基于生死單元的黃銅激光切割仿真研究
2021-03-18 02:09:12胡懷春
雷達與對抗 2021年4期
胡懷春,王 剛,張 春
(中國船舶集團有限公司第八研究院,南京 211153)
0 引 言
光纖激光切割是一個激光切割頭與加工工件之間不接觸的過程,激光器通過內部機構形成反射將電能轉化為疊加過很多次的加強光,通過光纖輸送到激光頭,后者把光束聚焦成很小的光點,此時光點能量集中,密度極高,遠遠超過材料的光反射,能量進入工件內部,提供的溫度超過材料熔點,材料瞬間融化。此時,輔助氣體把熔融的金屬吹除,形成點切縫,預先編程設計好切割路徑,伺服傳動機構按程序帶動激光切割頭移動,便可以切割出連續的切縫,最終形成所需要的形狀[1-2],如圖1所示。
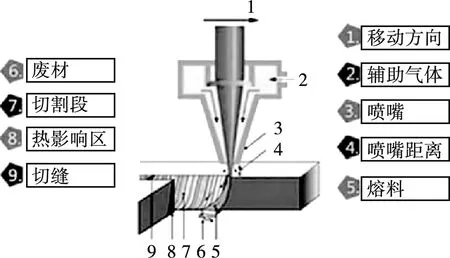
圖1 光纖激光切割原理圖
目前,在雷達各級整件設計生產中不乏各種異形薄板零件,諸如液冷盒體的流道蓋板、線陣中的內導體、機柜中的走線架、箱體蒙皮等,涉及的材料有不銹鋼、鋁合金及銅合金。以線陣中的內導體為例,其結構特征具有精度高、外形復雜等特點,且批量生產數量較大。這種薄板零件通常為黃銅H62材質,目前多是采用數控加工或線切割成形,雖然加工精度可以得到保證,但是需要使用較多的輔助工裝,設置不同加工工藝方法組合用于獲得不同結構特征,需要耗費大量的加工、裝夾、周轉時間,生產效率較低,批量化生產周期較長。若使用激光切割代替數控加工或線切割的成型方式加工銅合金內導體,可以大幅提高生產效率,降低生產成本。本文針對黃銅板H62開展了光纖激光切割仿真研究。
1 仿真模型的建立
光纖激光切割過程中的熱量傳遞方式包括熱傳導、熱對流和熱輻射[3-4],由于依靠熱傳導作用傳遞的熱量遠遠多于依靠熱對流與熱輻射作用傳遞的熱量,因此激光切割的熱力學方程主要是基于熱傳導建立的,然而激光切割是復雜的激光和材料相互作用的光致熱過程,其數學模型建立十分困難。為了簡化模型,便于分析模擬結果,提出了如下合理假設:被切割的材料各向同性,忽略激光切割中輔助氣體的作用,不考慮激光切割中的熱輻射,激光切割過程環境是完全理想的,且激光束能力恒定不變。
本文使用有限元仿真軟件模擬激光切割中的切縫形成過程,通過輸入原材料的熱物理參數實現數值模型建立,通過六面體網格劃分、網絡自適應和重新劃分能力提高計算效率,通過調用子函數進行切縫成形演示,從而分析工藝參數對切縫的影響。
1.1 仿真幾何模型
由于激光束的直徑極小,能量密度集中,因此激光束的直接影響區很小,形成的熔池也極小,跨過熔池部分的直接影響區后母材基本處于傳熱狀態。由于本文只是對熔池形成的切縫進行仿真研究,所以為了降低網格數量,提高仿真效率,只對激光束作用的熔池附近進行仿真建模,建立仿真幾何模型如圖2所示。激光束沿切割路徑,從左向右以恒定的速率進行切割。

圖2 仿真幾何模型
1.2 有限元參數加載
有限元模型:由于幾何模型呈規則的六面體結構,因此選用六面體網格進行網格劃分。重點分析工藝參數對切縫成形的影響,對長寬方向的網格進行細分,厚度方向上不做細分,細分后網格大小為0.05 mm×0.05 mm×0.4 mm,建立的有限元模型如圖3所示。
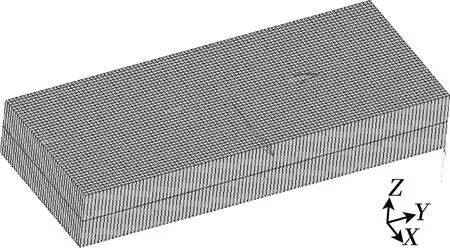
圖3 仿真有限元模型
材料的熱物理參數:本文溫度場模擬涉及的材料熱物理參數有密度、熔點、比熱容、導熱系數等,重點分析黃銅H62的激光切割過程。關鍵熱物理參數如圖4所示。
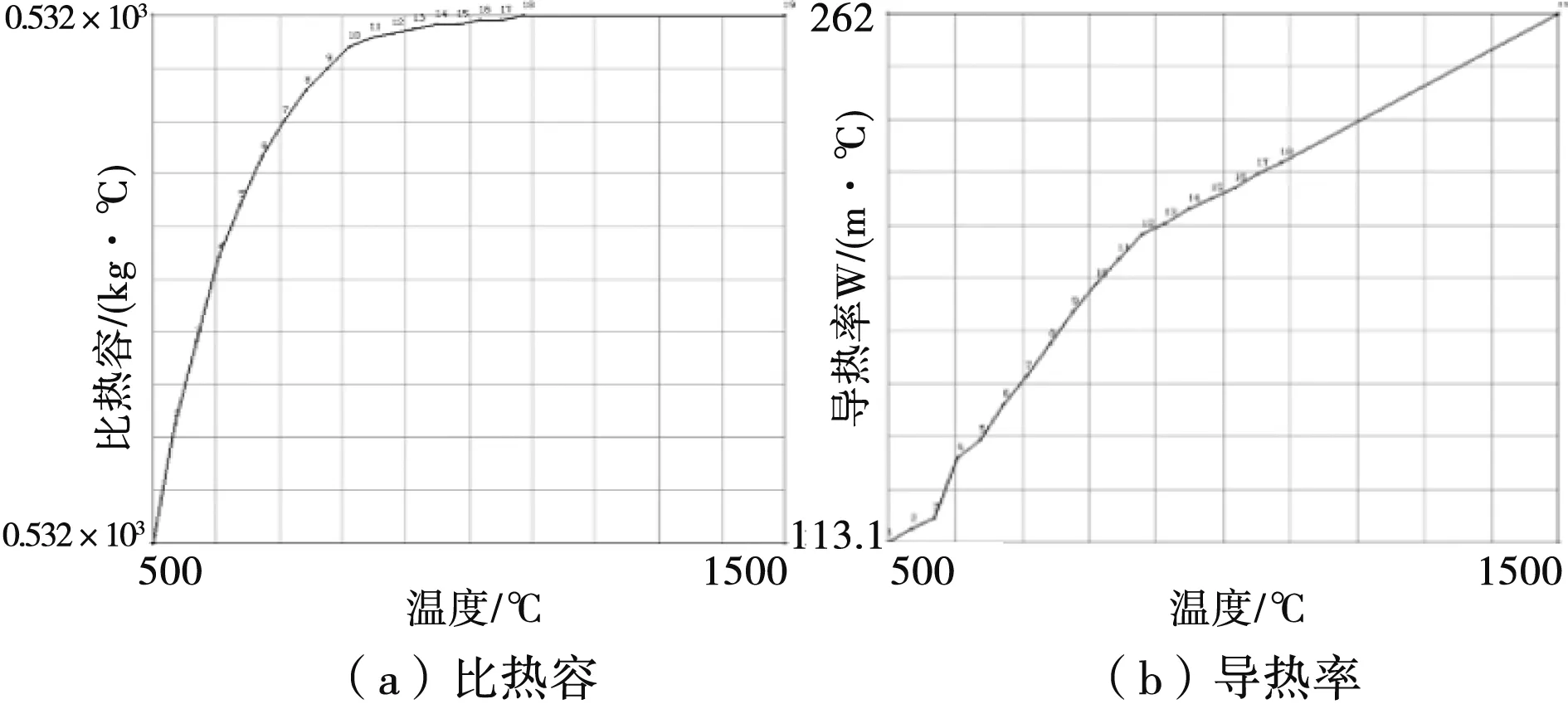
圖4 黃銅H62的熱物理關鍵參數
邊界條件處理:取模型的所有面為對流換熱表面,由于忽略了實際切割過程中的輔助氣體作用,且認為換熱表面的對流不會受到干擾,因此模型表面的對流換熱作用屬于大空間自然對流散熱,設置環境溫度20 ℃,空氣自然對流換熱系數40 W/(m2·℃)。對模型底面的所有節點施加固定約束,以模擬板料在工作臺面上切割的實況,同時也防止仿真過程中模型漂移。
熱源加載:本文設定仿真分析的激光束直徑為0.4 mm,熱源以圓柱形作用在模型上,并貫穿整個模型厚度,以熱源功率驅動激光切割的熱力學傳導,熱源速度設為恒定值,重點分析功率和速度對激光切割縫隙的影響。熱源總移動距離4 mm,根據熱源速度不同,拆分10個步長進行過程計算。
生死單元設置:為了形成切縫,需要通過子程序消除超過熔點的單元。利用子程序,從后處理文件中提取單元的所有積分點溫度,取平均值作為單元的溫度,最后判斷單元的溫度是否超過材料的熔點,如果超過,就將單元的應力應變置為0,并隱藏該單元,從而形成切縫形貌。子程序編譯如圖5所示。
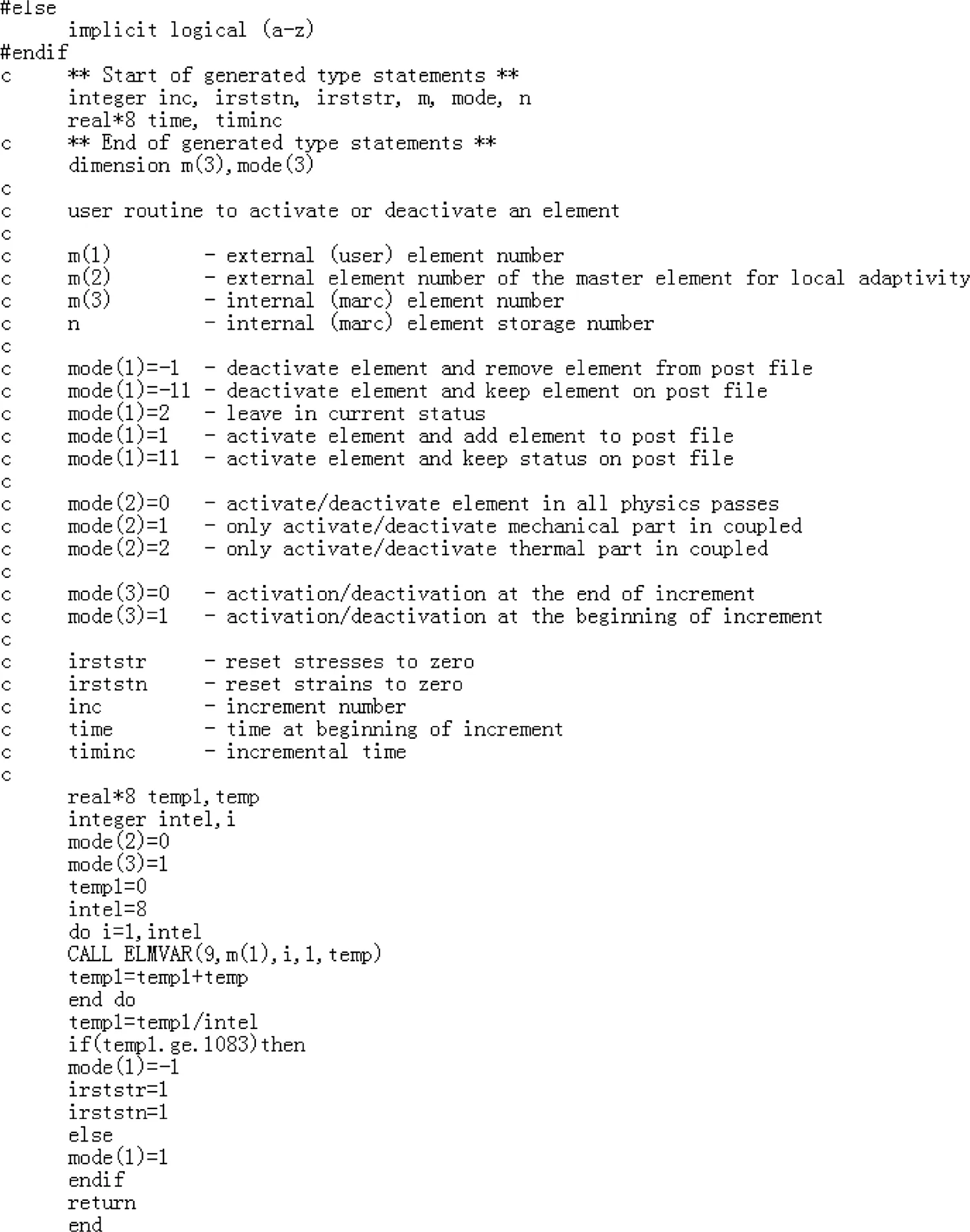
圖5 生死單元子程序編譯
2 仿真結果與分析
依據黃銅的材料特性設置生死單元消失的閾值溫度為熔點1083 ℃,在激光功率1.2 kW條件下改變切割速度,并加載1節的有限元參數進行切割仿真,仿真結果如圖6所示。
可以看出,在激光功率1.2 kW條件下,當切割速度為7 m/min時,切縫呈逐漸增大的狀態,這是因為切割速度過慢導致單位時間內加載在單元上的熱量增多,后方切割路徑上熱量不斷堆積,切縫呈擴展狀態,切縫寬度無法控制;當切割速度為10 m/min時,切縫呈不連續孔狀,無法形成有效切縫,這是因為切割速度過大時,熱量來不及堆積以熔化上一激光束圓周與下一激光束圓周之間的母材,從而形成不連續切縫,熱量來不及堆積也使得切縫起始位置明顯后移;當切割速度為8.5 m/min時,切縫不僅連續,而且擴展得到抑制,有助于形成穩定的切縫,切縫起始位置與圖6(c)基本相同,說明當切割速度增大到某一數值,熱量堆積滿足母材熔化條件時,切縫起始位置便不再變化。
為了對比激光功率對切縫形狀的影響,在激光功率1 kW條件下改變切割速度,并加載1節的有限元參數進行切割仿真,仿真結果如圖7所示。
可以看出,在激光功率1 kW條件下,當切割速度為6 m/min時,切縫與圖6(a)一樣,也呈逐漸增大的狀態,切縫寬度無法控制;當切割速度為8 m/min時,切縫呈不連續孔狀,無法形成有效切縫,且切縫起始位置明顯后移;當切割速度為7 m/min時,切縫不僅連續,而且擴展得到抑制,有助于形成穩定的切縫,且切縫起始位置與圖7(c)基本相同。
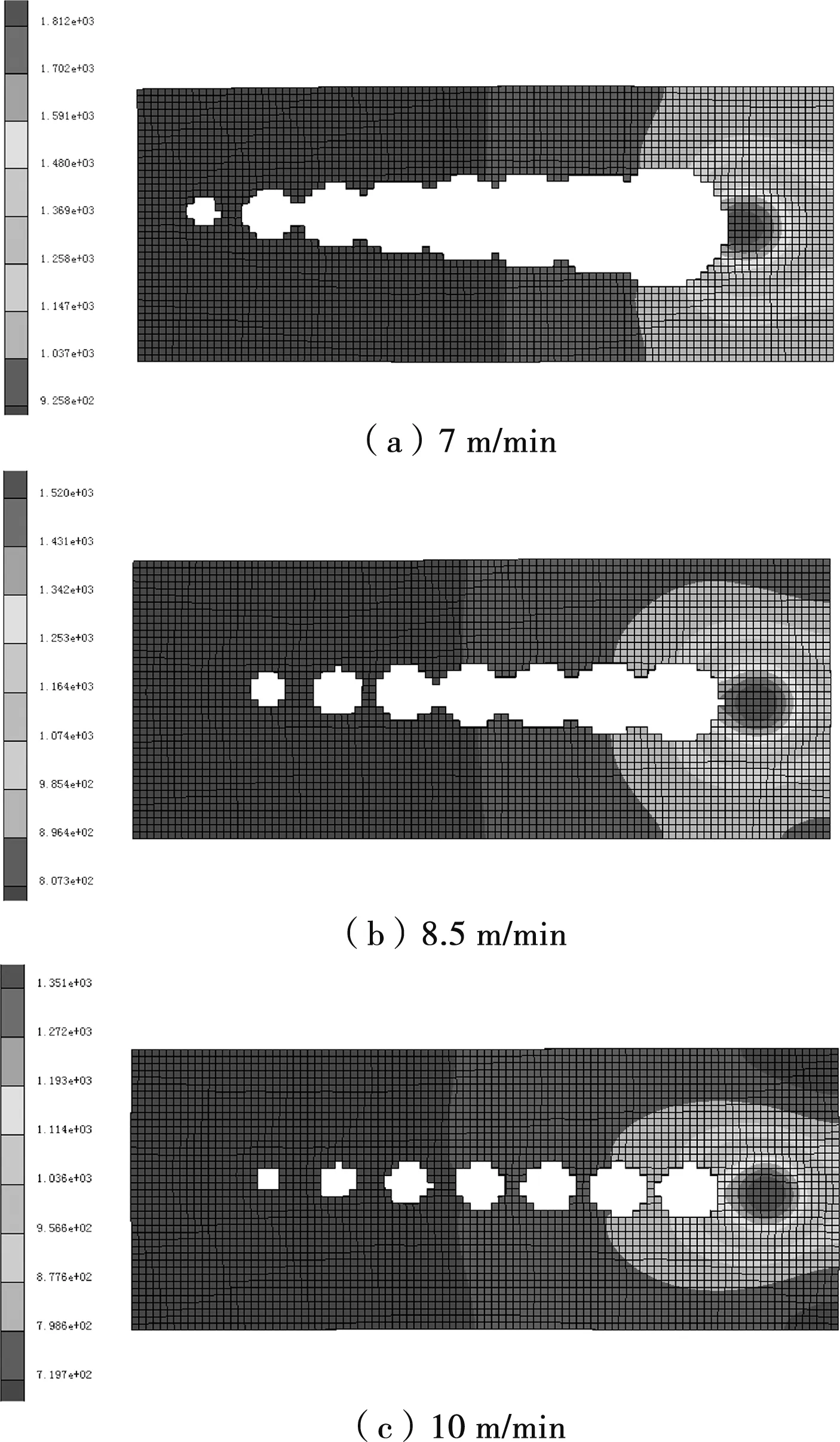
圖6 1.2 kW激光功率下不同切割速度仿真結果
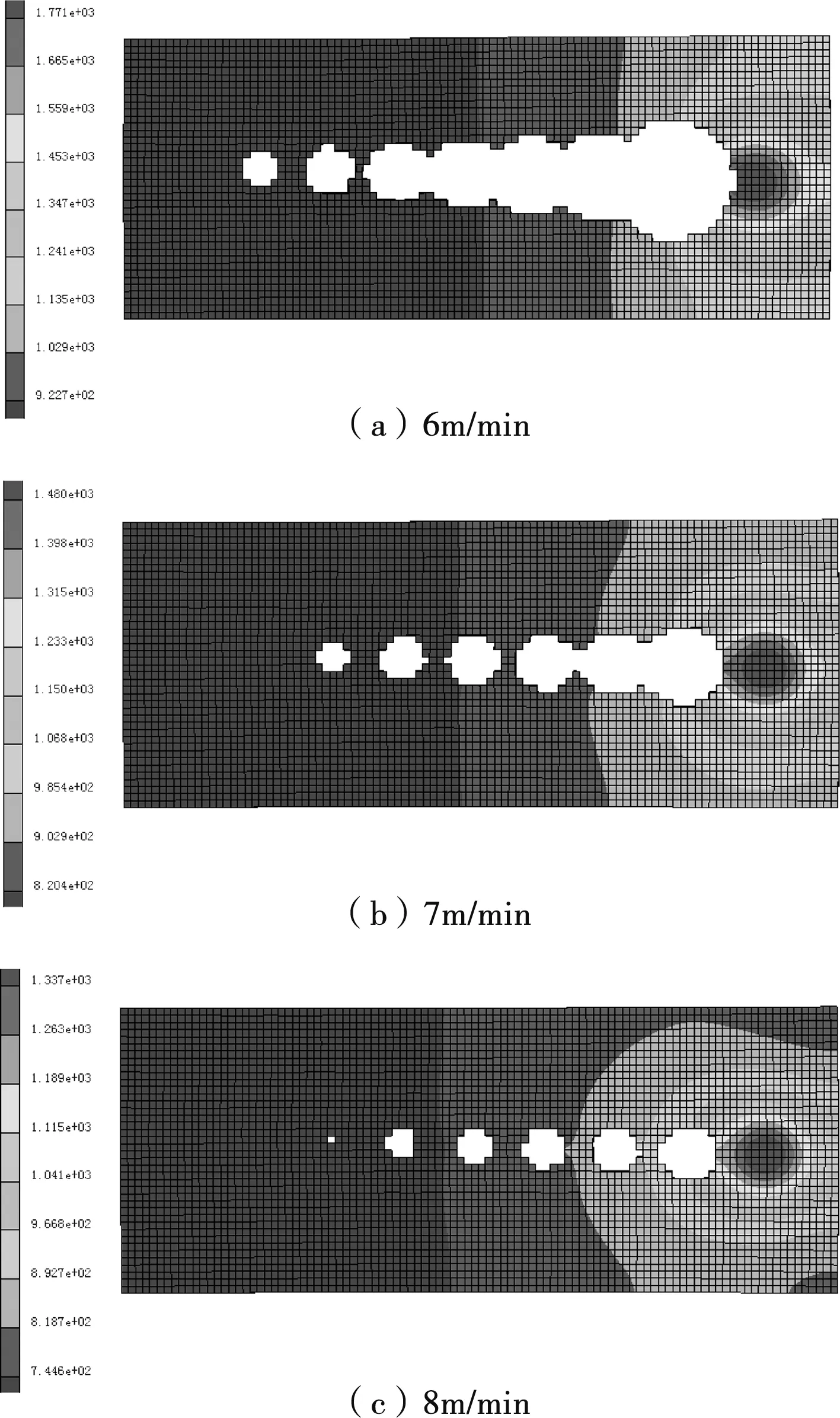
圖7 1 kW激光功率下不同切割速度仿真結果
兩組仿真結果對比如表1所示。當激光功率從1.2 kW下降至1 kW時,同樣是7 m/min的切割速度,前者切縫擴展,后者切縫穩定,說明對于不同的激光功率,匹配的切割速度不同。為了避免熱量堆積過大,低激光功率可以匹配低切割速度,高激光功率可以匹配高切割速度。當激光功率從1.2 kW下降至1 kW時,切縫起始位置明顯后移,說明高激光功率匹配高切割速度比低激光功率匹配低切割速度更有利于穩定切縫的快速形成。對比圖6(b)和圖7(b),在穩定切縫條件下,高激光功率匹配高切割速度,局部未熔凸起的間距相對更均勻,宏觀上表現為切割面的條紋間距(粗糙度)一致性較好。

表1 不同功率與速度匹配下的切縫尺特征
對比兩組仿真結果的相同之處,兩組穩定切縫成形演示過程均可以分成圖8所示的3個階段:第1階段是預熱階段,熱源剛剛作用在母材上,母材溫度隨切割運動逐漸上升,但還未達到熔點,因此該階段母材形貌無變化;第2階段是熔池成型階段,熱量積累剛剛達到母材熔點,激光束圓周范圍內母材熔化消失,但圓周與圓周之間的母材還未熔化,母材形貌表征為不連續孔洞或局部未熔凸起;第三階段是穩定切縫階段,熱量積累進一步增大,激光束圓周與圓周之間的母材也達到熔點發生熔化消失,母材形貌表征為連續切縫。
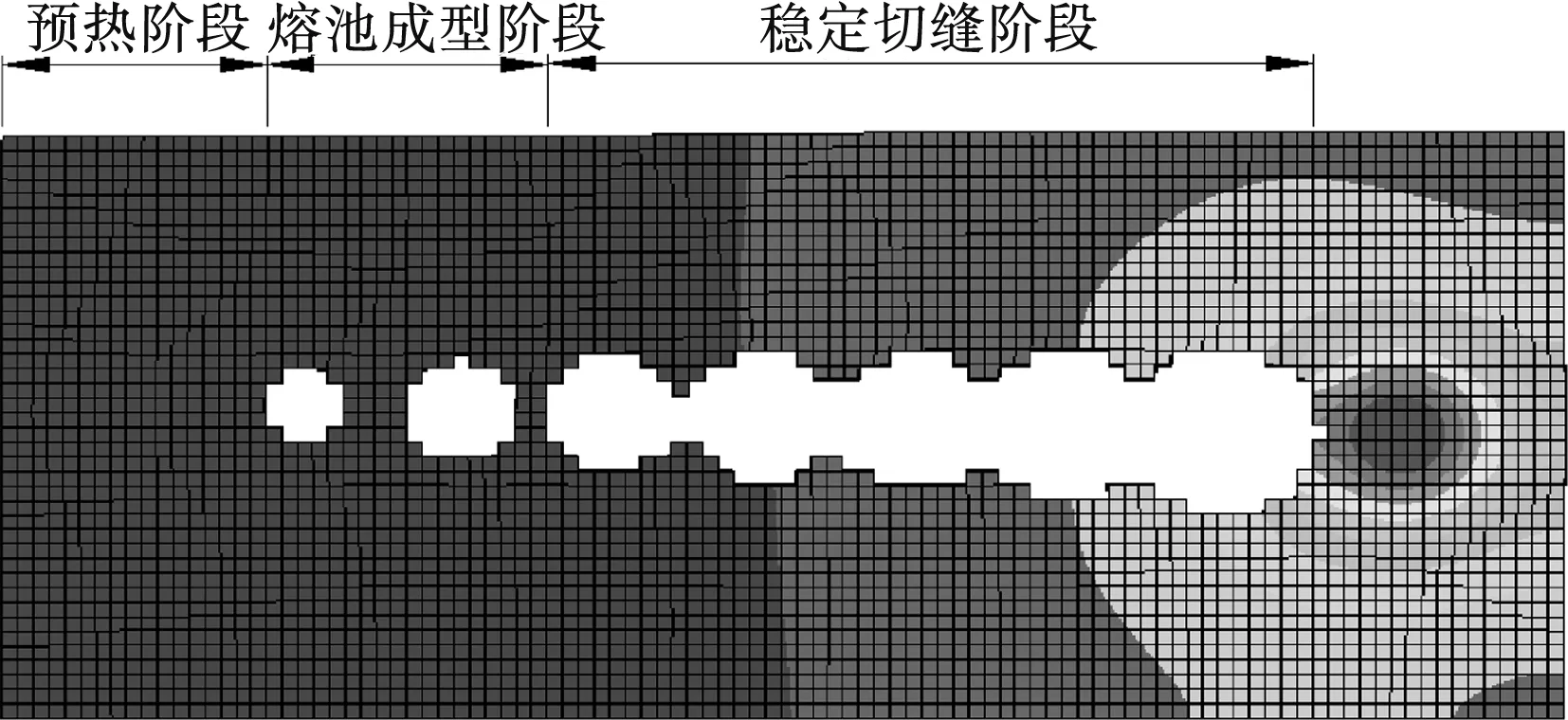
圖8 切割過程的3個階段
因此,鑒于預熱階段和熔池成型階段的存在,這部分切縫還沒有穩定成形。為了確保切縫尺寸精度,可以將激光初始位置設置在余料位置,激光經過一段距離的預切割使切縫進入穩定階段,再切入實際需要切割的部位,從而保證零件的尺寸精度。
3 結束語
(1)基于熱量堆積程度,不同激光功率穩定切割階段匹配的切割速度不同,低激光功率可以匹配低切割速度,高激光功率可以匹配高切割速度。
(2)高激光功率匹配高切割速度有利于提高切割面的條紋間距(粗糙度)的一致性。為了獲得粗糙度小、切縫均勻的切割工藝參數,實際切割時可以通過優化算法進行工藝參數優化,尋找切割功率和切割速度的最佳匹配值。
(3)通過穩定切縫成形仿真演示可知,光纖激光切割過程可以分成預熱、熔池成型、穩定切縫3個階段。鑒于預熱階段和熔池成型階段的存在,實際激光切割的起點應設置在余料位置,經過一段預切割后再切入零件外形,從而保證零件的尺寸精度。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
