submerged arc welding (SAW); Mixed-welding procedure; Procedure test
1? ? ?前言
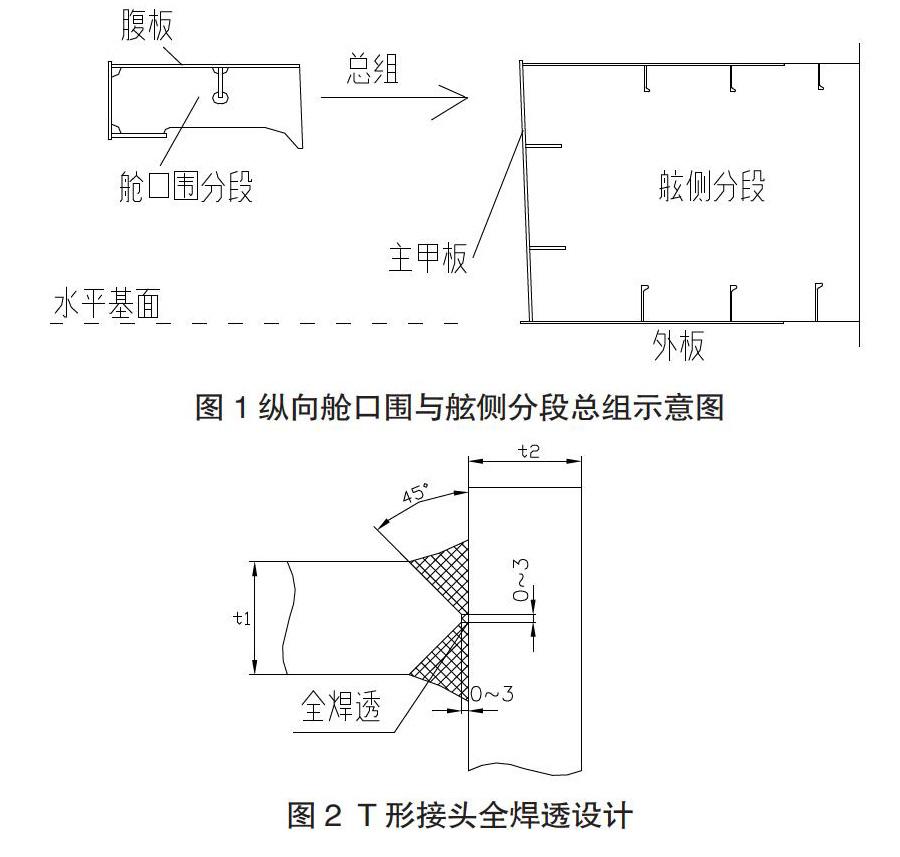
我司集裝箱船產(chǎn)品的縱向艙口圍分段與舷側(cè)分段在地面組合成總段,如圖1所示。艙口圍腹板與艙側(cè)分段主甲板組合成T形接頭,板材較厚(25~ 60 mm不等),其全焊透坡口節(jié)點設(shè)計見圖2所示。由于各種原因,T形全焊透接頭一側(cè)坡口焊接后,通常需在另一側(cè)的坡口根部進行碳刨作業(yè)以清除坡口根部未焊透的區(qū)域及獲得適合相應(yīng)焊接方法的坡口形狀,以保證接頭的焊透。為能使T形接頭完全焊透又能省略坡口根部的碳刨工序,考慮引入焊接熔深更大、熔敷效率更高的埋弧自動焊方法用在T形接頭的焊接。經(jīng)焊接試驗發(fā)現(xiàn),通過將焊接電流加大到800 A時,單絲埋弧焊能將上述T形接頭的坡口根部完全焊透,但會出現(xiàn)焊后脫渣困難的問題。其原因主要是T形接頭坡口根部空間狹小不利于排渣,需設(shè)法增加焊縫在坡口內(nèi)成形的寬度。雙絲埋弧焊,即在原單絲埋弧焊工藝的基礎(chǔ)上,通過增加一根后絲增加焊縫熔敷效率,擴大焊縫的表面成形寬度,有利于焊縫焊后的脫渣。為此,公司引進了雙絲埋弧焊設(shè)備,試驗開發(fā)了T形全焊透接頭混合焊工藝,實現(xiàn)了T形全焊透接頭免清根的焊接,大大提高了艙口圍總組的整體焊接效率。
2? ? 雙絲埋弧焊焊接工藝簡介
結(jié)合集裝箱船產(chǎn)品艙口圍分段總組的實際工況,焊接工藝中T形全焊透接頭的腹板是水平固定,底板則近豎直固定,使用混合焊的方法進行焊接:先在T形接頭腹板下側(cè)使用藥芯焊絲CO2半自動焊方法焊接坡口內(nèi)的仰角焊,再使用雙絲埋弧自動焊方法焊接腹板上側(cè)坡口內(nèi)的平角焊,埋弧焊焊接前無需對坡口根部進行碳刨清根處理,通過采用合適的焊接參數(shù)及合理的工藝措施達(dá)到接頭焊透的效果。雙絲埋弧焊是一種先進高效的焊接方法,雙絲的引入減少了焊接道次,焊接生產(chǎn)效率可得到大幅度提高。
3? ? 焊接工藝試驗
3.1? ?焊接設(shè)備
公司新引進了一套雙絲埋弧焊焊接系統(tǒng),用于T形全焊透接頭的焊接工藝試驗。該焊接系統(tǒng)的前絲,選用唐山開元特種焊接設(shè)備有限公司生產(chǎn)的三相ZD5-1250E型晶閘管控制埋弧焊電源,電源過載能力強,持續(xù)率為100%,可滿足大電流的長時間焊接要求;后絲選用新引進的單相BXL5-1250型晶閘管控制交流方波埋弧焊電源,持續(xù)率為60%,可實現(xiàn)穩(wěn)定的交流方波輸出,無電弧磁偏吹影響,電弧穩(wěn)定性高;焊接控制選用新引進的MZC-1250M型雙絲焊車,該型焊車具有焊接電流、電弧電壓和焊接速度參數(shù)數(shù)字化顯示及預(yù)置功能,且焊接過程實時可調(diào),方便準(zhǔn)確地進行工藝參數(shù)調(diào)節(jié)。
3.2? ?焊接試驗
焊接工藝試驗選用30 mm EH36船用鋼板,T形接頭試板的腹板尺寸為30 mm X 150 mm X 1 200 mm,底板尺寸為30 mm X 200 mm X 1 200 mm,坡口與艙口圍分段的圖紙設(shè)計一致,在腹板下側(cè)布置有定位焊縫固定接頭。
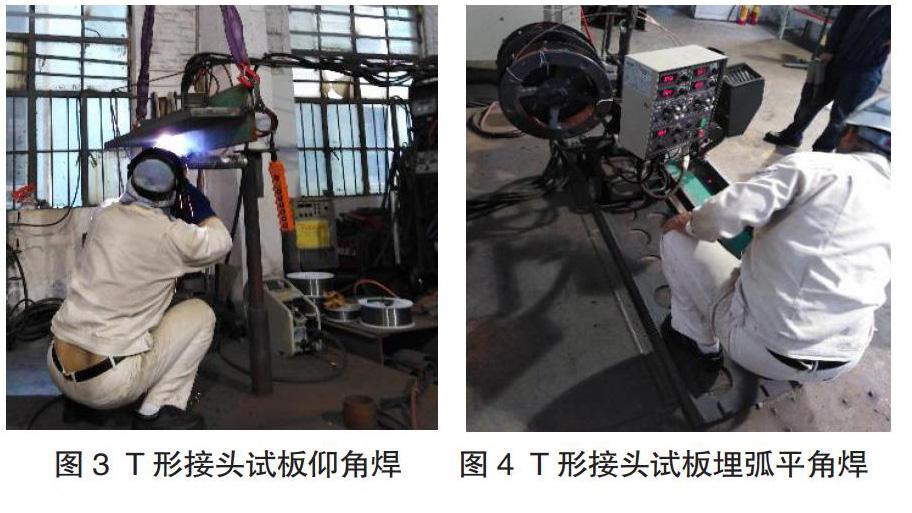
在模擬艙口圍分段總組的現(xiàn)場,先將T形接頭試板吊至約1.5 m高的支架上,在腹板下側(cè)使用藥芯焊絲CO2半自動焊方法進行坡口仰角焊縫的焊接(見圖3);待腹板下側(cè)坡口焊接完成后再將試板吊至裝焊平臺,使用雙絲埋弧焊進行腹板上側(cè)坡口內(nèi)平角縫的焊接(見圖4)。
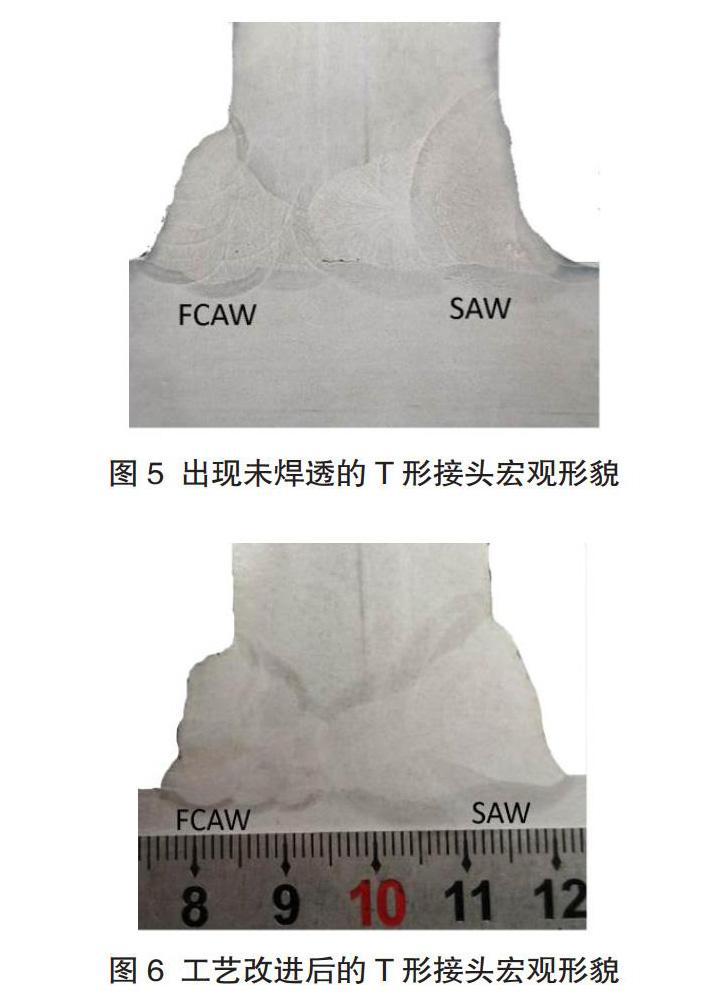
經(jīng)過多次的焊接試驗及參數(shù)優(yōu)化,雙絲埋弧焊的焊縫可獲得高質(zhì)量的成形,焊后脫渣也較為容易;對T形接頭進行了超聲波檢測,發(fā)現(xiàn)T形接頭的坡口根部存在斷續(xù)的未焊透缺陷。將有缺陷的部位切樣進行宏觀檢測,發(fā)現(xiàn)未焊透缺陷出現(xiàn)在坡口根部的中心偏CO2焊縫側(cè)(見圖5箭頭標(biāo)識處);從宏觀樣可見, CO2焊道邊緣離坡口根部中心線還有3~4 mm的距離,而埋弧焊道已越過坡口根部中心線但焊縫根部偏向了腹板側(cè),兩側(cè)的焊縫在坡口根部雖有交集(交集面約為5%)但存在明顯的位錯現(xiàn)象,使得未焊透缺陷容易出現(xiàn)。
為改善坡口根部的熔透效果,對焊接工藝進行兩方面的改進:(1)CO2焊的第一道打底施焊時不作橫向擺動操作,即在焊接過程中焊接電弧始終對準(zhǔn)坡口根部,以便能最大限度的焊透坡口根部;(2)調(diào)整埋弧焊絲的焊接角度,使焊接電弧往底板側(cè)移靠,避免因焊偏而導(dǎo)致的未焊透缺陷。通過兩方面的工藝措施改進,焊接后的T形接頭焊縫經(jīng)超聲波檢測未發(fā)現(xiàn)有缺陷,宏觀檢測樣也未發(fā)現(xiàn)有缺陷(見圖6)。從宏觀樣可見,腹板兩側(cè)焊縫交集面已擴大至約15%,可有效的避免坡口根部出現(xiàn)未焊透的情況。
4? ? ?焊接工藝評定
根據(jù)試驗優(yōu)化的焊接參數(shù)(見表1),編制了T形全焊透接頭混合焊工藝評定方案遞交BV審查并獲得批準(zhǔn)。
埋弧焊其它 焊絲干伸長:前絲50 mm,后絲55 mm;焊絲間矩: 50 mm; 焊絲側(cè)傾20°。
在BV驗船師的見證下,進行了試板焊接、無損檢測及破壞性機械性能檢測:(1)試板T形全焊透接頭焊縫的正、反面成形均勻,焊縫表面光順,未發(fā)現(xiàn)外觀缺陷;(2)T形接頭焊縫經(jīng)超聲波探傷未發(fā)現(xiàn)有內(nèi)部缺陷,焊縫經(jīng)磁粉探傷未發(fā)現(xiàn)裂紋缺陷;(3)按BV焊接規(guī)范的要求,從試板中取1個φ14 mm縱向全焊縫接頭拉伸試樣在1 000 kN微機控制電液伺服萬能試驗機進行試驗,接頭屈服強度和抗拉強度試驗結(jié)果分別為586 N/mm2和632 N/mm2,均超過母材的最低要求值;(4)焊縫接頭的沖擊試驗結(jié)果見表2,最低值出現(xiàn)在接頭坡口根部的焊縫中心,沖擊值平均為56 J,比規(guī)范要求的最低平均值34 J有一定的富余,韌性儲備較充足;(5)從試板中取2個宏觀試樣,焊縫接頭的斷面宏觀試樣經(jīng)4%硝酸酒精溶液腐蝕無發(fā)現(xiàn)缺陷,接頭熔合良好;(6)焊縫接頭各區(qū)域的硬度值見表3,最大值為226 HV10,符合BV規(guī)范關(guān)于焊縫接頭硬度值不大于350 HV10的要求。至此,新開發(fā)的30 mm EH36船用鋼板全焊透T形接頭CO2焊與雙絲埋弧混合焊焊接工藝成功通過評定,獲得了BV的認(rèn)可,準(zhǔn)于用在船舶產(chǎn)品的焊接工藝。
5? ? 焊接工藝對比
以產(chǎn)品中30 mm厚、13 m長艙口圍的T形接頭焊接為例,雙絲埋弧焊混合焊工藝比單一的CO2焊工藝在總體效率和質(zhì)量上均具有明顯優(yōu)勢,見表4所示。
6? ? ?結(jié)論
焊接工藝試驗及評定表明:雙絲埋弧自動焊在T形全焊透接頭的焊接應(yīng)用可行,焊接質(zhì)量可靠,接頭的各項力學(xué)性能均滿足BV規(guī)范的要求,可用于船舶產(chǎn)品的焊接。通過對比,新開發(fā)的雙絲埋弧焊混合焊工藝在厚板、長焊縫的焊接中能充分發(fā)揮其高效性,適合在集裝箱船艙口圍總組T形接頭的焊接中推廣應(yīng)用。
參考文獻
[1]陳文靜,屈金山等.雙絲埋弧焊工藝及焊接接頭性能研究[J].焊接技術(shù). 2008(1).
[2]韓? 彬,鄒增大等.雙(多)絲埋弧焊方法及應(yīng)用[J].焊管.2003(4).