擠壓鑄造5035鋁鎂合金陽極氧化染黑色后白點故障分析
2021-02-27 06:57:02王向榮
電鍍與涂飾 2021年1期
王向榮
(上海市普陀區綏德路789號,上海 200331)
鋁合金材料具有一系列優良的物理、化學、力學和加工性能,可以滿足從餐廚用具到尖端零件,從建筑裝潢到交通運輸,甚至航空航天等各行各業對材料的各種使用要求。但鋁合金的硬度、耐磨性、耐蝕性等表面性能不夠理想。表面處理技術正好彌補了鋁合金的這些弱點,通過陽極氧化或表面涂覆加以改進,成為鋁合金擴大應用范圍和延長使用壽命不可或缺的手段[1]。
鋁鎂系合金是熱處理不可強化的鋁合金。鎂含量一般不超過5.5%,鎂既能提高強度,又不會使延展性過分降低,添加少量錳還能令含鎂相均勻沉淀,對耐蝕性有利。鋁鎂系合金具有強度中等、可塑性好、可焊接性能好等優點,已應用于航空航天、汽車、船舶、軍工、機械制造等領域。然而,鋁鎂合金在空氣中容易氧化而生成一層疏松的氧化膜,這大大降低了鋁鎂合金的性能。因此,需要對鋁鎂合金進行陽極氧化處理,以提高其硬度和耐蝕性[1-4]。
筆者在采用硫酸陽極氧化工藝對擠壓鑄造5035鋁鎂合金進行處理,并在酸性染色溶液中染黑色后發現陽極氧化膜表面出現大量白點,影響產品的外觀。針對黑色陽極氧化膜表面的白點故障,采用附帶能譜儀的掃描電子顯微鏡分析了5035鋁鎂合金基體及陽極氧化膜的元素成分,并采用金相顯微鏡觀察了基體表面形貌及陽極氧化膜的表面和截面形貌,結合基材的擠壓鑄造過程進行分析,得出了產生白點的可能原因,提出了改進方向,并就陽極氧化工藝方面的改進,在后續的生產過程中進行了驗證。
1 基材及其加工要求
實驗材料為擠壓鑄造5035鋁鎂合金六面體流體控制閥塊,零件表面經過機加工,各個加工面分布著數量不等的大大小小的相通或不相通的孔道。根據終端用戶的不同需要,這些外觀面被區分為不同級別:A級,直接外觀面,第一眼能夠被看到的外觀面;B級,間接外觀面,及可以被組裝的面;C級,底部或者內部,被組裝后不能夠被看見。各級別的外觀面上,可接受不同尺寸的凹痕,但自然光下距離30 cm觀看時應顏色均勻,無氧化不良,無鍍后劃痕,無色差或斑點(包括本文所討論的白點)。
2 陽極氧化工藝
工藝流程為:裝掛→脫脂→水洗→二次脫脂→水洗→陽極氧化→水洗→染黑色→水洗→封閉→水洗→烘干→下掛→檢驗與性能測試。
脫脂:堿性脫脂劑A 80~100 mL/L,60~65 °C,15~20 min,空氣攪拌。
二次脫脂:堿性脫脂劑B 3%~6%(質量分數),55~60 °C,5~10 min,空氣攪拌。
陽極氧化:硫酸200~230 g/L;添加劑15~20 g/L,18~22 °C,15~25 min,空氣攪拌。
染黑色:染色劑15~20 g/L,pH 5.5~6.0,55~60 °C,15~20 min,空氣攪拌。
封閉:封閉添加劑0.5%~1.0%(體積分數),92~98 °C,15~20 min,空氣攪拌。
3 產生白點故障的原因
3.1 陽極氧化膜外觀對比
由圖1和圖2可看出,正常情況下,陽極氧化膜染黑色后顏色均勻一致,無色差;出現白點后,無白點處的陽極氧化膜顏色均勻一致,無色差,說明基材本身無明顯成分偏析,應從微觀角度進行故障分析。
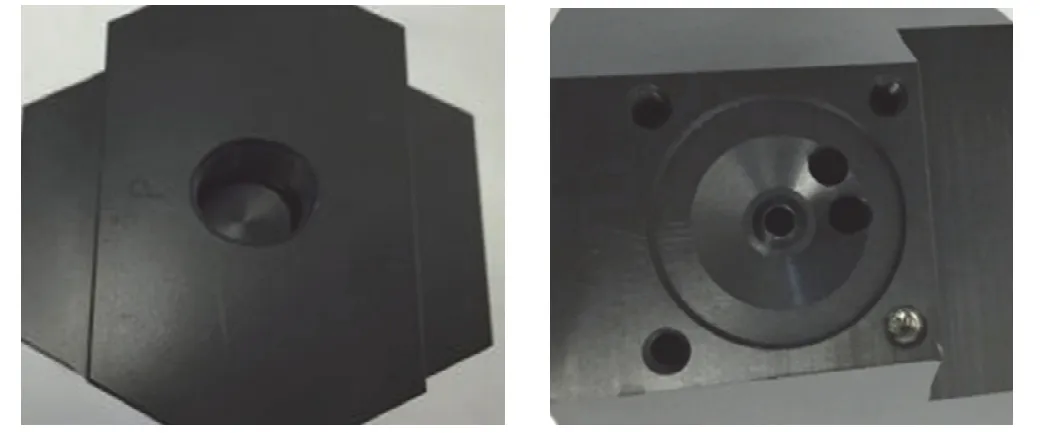
圖1 正常陽極氧化膜的外觀Figure 1 Appearance of normal anodization film

圖2 出現白點的陽極氧化膜Figure 2 Anodization film with white spots
3.2 基體元素分析
對出現白點的零件的同批次5035鋁鎂合金基體材料進行元素分析,根據陽極氧化后的白點分布,在白點比較集中的區域和正常區域分別取點分析,結果列于表1。對比分析數據可知,在無白點區域和出現白點的區域,基材元素分布差別不大,各個元素分布均勻,證實基材本身無明顯成分偏析。

表1 基體表面各元素的質量分數Table 1 Mass fractions of different elements at the surface of substrate(單位:%)
3.3 陽極氧化膜元素分析
對出現白點的陽極氧化膜進行元素分析,在白點比較集中的區域和正常區域分別取點分析,結果見表2。對比分析數據可知,出現白點區域的氧化膜中C元素和Ni元素含量明顯偏低。也就是說,在出現白點的區域,有機染色劑含量偏低,染色效果變差,甚至未被染色。

表2 氧化膜表面各元素的質量分數Table 2 Mass fractions of different elements at the surface of anodization film(單位:%)
3.4 基體的表面形貌以及陽極氧化膜的表面和截面形貌
由圖3可知,基體表面和陽極氧化膜表面存在大量微孔。由圖4可知,氧化后微孔直徑達到20 μm時,微孔內壁已經被氧化,但微孔內壁氧化膜比基材表面氧化膜薄,基材表面氧化膜厚度為18 μm左右時,微孔內壁氧化膜厚度為13 μm左右。
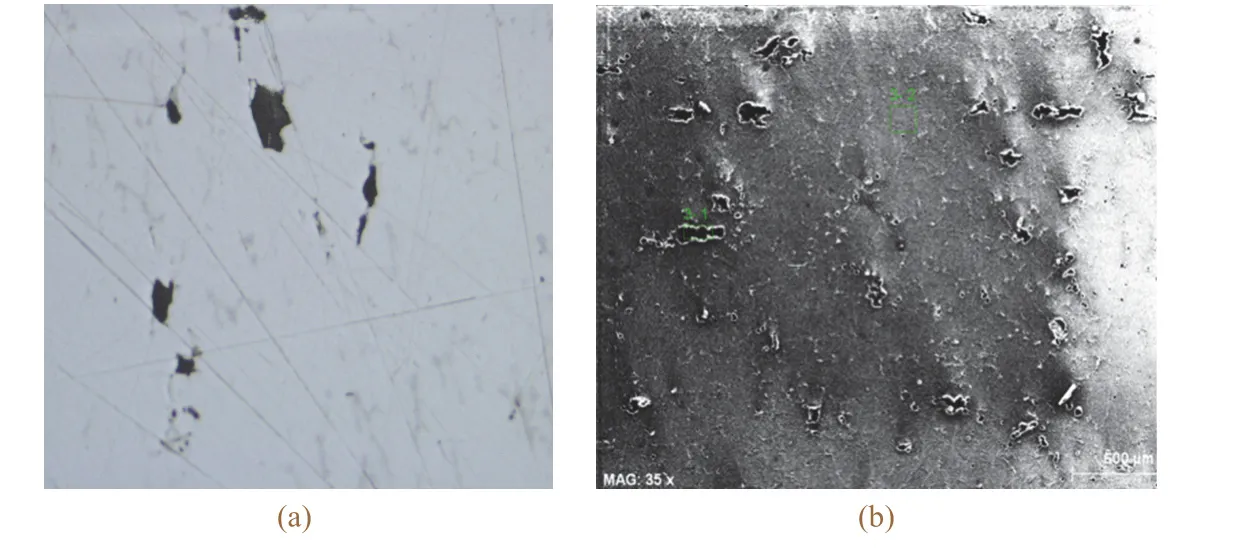
圖3 基體(a)和陽極氧化膜(b)的表面形貌Figure 3 Surface morphologies of substrate (a) and anodization film (b)

圖4 陽極氧化膜的截面形貌Figure 4 Cross-sectional morphology of anodization film
基材上的微孔可能是形成氧化膜微孔的原因,因為這些微孔在陽極氧化過程中,如果是垂直于陽極氧化槽液液面向下,可能形成空氣氣囊,阻止電解液的進入,導致微孔內無法被氧化或者陽極氧化膜較薄。同理,在染色過程中,微孔可能會阻止染色液的進入,影響染色效果[5-7]。而陽極氧化膜表面形成微孔的部位在距離30 cm處自然光下觀看,呈現的就是白點。
3.5 材料成型過程的分析
本文所使用的5035鋁鎂合金流體控制閥塊是采用擠壓鑄造的方式進行成形后再機械加工制成的成品。擠壓鑄造又稱液態模鍛,是對注入模具中的液態或者半固態的金屬或合金施加較高的機械壓力,使其成形和凝固而獲得制件或毛坯的工藝方法。縮孔是擠壓鑄造成形過程中最為常見的缺陷之一,其特征是表面呈暗色、不光滑。表現為如圖3a所示的形狀不規則的孔洞。縮孔產生的原因大致有擠壓力低或者擠壓受阻、澆注溫度過高、模具不合理等[8-11]。
4 改進措施
4.1 對陽極氧化工藝流程的改進
(1) 將零件傾斜裝掛,盡可能使每個面都不與陽極氧化槽液液面垂直,避免形成空氣氣囊,并有利于零件表面液體流動;
(2) 在二次脫脂工序后增加堿蝕工序(堿蝕劑體積分數5%~8%,55~60 °C,3~6 min,空氣攪拌),將鎂鋁合金表面較淺的微孔腐蝕掉;
(3) 延長陽極氧化時間,按照膜厚要求的上公差進行控制,以增強陽極氧化膜的染色效果;
(4) 在陽極氧化工序后增加活化工序(無機酸體積分數20%~30%,室溫,1~2 min,空氣攪拌),實現陽極氧化膜擴孔的目的,使膜層更有利于染色;
(5) 染色后立即進行封閉,將染色劑封閉在陽極氧化膜中,鞏固染色效果。
4.2 對材料成型過程的改進建議
(1) 改善模具設計方案,在材料成形過程中減少鑄造壓力損失。
(2) 提高擠壓力或擠壓速率,或者實施局部補壓。
(3) 在澆注系統的填充末端加裝溢流槽,盡可能讓充型前端的鋁液流出鑄件本體[8-11]。
5 結語
陽極氧化膜染黑色后白點的產生與基體的表面狀態直接相關。毛坯經過機械加工后,擠壓鑄造過程中形成的縮孔便表現為基體表面微孔。要徹底消除陽極氧化染色后的白點故障,應從改善基體狀態入手。
通過改進陽極氧化裝掛方式以及增加堿蝕、活化等工序,可以最大限度地減少白點的產生。