厚板SA508-3鋼NG-SAW焊接接頭的組織和性能
2021-02-26 03:56:10黃俊蘭孫華為路全彬呂曉春
壓力容器 2021年1期
秦 建,黃俊蘭,孫華為,路全彬,呂曉春
(1.鄭州機械研究所有限公司 新型釬焊材料與技術國家重點實驗室,鄭州 450001;2.哈爾濱焊接研究院有限公司,哈爾濱 150028)
0 引言
核級部件在服役過程中承受著高溫、高壓,工作環境極端惡劣。為保證設備安全可靠運行,其部件壁厚達數百毫米,并采用優質高效的窄間隙埋弧自動焊技術進行焊接,焊接接頭的質量對產品的制造周期、制造質量和運行使用均具有較大的影響[1-4]。由于SA508-3鋼具有優異的綜合力學性能,是核電設備制造的主流用鋼,因此厚壁SA508-3鋼的焊接是大型核電容器的關鍵技術之一。近年來,國內外針對厚壁SA508-3鋼的焊接已開展了大量研究,如BALAKRISHNAN等[5]認為窄間隙埋弧焊是厚壁SA508鋼壓力容器的理想焊接方法;MING等[6]研究了厚壁SA508鋼與316L的窄間隙氬弧焊制造技術;RATHOD等[7]對厚度130 mm的SA508鋼的電子束焊殘余應力進行了分析測試;遲露鑫等[8]分析研究了大厚度窄間隙埋弧焊下SA508-3鋼的焊接連續冷卻轉變曲線;呂曉春等[9]在焊接熱循環對SA508-3鋼熱影響區組織性能轉變方面開展了研究;陳重毅等[10]對不同焊接熱輸入下20MnNiMo鋼(對應國外SA508-3鋼)特厚板窄間隙埋弧焊接頭的殘余應力進行了分析;吳佳等[11]對SA508-3鋼窄間隙埋弧焊熔敷金屬的強韌化影響因素進行了分析;王慶江等[12]對SA508-3鋼沖擊韌性的補償進行了分析。上述研究為SA508-3鋼焊接接頭的可靠服役積累了大量的數據,但是在SA508-3鋼的窄間隙焊接工藝方面研究較少,尤其是不同焊接熱輸入下大型厚壁部件的焊接接頭組織及綜合力學性能評價方面還缺乏充足的數據,需要進一步開展研究。
文中針對核電主流鋼種SA508-3鋼進行不同焊接熱輸入下的窄間隙焊接,并對不同的焊接接頭組織和性能進行分析,以期為厚壁核級部件的焊接工藝窗口制定提供參考,為核電設備的安全可靠應用提供一定的技術支撐。
1 試驗方法
試驗材料為核電設備用SA508-3鋼,焊接材料選用CHW-S10(?4 mm)焊絲、HJ250G焊劑,母材及焊材化學成分如表1所示;焊接設備選用MillerSummitArc 1250埋弧焊機,焊接槍頭為自行改裝的窄間隙焊槍,焊接工件及坡口的結構尺寸如圖1所示。

表1 SA508-3鋼化學成分
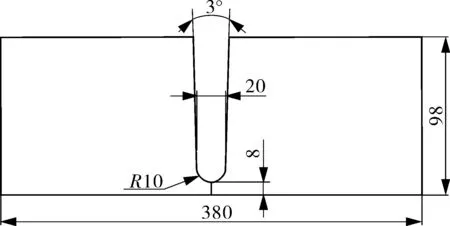
圖1 焊接試件坡口結構尺寸示意
為了研究焊接熱輸入對焊接接頭綜合性能的影響,前期試驗結果表明,只有在焊接熱輸入為2.5~2.9 kJ時才能夠獲得理想的焊縫。焊接熱輸入過大容易造成過燒;過小又極易出現側壁熔合不良,導致無法進行力學性能試驗,因此,為了能保證焊縫成形,分別使用540,550,580 A的焊接電流進行了焊接,具體焊接工藝參數見表2。焊前將試件預熱至180~200 ℃,試件焊接完成后立刻進行(300~350)℃×2 h消氫處理,用石棉布覆蓋緩冷至室溫。經無損檢驗后,對試件進行(570±10)℃×15 h焊后消應力熱處理,熱處理工藝曲線如圖2所示。
焊后采用機械加工的方法進行力學性能試樣的制備,具體取樣位置如圖3所示。取樣后分別進行沖擊吸收能量(0 ℃)試驗、彎曲性能測試、拉伸性能測試、顯微硬度(HV5)測試,取樣及試驗按照NB/T 47014—2011《承壓設備焊接工藝評定》執行。使用體式顯微鏡和金相顯微鏡對焊接接頭的熔合情況及顯微組織進行拍攝,采用掃描電子顯微鏡(SEM)對沖擊斷口形貌進行分析。

表2 試驗用焊接工藝參數
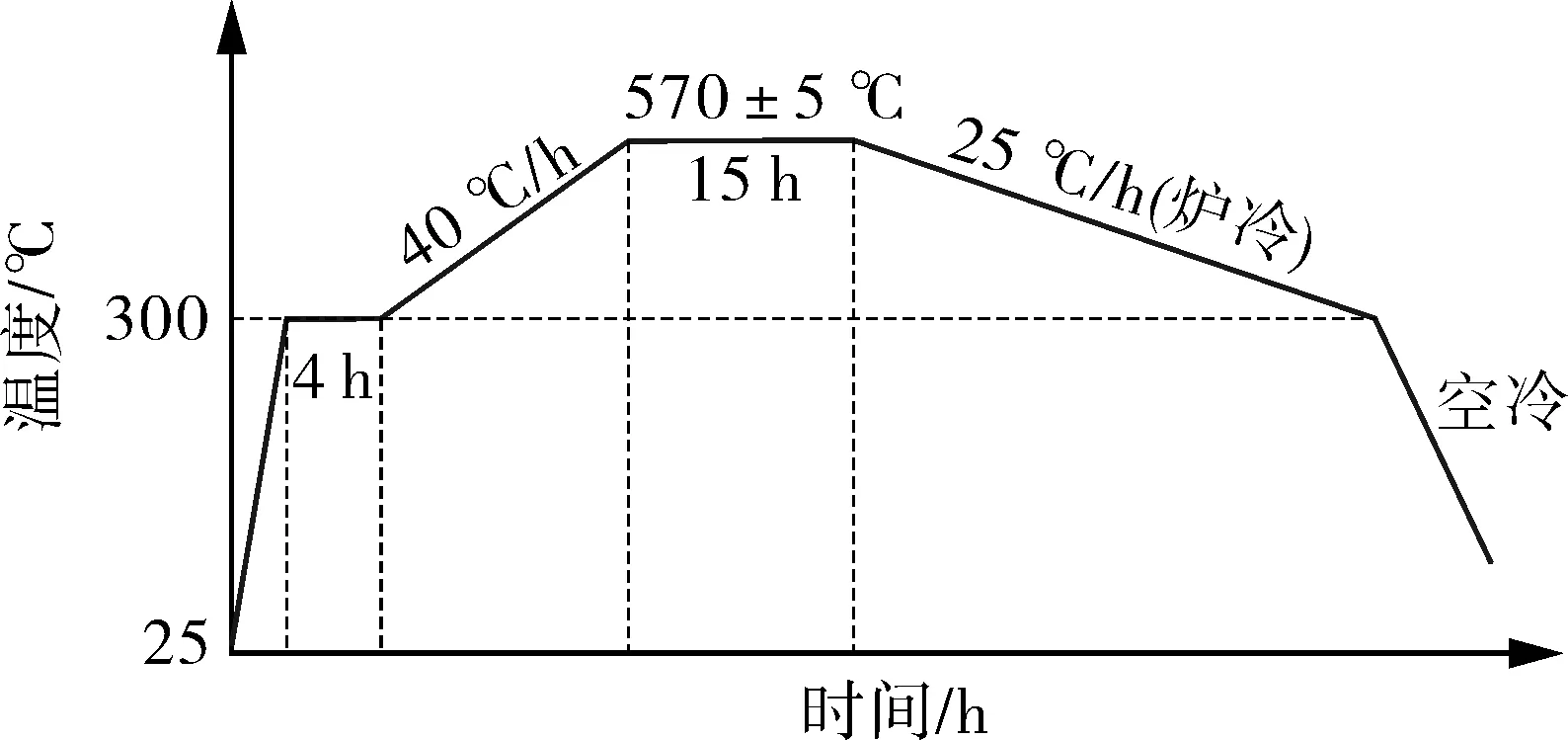
圖2 焊后熱處理工藝曲線
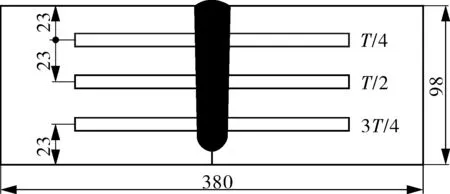
圖3 沖擊試樣取樣位置示意
2 試驗結果與分析
2.1 沖擊韌性試驗結果與分析
針對大型厚壁焊件焊接接頭多層多道焊接的特點,為全面評價焊接接頭的沖擊韌性,采用多層試樣法進行沖擊試驗,試樣軸線分別位于試件的T/4,T/2,3T/4處(T為試樣厚度),如圖3所示,沖擊缺口軸線分別位于焊縫、熱影響區。
圖4為不同焊接熱輸入下,焊縫位置的沖擊韌性測試結果。可以看出,在相同焊接熱輸入下,不同位置的焊縫沖擊韌性出現一定的差異,整體呈現出T/4位置>T/2位置>3T/4位置的規律,即表層后焊區域的沖擊吸收能量高于底層先焊接的區域。焊接熱輸入發生變化后,焊縫沖擊吸收能量的波動范圍也發生一定的變化,但未表現出明顯的規律性,整體來看,隨著焊接熱輸入的增加,各位置焊縫沖擊吸收能量呈增加的趨勢,但是變化幅度不大。

圖4 不同焊接熱輸入下焊縫沖擊試驗結果
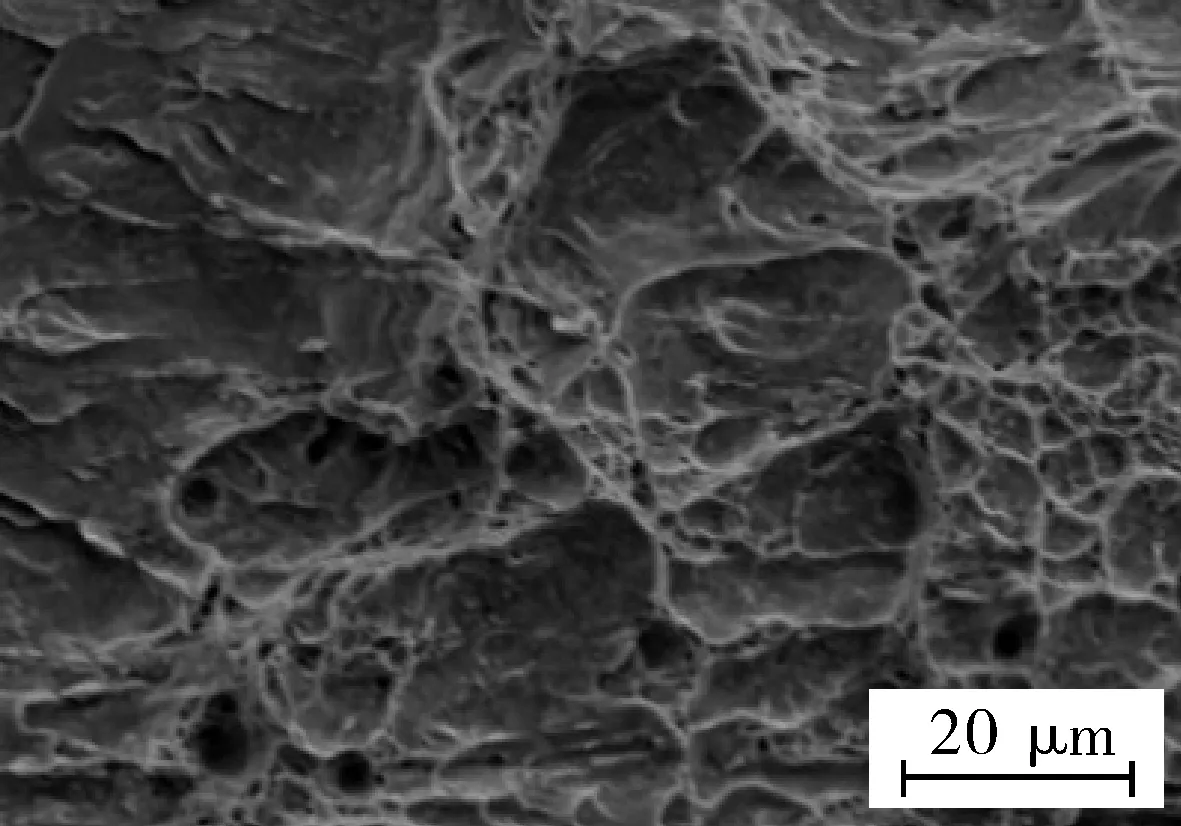
圖5為不同焊接熱輸入下,在T/2厚度處沖擊試樣的擴展區微觀斷口形貌。
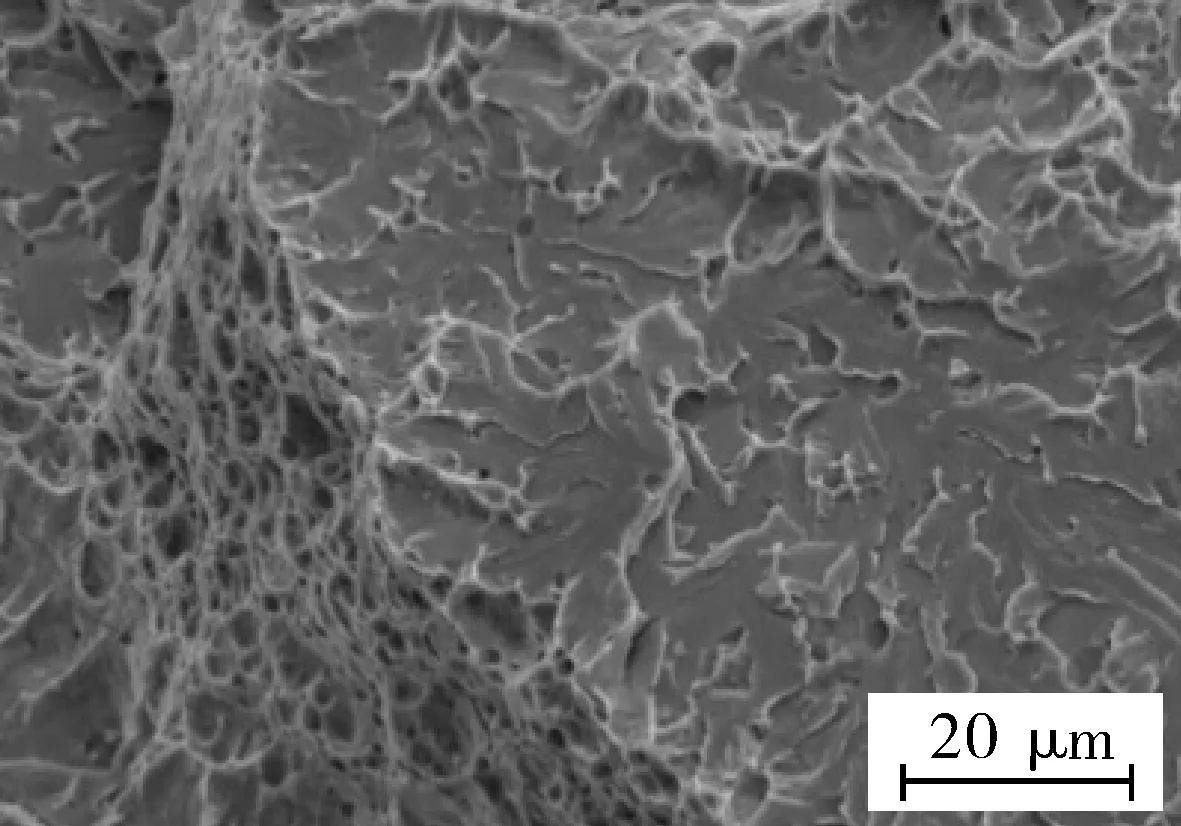
(a)焊接熱輸入2.511 kJ/mm (b)焊接熱輸入2.778 kJ/mm (c)焊接熱輸入2.930 kJ/mm
從圖5可看出,當焊接熱輸入為2.511 kJ/mm時,沖擊試樣擴展區形貌以準解理形貌為主,在斷口上可見明顯的撕裂嶺存在,在斷口的局部位置有少量的韌窩存在,這對焊縫的韌性提升是有益的;當焊接熱輸入上升至2.778 kJ/mm時,沖擊斷口中韌窩狀區域明顯增加,準解理區域減少,表明韌性有所提升;焊接熱輸入繼續升高至2.930 kJ/mm時,斷口形貌以小而深的韌窩為主,表明此時焊縫具有較好的韌性儲備。
圖6為不同焊接熱輸入下,焊接熱影響區的沖擊韌性試驗結果。可以看出,焊接熱影響區沖擊吸收能量遠大于焊縫位置,這主要是由于焊接熱影響區位于母材區域,其組織和性能大多遺傳于母材本身,由于母材的性能大多數都優于焊縫,因此熱影響區的沖擊吸收能量整體高于焊縫。從圖6中還可以看出,相同的焊接熱輸入下,T/4位置處焊接熱影響區沖擊吸收能量低于T/2和3T/4位置處,T/2和3T/4位置處的沖擊吸收能量相差不大,但是隨著焊接熱輸入的增加,T/4,T/2,3T/4位置處的沖擊吸收能量逐漸接近。整體來看,隨著焊接熱輸入的增加,焊接熱影響區的沖擊吸收能量逐漸下降,表明焊接熱輸入加大會削弱焊接熱影響區的塑性儲備。
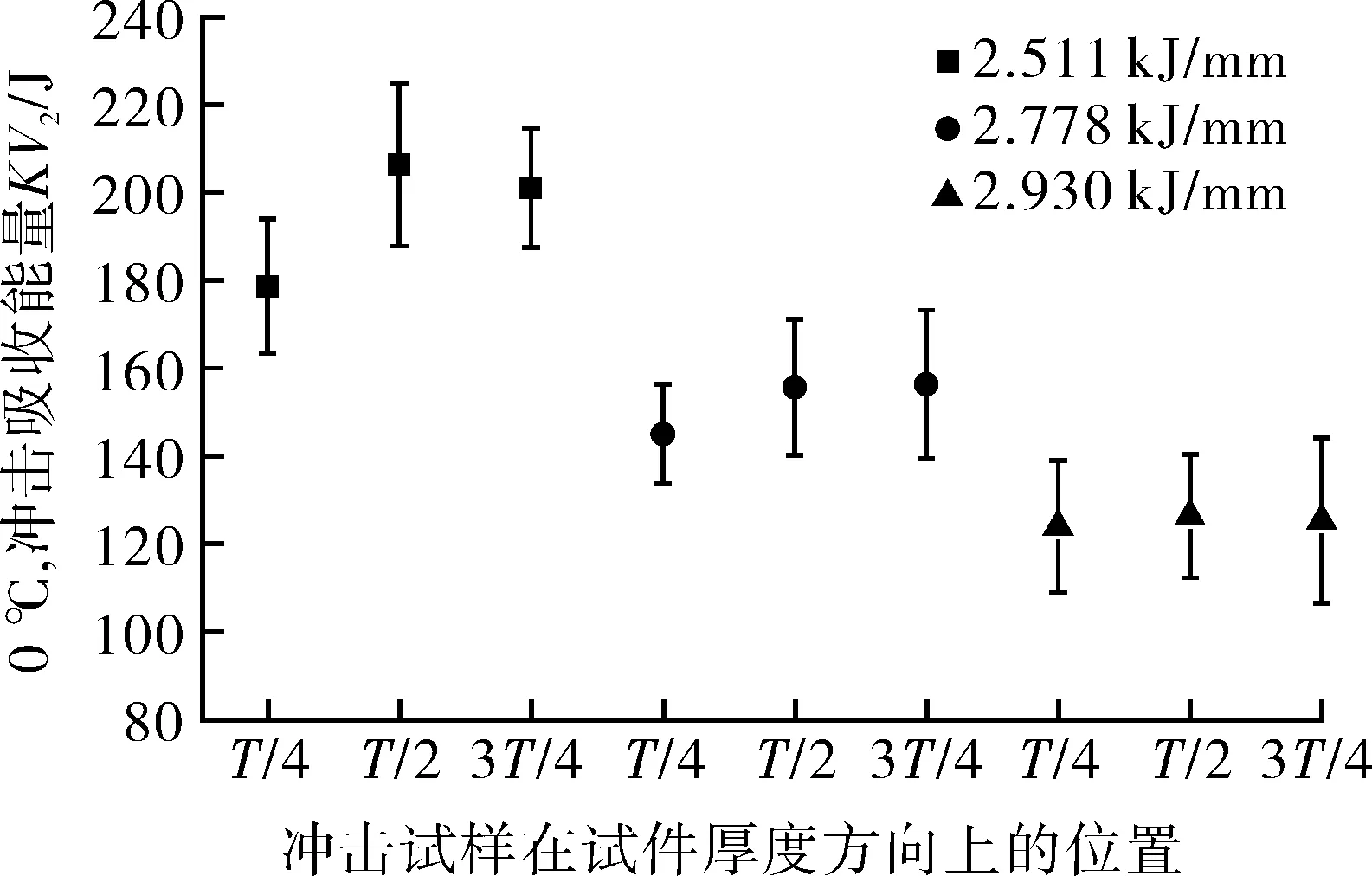
圖6 不同焊接熱輸入下焊接熱影響區沖擊試驗結果
圖7為不同焊接熱輸入下,T/2位置處焊接熱影響區的沖擊試樣斷口擴展區形貌。可以看出,當焊接熱輸入為2.511 kJ/mm時,沖擊斷口形貌為大而淺的韌窩;隨著焊接熱輸入上升至2.778 kJ/mm時,斷口形貌向準解理轉變;當焊接熱輸入增加至2.930 kJ/mm時,斷口形貌可見明顯的河流花樣,斷口形貌主要由解理組成,表明此時熱影響區的塑性儲備較差。
(a)焊接熱輸入2.511 kJ/mm (b)焊接熱輸入2.778 kJ/mm (c)焊接熱輸入2.930 kJ/mm
2.2 沖擊韌性試驗結果與分析
針對厚壁接頭多層多道焊接特點,采用多層試樣法進行拉伸試驗,試樣取樣位置仍然參照圖3進行分層選取,分別在T/4,T/2,3T/4位置分別制取2個拉伸試樣。焊接接頭拉伸試驗結果如圖8所示,可以看出,焊接接頭的拉伸強度基本集中于610 MPa附近,取樣位置和焊接熱輸入都沒有對焊接接頭的強度帶來明顯的影響。圖9為不同焊接熱輸入下拉伸試樣斷裂照片,可以看出,不同焊接熱輸入下,拉伸試樣均斷于母材位置,表明厚板窄間隙埋弧焊的焊接接頭中母材的抗拉強度最低,這也是焊接熱輸入對焊接接頭抗拉強度沒有產生影響的原因。
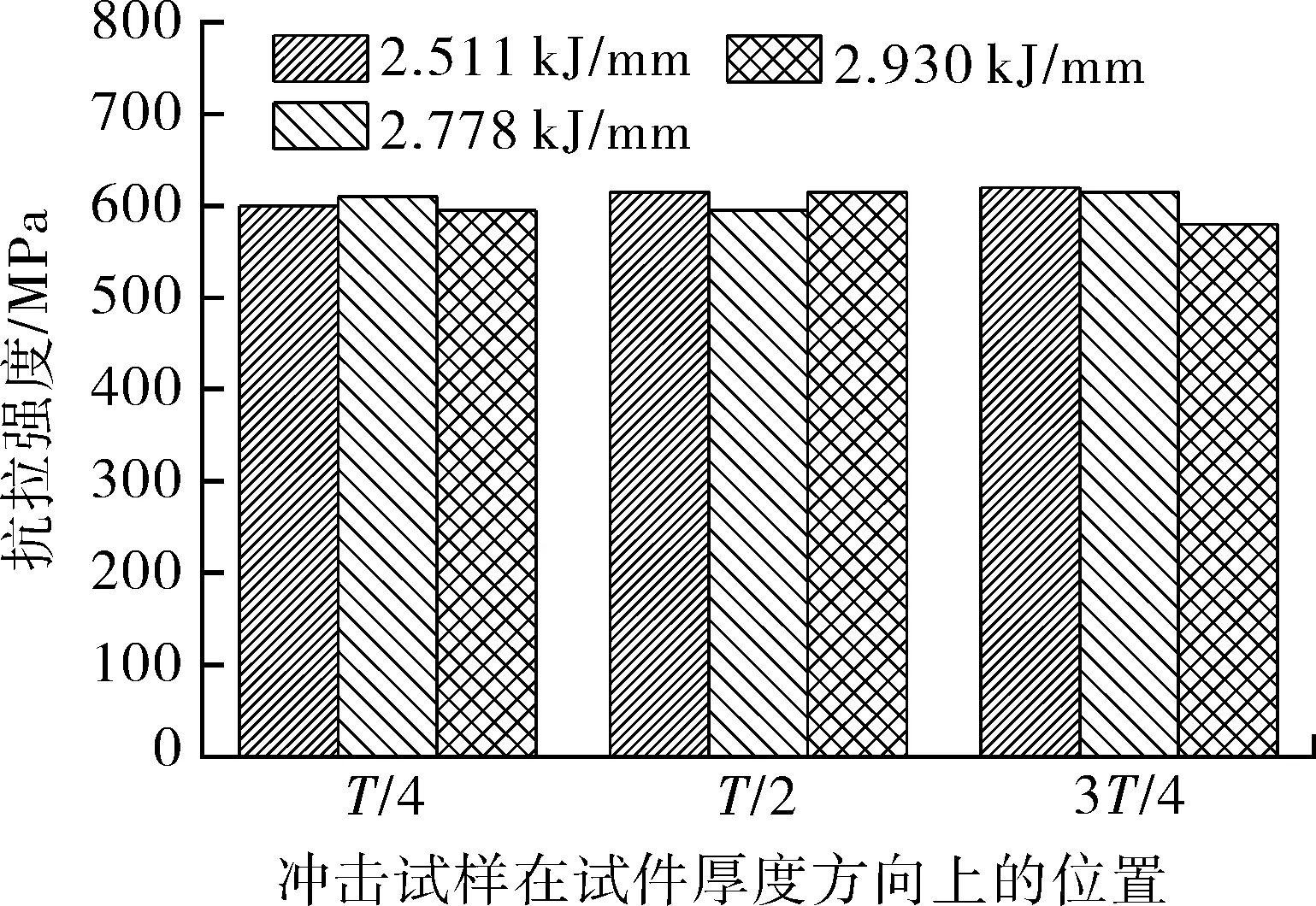
圖8 不同焊接熱輸入下焊接接頭的抗拉強度測試結果

圖9 焊接接頭拉伸試樣斷裂照片
2.3 硬度測試試驗結果與分析
針對厚壁多層多道焊接的結構特點,分3個區進行焊接接頭硬度測試,硬度試驗位置如圖10所示,HV5硬度試驗結果如圖11所示。
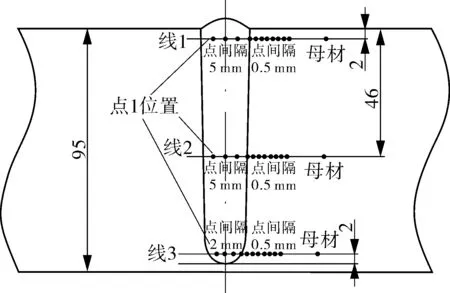
圖10 顯微硬度測試示意
試驗結果表明,焊接熱輸入對焊接接頭的硬度分布有一定的影響,焊接熱輸入越小,焊接熱影響區的硬度越高,試件表層與試件中間處的硬度也沒有明顯的差異,焊接接頭硬度最低的位置出現在母材處,這與拉伸試驗具有一致的規律性。焊接接頭最高硬度出現在熱影響區中,焊接熱輸入為2.511 kJ/mm的焊接接頭熱影響區硬度最高,硬度值達到296。焊接接頭硬度與其組織密切相關,焊接接頭各區域的組織將在下文敘述。
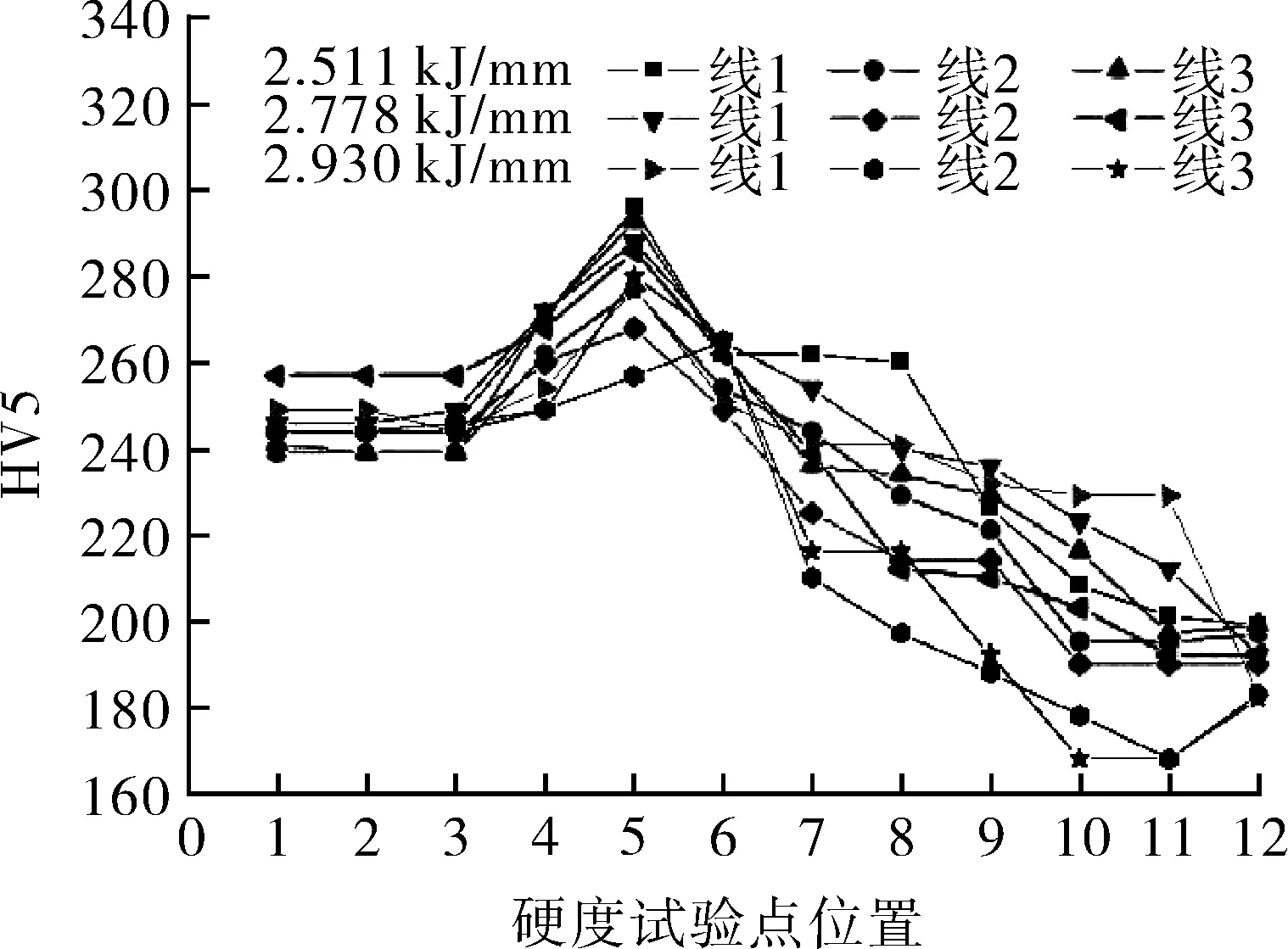
圖11 不同焊接熱輸入下顯微硬度測試結果

圖12 不同焊接熱輸入下彎曲試驗結果
2.4 焊接熱輸入對接頭彎曲性能的影響
采用多層取樣法進行焊接接頭側向彎曲試驗,取樣位置與上述沖擊、拉伸試樣位置類似。彎曲試驗壓頭直徑為40 mm,彎曲角度180°,彎曲試樣尺寸為10 mm×38 mm×200 mm。不同焊接熱輸入下彎曲試驗結果如圖12所示。可以看出,不同焊接熱輸入下,焊接接頭熔合良好,在拉應力表面未發現裂紋,側彎試驗合格。
2.5 焊接熱輸入對接頭顯微組織的影響
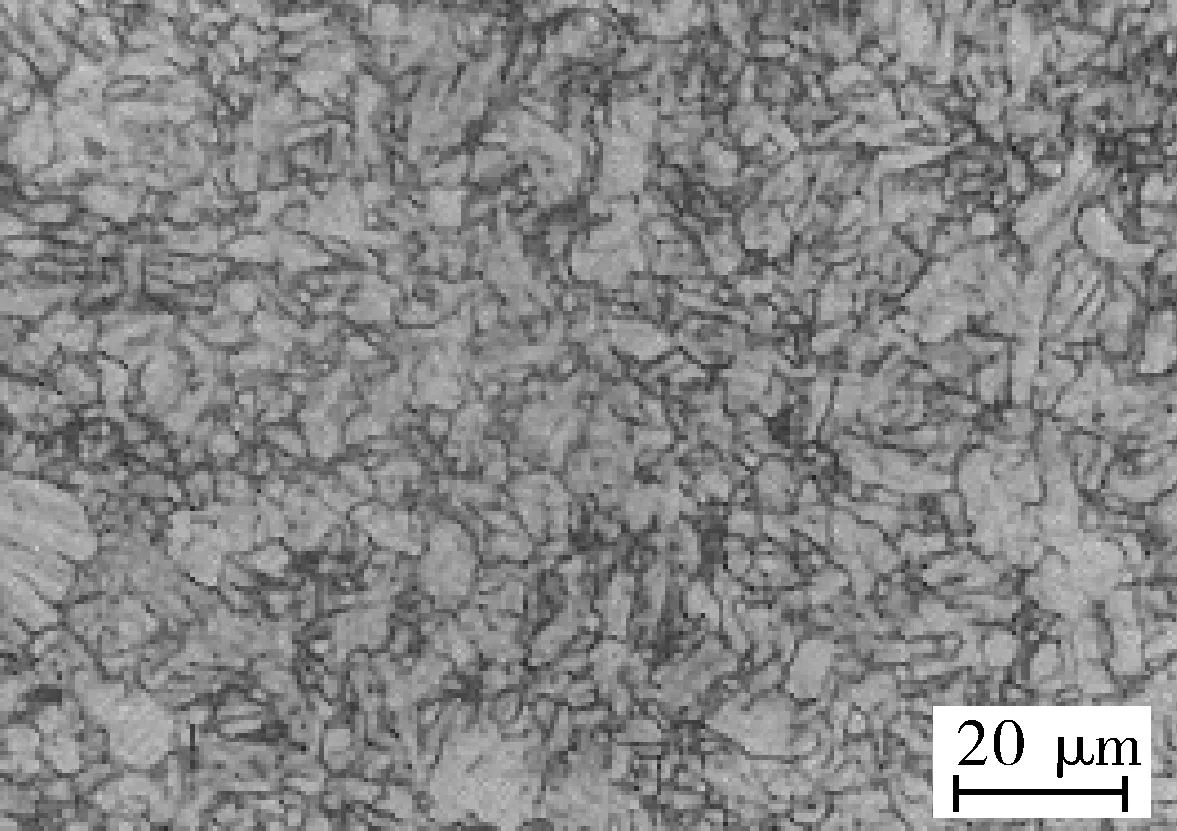
圖13為T/2位置處不同焊接熱輸入下焊縫顯微組織。可以看出,不同焊接熱輸入下,焊縫顯微組織均由少量先共析鐵素體+回火貝氏體組成,但隨著焊接熱輸入的增大,焊縫中先共析鐵素體逐漸減少,貝氏體組織逐漸增多,且回火貝氏體組織出現一定程度的細化,因此隨著焊接熱輸入的增加,沖擊韌性出現了一定的上升。這是因為在多道次焊接熱循環下,焊接熱輸入的增大提高了層道間的重熔效應,迫使焊縫位置重新熔化結晶的區域增多,促使晶粒發生細化,同時減少了先共析鐵素體的析出,這對韌性的提高是有益的。

(a)焊接熱輸入2.511 kJ/mm (b)焊接熱輸入2.778 kJ/mm (c)焊接熱輸入2.930 kJ/mm
圖14為T/2位置處不同焊接熱輸入下,母材和焊接熱影響區顯微組織。可以看出,母材原始顯微組織為回火索氏體組織,在經歷高溫焊接熱循環后,焊接熱影響區組織轉變為粒狀回火貝氏體組織;還可以看出,不同焊接熱輸入下焊接熱影響區的組織均為粒狀回火貝氏體組織,但是隨著焊接熱輸入的增大,高溫停留時間逐漸增加,導致焊接熱影響區的晶粒也逐漸發生了粗化,導致沖擊韌性下降,同時冷卻速率的降低也使得硬度降低。
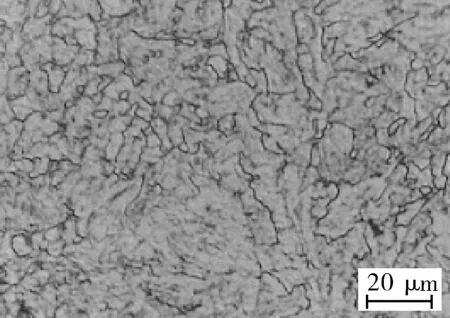
(a)母材
(b)焊接熱輸入2.511 kJ/mm

(c)焊接熱輸入2.778 kJ/mm
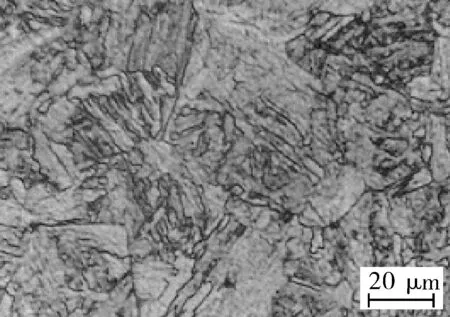
(d)焊接熱輸入2.930 kJ/mm
3 結論
(1)隨著焊接熱輸入的增加,焊接接頭中焊縫的沖擊韌性逐漸增加,斷口形貌中韌窩比例逐漸增大;熱影響區沖擊韌性不斷下降,斷口形貌逐漸向解理、準解理轉變。
(2)不同焊接熱輸入下,焊接接頭均有較好的韌性儲備,彎曲性能均合格;焊接熱輸入的變化對接頭的抗拉強度沒有明顯影響,拉伸試樣均斷于母材位置。
(3)焊接熱輸入對焊接接頭硬度沒有明顯的影響,試件表層與試件中間處的硬度也沒有明顯的差異,焊接接頭硬度最低的位置出現在母材處,焊接熱輸入越小,焊接熱影響區的硬度越高。
(4)焊接接頭中焊縫顯微組織為先共析鐵素體+回火貝氏體,隨著焊接熱輸入的增加,先共析鐵素體減少,回火貝氏體增多,促使焊縫處沖擊韌性有所提升;焊接熱影響區顯微組織為粒狀回火貝氏體組織,隨著焊接熱輸入的增加,晶粒不斷長大,導致硬度沖擊韌性下降,硬度降低。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
