升壓速率對正拱形爆破片爆破壓力影響的試驗研究
2021-02-26 03:05:12劉應華
壓力容器 2021年1期
徐 鋒,劉應華,楊 超
(1.清華大學 航天航空學院,北京 100084;2.華東理工大學 機械與動力工程學院,上海 200237)
0 引言
爆破片裝置具有結構簡單、動作響應迅速、密封可靠等優點,廣泛應用于壓力容器、壓力管道等承壓設備領域,是防止承壓設備主體過度超壓發生事故的主要安全保護裝置之一[1]。
爆破片裝置主要由爆破片和夾持裝置組成,是一種由進出口介質壓差作用驅使爆破片破裂而自動泄壓的裝置,屬于非重閉式泄壓裝置。爆破片裝置在設定的爆破壓力下動作迅速、及時泄放壓力介質是其作為安全保護裝置的最基本的功能要求。因此,準確計算和設定爆破壓力,是安全應用爆破片裝置、確保被保護的承壓設備安全的關鍵核心技術。影響爆破片爆破壓力大小的因素很多,既有爆破片的結構、材料、尺寸等內在因素;也有加工工藝、應用環境(例如介質、溫度、壓力變化)等外部因素。其中,外部影響因素中,介質升壓速率是影響爆破片爆破壓力的一個重要因素。
但是,在現有的爆破片設計、制造和使用過程中,介質升壓速率對爆破壓力的影響往往被忽略了,或者僅是定性的規定。GB 567.1—2012《爆破片安全裝置 第1部分:基本要求》[2]中8.1.11規定:爆破試驗時,應將試驗裝置入口壓力升壓到最小爆破壓力的90%,保壓時間不少于5 s,隨后穩定連續地增加壓力,且每秒升壓速率不小于爆破壓力的0.1%,直至爆破片爆破,此過程不應超過120 s;ISO 4126-2[3]中也提出了同樣的要求。但是,如按此規定,對于具有不同爆破壓力的爆破片,例如爆破片A的爆破壓力為100 MPa,爆破片B的爆破壓力為10 MPa,兩者的升壓速率可以不同,但都是符合標準的,如爆破片A升壓速率為0.1 MPa/s,爆破片B升壓速率為0.01 MPa/s,可能相差10倍。因此,目前國內外標準中對于爆破片標定試驗時升壓速率的規定是過于寬泛的,實際大多數爆破片制造廠標定爆破片爆破壓力時所采用的升壓速率也各不相同。
在工程實際中,安裝爆破片的承壓設備,爆破片破裂時的升壓速率各不相同。趙寶頔等[4]對充裝20 MPa氮氣的長管拖車用氣瓶進行了火燒試驗,其升壓速率約為0.02 MPa/s。古晉斌等[5-6]對輪胎火災下承裝不同介質的長管拖車大容積氣瓶進行了數值模擬,研究表明,氣瓶的升壓速率約在0.02~0.03 MPa/s;而突然關閉承壓設備的泄放閥門,承壓設備的瞬時升壓速率可達約2.5 MPa/s。另外,GB 567.1—2012中還提出此標準不適合操作壓力劇增或反應速度過快的承壓設備,說明相關的標準研究和制訂者已經認識到升壓速率對爆破片設計爆破壓力有所影響,但具體有何影響,尚未提出具體的技術指標及要求。李志義等[7]利用塑性動力學理論,研究了密閉容器內發生化學爆炸時的升壓速率對爆破片設計爆破壓力的動態響應規律,認為在一定條件下升壓速率與爆破壓力呈簡單的線性關系;李岳等[8]試驗研究了反拱帶槽型爆破片在爆炸爆破壓力控制在1.0 MPa前提下的動態響應規律,總結了爆破壓力與升壓速率大小的關系,認為爆破片的爆破壓力動態超壓規律應當以升壓速率的大小分階段討論;喻健良等[9]以正拱開縫型爆破片為對象,在爆破壓力控制在1.0 MPa前提下,研究了動態工況下不同升壓速率對正拱開縫型爆破片爆破壓力的影響;GONG等[10]分析了緊急情況下爆破片參數對高壓氫氣釋放的影響。上述研究雖均發現升壓速率對爆破片的爆破壓力有影響,但升壓速率較低的靜態工況與升壓速率較高的動態工況對爆破壓力的影響規律是否相同,以及如何界定靜態工況與動態工況尚無定論。
綜上所述,升壓速率對爆破片爆破壓力的響應規律研究還不充分。考慮當前儲運容器實際使用工況下的升壓速率,結合目前大多數爆破片制造廠標定爆破片爆破壓力時所采用試驗裝置的升壓速率范圍,本文以結構簡單、應用廣泛的普通正拱型爆破片為研究對象,利用液壓爆破試驗方法,在0~5 MPa/s升壓速率范圍內,對爆破片爆破壓力隨升壓速率變化規律進行探究。
1 試驗試樣及裝置
1.1 試樣
普通正拱型爆破片(LP)的壓力作用方向與拱出方向一致,使用時的受力情況如圖1所示。普通正拱型爆破片是利用材料的抗拉強度控制爆破壓力。
圖1 正拱形爆破片受力情況
1.1.1 材料選取
試驗爆破片材料選用316L不銹鋼。316L材料性能穩定,具有良好的耐晶間腐蝕性能、韌性和耐酸性,其化學成分如表1所示。同時,316L具有良好的工藝性能和力學性能,常溫下彈性模量為2×105MPa,泊松比為0.3。

表1 316L不銹鋼化學成分
1.1.2 結構尺寸確定
普通正拱型爆破片的結構如圖2所示,其中D0為爆破片名義直徑,D為夾持直徑,S為初始厚度,R為壓環圓角半徑。爆破片的具體結構尺寸如表2所示。
圖2 普通正拱型爆破片結構示意
表2 普通正拱型爆破片試樣尺寸及基本數據
1.2 預拱成型
試驗用爆破片采用準靜態加載方式增壓成型,升壓速率均不超過0.009 MPa/s,通過壓力傳感器監測成型壓力的變化。不同尺寸的爆破片設定不同的成型壓力,具體見表2。成型后的爆破片如圖3所示。

圖3 預拱成型后的爆破片
1.3 夾持裝置
本文設計一種可重復拆裝爆破片的試驗夾持器,主體材料為316L奧氏體不銹鋼,其結構如圖4所示。試驗用夾持裝置要求具有良好的密封性能,提供足夠的壓緊力,避免爆破片抽邊,便于拆裝。試驗夾持器主要由上夾持器、下夾持器和壓環等組成。下夾持器通過錐面連接頭與試驗臺連接,使密封面積減小,密封比壓大,連接密封效果更好。下夾持器與爆破片之間采用O形橡膠密封圈密封。O形圈利用自密封的原理,隨著系統壓力的提高,其密封能力增強,最高可達到200 MPa。夾持器采用線徑為3 mm的O形丁晴橡膠密封圈,經測試密封效果良好。爆破片夾持裝置實物如圖5所示。
圖4 試驗夾持裝置結構示意

圖5 試驗夾持裝置實物圖
1.4 試驗裝置
試驗裝置為新型高壓爆破試驗臺,是一種高性能、高可靠度的液壓爆破測試臺,其工作原理如圖6所示。
圖6 安全泄放裝置爆破試驗臺工作原理
系統通過壓力泵使得水增壓,通過緩沖罐,使得壓力能平穩上升。控制軟件能通過變頻器合理控制壓力泵的進液速度,從而有效改變升壓速率。在靠近爆破片的管路上設有壓力傳感器及流量傳感器,實時記錄容器的壓力及進液量的變化,壓力、流量信號通過數據采集卡輸入計算機,通過自編的測量及控制軟件將采集到的壓力、流量等數據存于數據庫內,并實時顯示壓力-進液量曲線、時間-壓力曲線和升壓速率,從而有效實現不同升壓速率下的爆破壓力的測試。
2 試驗及結果分析
2.1 試驗
選擇同一合格批次的正拱型爆破片若干,通過緩沖罐減緩增壓速率,在不同的增壓速率下進行爆破片爆破試驗。爆破片的破裂位置一般都發生在極頂處附近位置,如圖7所示。具體試驗結果見表3。

圖7 爆破片的破裂形態
表3 爆破片試驗數據(初始厚度0.3 mm)
2.2 試驗結果分析
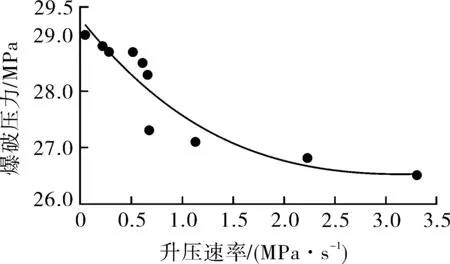
對不同爆破口徑的爆破片爆破壓力隨升壓速率的變化趨勢進行分析,如圖8所示。
對比各組整體數據,在本文所研究的升壓速率范圍內,發現升壓速率越大,爆破壓力越低,4組數據中的最低爆破壓力與最高爆破壓力之間的壓力差在4%~20%左右。GB/T 150—2011《壓力容器》[11]中規定,對于同一批爆破片的制造范圍,如設計爆破壓力大于3.5 MPa的正拱形爆破片,全范圍的制造允差為-3%~6%,1/2范圍制造允差為-1.5%~3%,1/4范圍制造允差為-0.8%~1.5%。由此可見,由于升壓速率所導致的爆破片爆破壓力的改變,變化范圍甚至超過了標準中制造允差的范圍區間。因此,由升壓速率導致的爆破片爆破壓力的改變,必須引起重視。
(a)爆破口徑15 mm
(b)爆破口徑20 mm
(c)爆破口徑25 mm

(d)爆破口徑30 mm
3 結語
本文針對316L奧氏體不銹鋼制普通正拱型爆破片,開展了成型及爆破試驗研究,研究了不同升壓速率下爆破片的爆破壓力變化趨勢,主要結論及展望如下。
(1)升壓速率對爆破片的爆破壓力是有影響的,在本文所研究的低升壓速率范圍(0~ 5 MPa/s)內,發現升壓速率越大,爆破壓力越低。
(2)所開展的4組普通正拱型爆破片爆破壓力的試驗表明,普通正拱型爆破壓力的誤差值約為4%~20%,超過了相關標準中爆破片制造允差的范圍區間,升壓速率對爆破片爆破壓力的影響應引起重視。
(3)關于更大范圍升壓速率對不同規格爆破片爆破壓力的影響以及產生這些影響的機理,需要進一步開展試驗研究工作,包括從材料組織變化等方面進行深入的探索,筆者將在后續工作中開展相關研究。
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
當代陜西(2021年2期)2021-03-29 07:41:24
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
汽車工程學報(2017年2期)2017-07-05 08:13:02
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
