中密度聚乙烯管焊接裂紋力學性能試驗研究
2021-03-12 07:42:42段頡頏賴煥生童晨垚張尚林
壓力容器 2021年2期
關鍵詞:裂紋
段頡頏,賴煥生,林 榕,童晨垚,張尚林
(1.福州大學 石油化工學院,福州 350116;2.中山大學 中法核工程與技術學院,廣東珠海 519082;3.中國核動力研究設計院 核反應堆系統設計技術重點實驗室,成都 610213)
0 引言
中密度聚乙烯(MDPE)管具有成本低、化學結構穩定、力學性能好等優點,而且還可通過熱熔焊接形成密閉管網系統,因此廣泛用于水、氣等的輸送。迄今為止,國內外學者對聚乙烯管熱熔對接接頭進行了大量研究。LEE等[1]證明,當焊接工藝參數設計合理時,高密度聚乙烯(HDPE)管用熱熔對接是一種很好的連接方法;EZRIN[2]發現,聚乙烯管焊接接頭的屈服強度和斷裂延伸率幾乎與母材相同;LESKOVICS等[3]發現,熱熔對接會降低接頭的抗破壞性,而且焊接區的表面形貌比母材(未焊接材料)更粗糙;CHEN等[4]的研究結果表明,HDPE管焊接接頭的抗疲勞性能不如母材。
許多學者對聚乙烯(PE)的裂紋進行了研究[5-11],如使用應力強度因子[12]、裂尖張開位移[13]、J積分[14]和C*[15],以及用裂紋圓棒試驗法[16-17]等預測PE材料的壽命。然而,這些研究所使用試樣裂紋尖端的拘束度與實際管材裂紋尖端的拘束度不一樣,比如使用帶深裂紋的三點彎試樣或緊湊拉伸試樣比管材表面裂紋在裂紋尖端具有較高的應力三軸度[18]。
近年來,隨著對裂紋拘束度研究的深入,在安全評價中提出了考慮幾何相關的斷裂韌度或拘束效應對裂紋參數(如J積分和C*積分)的影響。考慮拘束效應影響時,對于含裂紋的管道,用單邊缺口拉伸[SE(T)]試樣得到的斷裂韌度要比ASTM E 1820—2013標準中列出的帶深缺口的試樣(如三點彎試樣)更適合描述受內壓管道的斷裂韌度,這是因為SE(T)試樣裂紋尖端的拘束度與管道裂紋尖段的拘束度更接近。RUGGIERI等[18-19]的研究表明,對于裂紋在均質材料或者焊縫中心的SE(T)試樣的J積分,可用試驗測得的載荷-位移曲線來計算。TAREK等[20]研究了不同十字頭速度下,加載速率和管厚對焊接和未焊接HDPE管斷裂韌性的影響。然而,目前對MDPE材料SE(T)試樣J積分的研究較少。
本文利用SE(T)試樣,研究MDPE焊接裂紋的力學行為,討論裂紋長度(a)與試樣寬度(W)的比值(a/W)對J積分的影響,同時,用拉伸試驗研究焊接接頭對拉伸力學性能的影響。
1 試驗材料與步驟
試驗材料為黃色MDPE,牌號75APE,密度0.936 g/cm3,熔體流動指數0.015~0.040 g/min,管外徑225 mm、厚度20 mm。根據ISO 21307標準,利用管焊機完成MDPE管的熱熔對接,具體焊接參數見表1;然后對焊接接頭沿著軸線方向加工成SE(T)試樣(見圖1),其中焊縫位于試樣中心、裂紋位于焊縫中心。試樣的尺寸為:厚度B=10 mm、寬度W=10 mm、總長度L=140 mm,兩個測量位移點之間的標距H=50 mm。為了模擬焊接接頭在實際施工過程中可能出現的劃痕裂紋,在室溫環境下,將銳利的雙刃剃須刀片通過夾具固定在萬能試驗機上,刀片的厚度0.1 mm,然后以8 mm/min的速度在試樣表面切割出一條尖銳的裂紋,相關切口的制作方法可參考GB/T 19279—2003《聚乙烯管材 耐慢速裂紋增長 錐體試驗方法》。a/W從0.1增加到0.5,增量為0.1,a/W相同的值測試兩個試樣。另外,采用相同尺寸、無裂紋的母材(未焊接的MDPE管)試樣和焊接試樣進行拉伸試驗。

表1 熱熔對接參數Tab.1 Butt fusion welding parameters

圖1 單邊缺口拉伸試樣SE(T)
所有試驗均在拉伸試驗機以0.5 mm/min的恒定速度進行測試,試驗時設備自動記錄試樣的應力-應變和載荷-位移曲線。
2 結果和討論
2.1 拉伸試驗
母材和焊接試樣的工程應力-應變曲線如圖2所示。

圖2 工程應力-應變曲線Fig.2 Engineering stress-strain curves
從圖2可以看出,在達到最大應力之前,所有試樣幾乎具有相同的曲線;之后,應力隨應變的增加而緩慢減小,所有試驗在試樣斷裂之前停止。試樣的屈服應力、屈服應變、名義楊氏模量及應變硬化參數見表2,其中根據ASTM D638—2010標準可知,屈服應力是圖2中的最大應力。由表2可看出,母材和焊接試樣幾乎具有相同的屈服應力和應變。因此,熱熔對接對屈服強度和屈服應變的影響很小,這與EZRIN[2]的試驗結果一致。
表2中的名義楊氏模量是工程應力在0~1.1 MPa 之間線性回歸得出的斜率,具體如圖3所示。

表2 母材及焊接試樣的力學性能Tab.2 Mechanical properties of base metal and welded specimens

(a)母材試樣 (b)焊接試樣
從圖3可以看出,母材和焊接試樣的名義楊氏模量約為720 MPa,高于HAMOUDA等[21]得到的300~400 MPa。其中,HAMOUDA等[21]是用0.5~5 MPa的真實應力計算名義楊氏模量,這可能是導致結果不同的原因。此外,本文的試樣并非ASTM D638所列的標準試樣,這可能也會產生一些不同,而且不同公司的產品力學性能也會有些差異。材料的彈塑性本構模型常用Ramberg-Osgood方程表示,即:
(1)
式中,ε為應變;σ為應力,MPa;E為楊氏模量,MPa;α為材料常數;σ0為屈服強度,MPa;等號右邊第1項為彈性應變、第2項為塑性應變。
為了計算式中的n值,去除彈性應變后,式(1)變成:
(2)
式中,εp為塑性應變。
根據計算出的名義彈性模量,代入式(1)等號右邊的第一項可以計算出不同工程應力對應的彈性應變,則不同應力下對應的塑性應變為測出的工程應變減去彈性應變。對式(2)等號左右兩邊取對數可知,在對數坐標下應力與應變直線斜率的倒數即為指數n(見圖4),具體n值見表2。由表2可知,熱熔對接對n的影響也很小。LU等[14]使用相同的方法獲得聚乙烯的n值,范圍在1.1~3.5之間。BROSA等[22]還使用其他擬合方法獲得MDPE的n值為2.6。因此,本文計算出的n值是合理的。

(a)母材試樣

(b)焊接試樣圖4 應力對數與應變對數曲線Fig.4 Log stress versus log strain
2.2 J積分
J積分是RICE[23]定義的與路徑無關的能量積分,它與裂紋勢能變化率存在如下關系:
(3)
式中,B為試樣厚度,m;Up為裂紋體的勢能,kJ。
根據ASTM E 1820標準,對于單邊彎曲試樣SE(B),J可由實測的載荷-位移曲線得到,并用下式計算:
(4)
式中,K為應力強度因子,MPa·m1/2;υ為泊松比;E為楊氏模量,GPa;Jpl為J積分的塑性分量。
(5)
式中,ηpl為無量綱系數;Apl為載荷-位移曲線下的塑性功,kJ;b0為原始未開裂部分寬度,m。
SE(T)試樣J積分的計算公式未在ASTM E1820標準中列出。然而,RUGGIERI等[18-19]的研究表明,SE(T)試樣的Jpl也可以用式(5)計算,且對于均質材料,ηpl由下式計算:
ηpl=ξ0+ξ1(a0/W)+ξ2(a0/W)2+ξ3(a0/W)3
+ξ4(a0/W)4+ξ5(a0/W)5
(6)
式中,ξ0~ξ5為系數,依賴于參數n和H/W(試樣兩個測量位移點之間的標距與試樣寬度的比值),并可在參考文獻[18]中找到;a0為原始裂紋長度,式(6)適用于0.2≤a0/W≤0.7。
PAREDES等[19]研究了焊接強度不匹配對公式(5)的影響,發現系數ηpl可根據強度不匹配系數(焊接材料屈服應力與母材屈服應力的比)進行修正,但由于焊接接頭的尺寸較小,焊接材料的屈服強度用常規拉伸試驗不易測出,為了簡化計算,本研究沒有考慮焊接區對焊縫的影響。
所有焊接試樣的實測載荷-位移曲線如圖5所示。在這些試驗中,每個a/W值測試2個試樣,裂紋擴展長度沒有進行測量。

(a)

(b)圖5 不同焊接試樣的載荷-位移曲線Fig.5 Load-displacement curves of different welding specimens
從圖5可以看出,最大載荷隨著a/W的增大而減小,其中試樣a/W=0.2,2的最大載荷比試樣a/W=0.1,1的大,這可能是因為焊接接頭質量不均勻、試樣的裂紋沒有在焊接接頭的正中間或是裂紋長度的測量存在較大誤差造成的。雖然,基于這些試驗無法得到J-R曲線,但是,在最大施加載荷(載荷-位移曲線中的最大載荷)下的Jmax,可通過公式(5)近似計算。Apl近似取載荷-位移曲線下的面積來表示其大小。本文的n和H/W的值分別為1.2和5,與RUGGIERI[18]給出的最接近的n和H/W值為:n=5和H/W=6,因此ηpl用n=5和H/W=6代入式(6)近似計算。當a/W=0.5,0.4,0.3,0.2時,將系數ξ0~ξ5(見表3[18])代入式(6),可計算出ηpl分別為0.89,0.97,0.89,0.55。Jmax的計算結果見表4。當a/W=0.1時,不能代入式(6)計算ηpl,所以無法計算出其Jmax。從圖6可看出,當0.2≤a/W≤0.5時,Jmax幾乎隨a/W的增加而增加。

表3 單邊缺口拉伸試樣的系數Tab.3 Coefficient values of single edge notch tension specimens
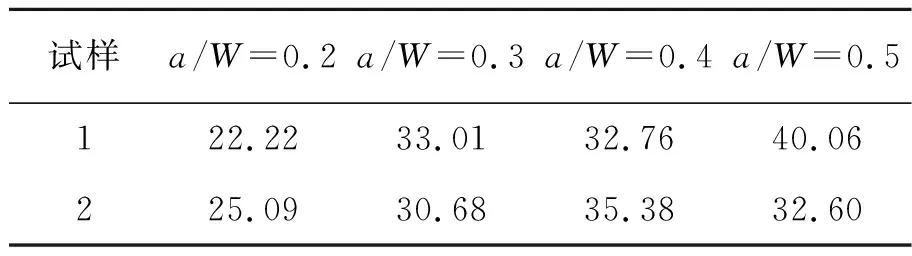
表4 不同a/W值對應的Jmax kJ·m-2Tab.4 Jmax corresponding to different a/W values

圖6 最大載荷對應的Jmax隨a/W的變化情況
用最大外加載荷除以未開裂部分的原始橫截面積計算出最大應力σmax,其值見圖7和表5。由圖7可以看出,σmax隨著a/W的增加緩慢增加,但在0.2 圖7 最大外加載荷下的應力σmax隨a/W的變化情況Fig.7 The variation of stress with a/W at maximumapplied load 表5 不同a/W值對應的σmaxTab.5 σmax corresponding to different a/W values MPa 本文研究了MDPE管的力學性能和焊接裂紋行為。拉伸試驗表明,熱熔對接對屈服應力、屈服應變、名義楊氏模量和Ramberg-Osgood應變硬化指數n幾乎沒有影響。斷裂試驗雖然沒有得到J-R曲線,但結果表明,在0.2≤a/W≤0.5的情況下,最大載荷下的J積分與a/W呈線性增加關系。此外,用最大施加載荷與未開裂部分的原始橫截面積計算出的最大應力σmax,在0.2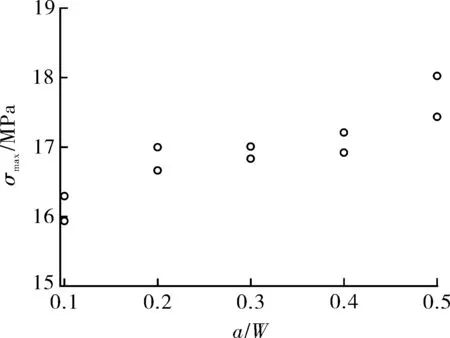

3 結論
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18艦船科學技術(2022年13期)2022-08-11 09:29:16艦船科學技術(2022年6期)2022-04-19 11:01:32山東冶金(2019年6期)2020-01-06 07:45:58World Journal of Diabetes(2019年7期)2019-07-23 11:52:08山東冶金(2019年3期)2019-07-10 00:54:06揚子江(2019年1期)2019-03-08 02:52:34Asian Journal of Urology(2018年2期)2018-04-19 05:38:26四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57焊接(2015年2期)2015-07-18 11:02:38