激光選區熔化TC4鈦合金在氨基磺酸?甲酰胺溶液中的電解拋光
2021-02-27 06:57:00馬寧由藝強
電鍍與涂飾 2021年1期
馬寧,由藝強
(沈陽航空航天大學機電工程學院,遼寧 沈陽 110136)
鈦合金具有比強度高、韌性好、耐蝕、耐熱等特點,廣泛應用于航空航天、醫療、化工等領域[1]。激光選區熔化(SLM)是一種增材制造技術,可用于復雜異形航空航天零件的成型,使用激光選區熔化技術制造TC4鈦合金零件,不僅不受零件形狀限制,而且可以使材料利用率和成型效率大大提高。但是由于波紋效應、階梯效應和表面部分粘結顆粒的存在[2],導致增材制造件表面有明顯的紋理特征,表面粗糙度(Ra)一般在10 μm左右[3]。較差的表面質量不僅會降低零件的尺寸精度、疲勞強度、力學性能和抗腐蝕性,還會影響其配合性質和工作精度,一定程度上制約了SLM技術的應用及推廣[4]。目前人們通過表面處理技術來提高SLM制造的金屬零件的表面光潔度,包括噴砂、機械研磨、化學拋光及激光拋光等。Pyka等選擇HF作為蝕刻劑,首先對TC4進行化學刻蝕,去除表面相連的粉末顆粒,再使用HF、乙酸和硫酸的混合溶液對鈦合金進行電化學加工,有效地降低了表面粗糙度[5]。但是強酸拋光溶液對設備腐蝕嚴重并且容易造成環境污染。Mohammadian等使用化學拋光和磨料流拋光相結合的方法,對IN625管狀零件進行內表面拋光,可以完全去除IN625零件內表面的半焊接顆粒,顯著改善零件的表面粗糙度和織構[6]。但磨料流加工棱邊時易過拋,材料去除不均勻。章媛等潔使用銑削的方法對選區激光熔化AISI420不銹鋼進行表面處理后可以令試樣的粗糙度從約10 μm降低到1 μm以下,極大地改善了制件的表面性能[4]。但是機械加工方法不僅會導致刀具消耗嚴重,而且會引發加工區域表面產生機械應力、表面微劃痕、微裂紋等二次損傷。
電解加工作為一種非機械的金屬切削加工方法,能夠加工任何具有高切削率的導電材料,而無需考慮其硬度、彈性、脆性等力學性能,并且具有工件表面光整、無加工紋路、無毛刺等特點[7]。采用甲酰胺為基的氨基磺酸非水溶液可避免常規水溶液拋光后雜散點蝕嚴重,表面質性能差的情況[8]。本文采用氨基磺酸?甲酰胺溶液對SLM成型的TC4鈦合金試件進行拋光。
1 實驗
1.1 材料與設備
使用鉑力特S210金屬3D打印機制作試樣,調整加工試件與基板之間夾角,分別制作了0°、15°、25°三種不同構建角度的試樣(如圖1所示),將SLM樣品從基板上取下后用電火花線切割成15 mm ×15 mm × 1.2 mm的小樣。

圖1 表面構建角度示意圖Figure 1 Schematic diagram of surface construction angle
電化學拋光在直徑為100 mm的燒中進行,樣品(陽極)和夾具位于燒杯邊緣,陰極采用銅電極,陰陽極間距為14 mm,電化學加工原理及裝置如圖所示。按1 000 mL甲酰胺、80 g氨基磺酸及5 g氯化鈉的配比配制電解液。該溶液可以出現類似NaNO3溶液所呈現的非線性現象,加工表面會存在電阻變化的非金屬化合物黏液層,可大大減輕或阻止鈍化膜的再生成[9],從而有效避免鈦合金形成強保護性鈍化膜而不易加工的問題。電解拋光在室溫下進行,試驗前先用蒸餾水清洗所有樣品,然后在超聲波清洗儀中用丙酮脫脂10 min。每次試驗后,立即用蒸餾水洗滌樣品,然后用丙酮洗滌,最后風干。

圖2 電化學拋光裝置的示意圖(a)和實物照片(b)Figure 2 Schematic diagram (a) and photo (b) of the setup for electrochemical polishing
1.2 表征方法
使用Oxford Instruments X-MAX20掃描電子顯微鏡(SEM)觀察拋光前后TC4鈦合金的表面微觀形貌,使用電鏡自帶的能譜儀(EDS)檢測表面元素組成。使用艾普HR-150C洛氏硬度測試儀測量試件拋光前后的洛氏硬度。采用配有TS100標準傳感器的TIME-3200手持粗糙度測量儀測量試樣的線性粗糙度平均值(Ra)、均方根(Rq)及最大輪廓高度(Rz),同時還能測量出試件的表面輪廓,取樣長度為0.8 mm,測量距離4 mm。拋光前后的TC4鈦合金樣件的耐腐蝕性測試在CHI660E型電化學工作站進行,以飽和甘汞電極(SCE)為參比電極,鉑電極作為對電極,TC4鈦合金試樣作為工作電極(暴露面積1 cm2),以3.5%NaCl溶液為腐蝕介質。電化學測試在室溫25 °C下進行,在?0.3 V至0.3 V的電位范圍內以1 mV/s的速率進行掃描。使用上海越平FA2004B型精密電子天平稱量拋光前后試件的質量,每個試件稱量3次,取平均值。鈦合金試樣的材料去除量Δh(單位:mm)可由式(1)計算。

式中Δm為試件在加工前、后的質量差(單位:g),ρ為工件密度(單位:g/mm3),A為加工面積(單位:mm2)。
2 結果與討論
2.1 電流密度對電化學拋光的影響
在不同電流密度下對TC4鈦合金電化學拋光25 min,TC4鈦合金表面狀態變化見圖3。0°、15°和25°三種構建角度試件的表面粗糙度隨著電流密度的增大呈現了相似的趨勢和接近的結果。當電流密度過小時,鈦合金陽極表面處于鈍化溶解狀態,拋光效果不明顯,表面粗糙度較大。隨著電流密度的增大,去鈍化能力增強,拋光速度加快,粗糙度逐漸降低。對于所分析的表面,電流密度1 A/cm2時獲得的Ra更小,表面質量更好。材料去除量隨著電流密度的增大而增大,當電流密度為1 A/cm2時,去除厚度達到0.3 mm左右。

圖3 電流密度對不同構建角度拋光TC4鈦合金表面粗糙度和材料去除量的影響Figure 3 Effect of current density on surface roughness and material removal of TC4 titanium alloy samples with different construction angles after being polished
在電流密度0.6 A/cm2下電化學拋光不同時間時TC4鈦合金表面狀態變化見圖4。反應初始階段,試件反應不完全,表面粗糙度較大。隨時間的延長,材料去除量增大,當反應25 min時,材料去除厚度在0.15 mm左右,表面變得光亮平滑,粗糙度明顯減小,拋光后的平均表面粗糙度為0.8 μm,約為拋光前表面粗糙度的1/10。可以注意到,材料去除量隨時間延長呈線性變化,并且不同構建角度試件的斜率都很接近。
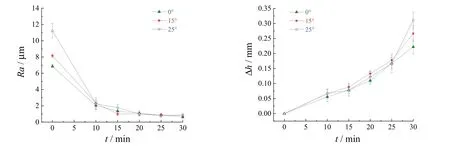
圖4 加工時間對不同構建角度拋光TC4鈦合金表面粗糙度和材料去除量的影響Figure 4 Effect of processing time on surface roughness and material removal of TC4 titanium alloy samples with different construction angles after being polished
圖5為在電流密度0.6 A/cm2下加工30 min后不同構建角度時間表面粗糙度的變化情況,在整個過程中,Rq和Rz遵循與Ra相同的趨勢,保持平均Rq/Ra和Rz/Ra比率分別等于1.2和5.0。
2.3 電化學拋光后TC4鈦合金樣品表面形貌的演變
2.3.1 宏觀圖像
圖6顯示0°構建角度在電流密度0.6 A/cm2下拋光前后樣本的照片,以顯示宏觀拋光效果。可見,電解拋光后的樣品表面比原始樣品表面光滑、光亮。很明顯,適當延長拋光時間可以顯著改善表面質量。
2.3.2 微觀形貌
從圖7a可以看到,未電化學拋光時樣品表面附著大量未熔融的顆粒。經電化學拋光10 min后,原樣品表面的部分熔融顆粒被消除,表面存在大量凹坑(見圖7b)。電化學拋光15 min后,試樣表面出現了一些帶有間隙結構的平坦表面(見圖7c)。經過20~30 min的電化學拋光后,TC4樣品表面逐漸變得非常光滑和均勻(見圖7d–7f)。結果表明,TC4零件表面存在未融化顆粒和深凹坑,表面粗糙度高達6.86 μm,經過不同時間的電化學拋光后,顆粒逐漸消失,表面粗糙度顯著降低到0.62 μm。

圖5 不同構建角度拋光前(a)、后(b)TC4鈦合金的Ra、Rq和RzFigure 5 Ra, Rq, and Rz of TC4 titanium alloy samples with different construction angles before (a) and after (b) being polished

圖6 在0.6 A/cm2下0°構建角度拋光不同時間后TC4鈦合金的照片Figure 6 Photos of TC4 titanium alloy sample with a construction angle of 0°after being polished at a current density of 0.6 A/cm2 for different time

圖7 在0.6 A/cm2下拋光不同時間后0°構建角度的TC4鈦合金的SEM照片Figure 7 SEM images of TC4 titanium alloy sample with a construction angle of 0°after being polished at a current density of 0.6 A/cm2 for different time
2.3.3 表面輪廓
圖8顯示出了不同構建角度試件的初始和最終粗糙度輪廓軌跡。可以看出,由于階梯效應的影響,隨著表面傾斜角的增大,表面粗糙度增大,形成較大的波峰和波谷。拋光后表面輪廓變得平滑,波峰和波谷沿著平均線均勻分布。
2.4 表面元素分析
從表1可知,拋光前TC4鈦合金表面含有少量O元素,經電化學拋光之后未檢測到O元素,說明TC4表面的氧化物得到了很好的去除。
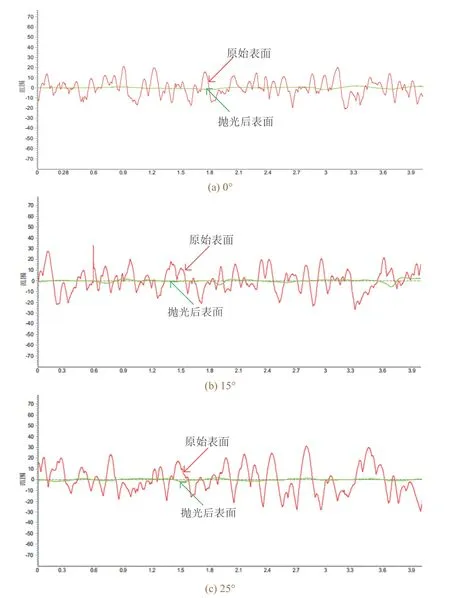
圖8 不同構建角度拋光前后TC4鈦合金的輪廓曲線Figure 8 Profile curves for TC4 titanium alloy samples with different construction angles before and after being polished

表1 拋光前后TC4鈦合金表面的元素組成Table 1 Elemental composition of TC4 titanium alloy before and after electrochemical polishing
2.5 耐蝕性測試

圖9 0°構建角度拋光前后TC4鈦合金的極化曲線Figure 9 Polarization curves of TC4 titanium alloy samples with a construction angle of 0° before and after being polished

表1 0°構建角度拋光前后TC4鈦合金的腐蝕電位、腐蝕電流密度及腐蝕速率Table 2 Corrosion potential, corrosion current density,and corrosion rate of TC4 titanium alloy sample with a construction angle of 0° before and after being polished
從圖9及表2可以看出,電化學拋光后鈦合金的Tafel曲線向電位更正的方向偏移,腐蝕電位相比于鈦合金原始表面有一定的正移。與此同時腐蝕電流密度顯著下降,腐蝕速率降低。表面粗糙度是影響材料耐蝕性的重要因素之一[10]。腐蝕速率的降低體現為腐蝕電流密度的下降,這可從兩方面進行解釋:一是光滑表面相比于粗糙表面的腐蝕面積更小[11];二是光滑表面的表面能較小,結合電子的逸出功可知,材料光滑表面的電子相比于表面能較大的粗糙表面的電子更不易逸出[12]。
2.6 拋光前后洛氏硬度的變化
對拋光前后洛氏硬度進行測量,進一步分析電解拋光方法對TC4鈦合金的力學性能的影響,結果見表3。不同構建角度鈦合金拋光前后的洛氏硬度變化較小,因為鈦合金拋光不同位置測量結果稍有差別,屬正常變化范圍,所以電解加工對TC4鈦合金表面硬度沒有影響。

表3 不同構建角度拋光前后TC4鈦合金的洛氏硬度Table 3 Rockwell hardness of TC4 titanium alloy samples with different construction angles before and after being polished(單位:HRC)
3 結論
采用氨基磺酸?甲酰胺體系電解液對激光選區熔化成型的TC4鈦合金進行電解拋光,取得了明顯的光整效果。拋光過程中電流密度和電解時間都直接影響最終光整效果的實現,在電流密度為1 A/cm2下電解拋光25 min時取得的光整效果最佳,試樣表面平整光亮,均一性良好。拋光后試件的耐腐蝕性得到了增強,硬度無明顯變化。